|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы замены инструментов ГПМ в ГПС. ⇐ ПредыдущаяСтр 4 из 4
Используются следующие основные способы: 1. Замена " через шпиндель". В этом случае магазин инструментов перемещается от центрального инструментального склада к ГПМ и с помощью перегрузочного устройства передается на рабочий стол станка, после чего с помощью шпинделя инструмент захватывается из магазина, а инструментальный робот передает его в магазин ГПМ. Замена осуществляется по программе и процесс этот очень длительный. Поэтому в настоящее время этот способ не используется. 2. Замена инструментальных магазинов. Этот способ, схема которого приведена на рис.
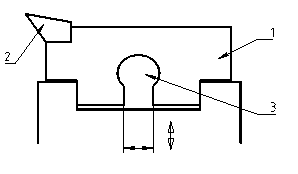
Однако он обладает существенным недостатком, вызванным невозможностью обеспечить одинаковую загрузку инструментов в магазине. Поэтому при замене большое количество инструментов не вырабатывают свой ресурс. В связи с этим появился 3-ий способ. 3. Кассетная замена инструментов.
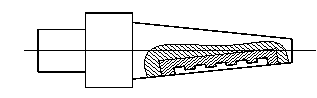
1 - магазин инструментов; 2 - кассеты с инструментами в магазине; 3 - кассета в позиции загрузки инструмента в шпиндель; 4 - автооператор для замены инструмента в шпинделе; 5 - кассета в позиции перегрузки в транспортное устройство для замены кассет инструментов; 6 - транспортное устройство для замены кассет инструментов. Модульные инструментальные системы. Инструменты, используемые в ГПМ, значительно различаются по типам и типоразмерам. Это требует применения специальных устройств (оправок, вставок, проставок, патронов и др.), обеспечивающих установку любого требуемого инструмента в рабочем органе ГПМ. Комплексы таких устройств называются модульными инструментальными системами. Такие системы подразделяются на две группы: - для невращающихся инструментов; - для вращающихся инструментов. В модульных инструментальных системах для невращающихся инструментов используются инструментальные блоки или резцовые вставки. Схема, характеризующая принцип действия резцовой вставки фирмы Sandvic Coromant, приведена на рис..
1-резцовая вставка; 2-режущая пластина; 3-зажимное устройство.
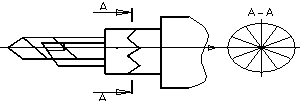
Специальный замок, позволет оперативно закреплять сменные резцовые вставки с различными инструментами. Смена инструментов осуществляется манипулятором, оснащенным специальными захватами. Фирма гарантирует повторяемость положения вершин режущей пластины +-2мкм по оси X и +-5мкм по оси Z. Жесткость системы крепления должна обеспечивать отклонения вершины режущей пластины не более 5мкм по осям X и Z при глубине резания легированной стали 10мм при скорости 100м/мин и подаче 0, 73мм/об. Однако крепление инструментов таким способом оказалось непригодным для вращающихся инструментов, используемых на обрабатывающих центрах токарного типа. Для этой цели фирма Hertel предложила осуществлять базирование с помощью торцевой зубчатой муфты с так называемым " мышиным зубом" (рис. ). Обеспечивается точность 2мкм.
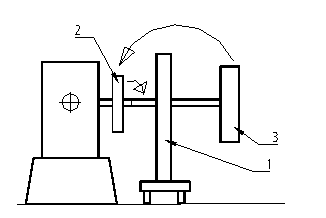
Модульные инструментальные системы для вращающихся инструментов представляют из себя оправок с хвостовиками, соответствующими инструментальным гнездам станка, и набора переходников, проставок и патронов, позволяющих " набрать" и установить любые необходимые инструменты в инструментальные гнезда станка (рис. ).
1-базовая оправка; 2-набор переходников и проставок; 3-инструменты.
Такие системы выпускают известные фирмы Sandvic Coromant, Krupp Widia. Идентификация инструментов В ГПС осуществляется постоянное наблюдение за используемым инструментом с целью контроля его местоположения и ресурса работы. С этой целью осуществляется идентификация инструмента путем кодирования гнезд, в которые устанавливаются инструменты, или приклепления к каждому инструменту идентификационной бирки. Как показала практика, последний способ является более эффективным. Каждому инструменту в ГПС присваивается цифровой код. Для этого используются различные носители кода, устанавливаемые на оправках (рис. ). -кодовые гребенки; - набор резьбовых штырей; - специальные микросхемы.
Считывание кода осуществляется бесконтактным способом. 63. Контрольно-измерительные системы ГПС.
Основная задача контрольно-измерительных систем (КИС) ГПС - обеспечение требуемого качества выпускаемых изделий, то есть контроль соответствия их заданным техническим характеристикам. В ГПС применяются следующие виды контроля: - прямой и косвенный; - пассивный и активный. При осуществлении прямого контроля измеряется непосредственно контролируемый параметр. При косвенном контроле контролируемый параметр определяется на основании измерения другого параметра, связанного с контролируемым функциональной зависимостью. На основании пассивного контроля осуществляется проверка контролируемых параметров, в результате чего изделия подразделяются на 2 группы: годные и брак (исправимый и неисправимый). Причем иногда детали подразделяют на подгруппы, например, для селективной сборки. На основании же результатов активного контроля осуществляется изменение параметров технологического процесса непосредственно в процессе изготовления изделия с целью повышения качества изготавливаемых изделий. Контактные методы контроля размеров осуществляются с помощью механических датчиков. Такой датчик храниться в магазине инструментов в инструментальной оправке и в нужный момент может быть установлен в шпинделе (револьверной головке) ГПМ. Неблагоприятные для измерений в процессе обработки условия требуют применения специальных решений. Так, например, для уменьшения влияния стружки и смазочно-охлаждающей жидкости на точность измерений осуществляется выдувание очищенного воздуха с кончика щупа устройства. Контрольно - измерительные машины, управляемые системами ЧПУ, отличаются высокой точностью измерений, но требуют специальных условий для выполнения измерений (например, отдельных термоконстантных помещений). Бесконтактные методы измерений имеют следующие основные преимущества: - отсутствует механический износ измерительного элемента, что увеличивает точность и надежность измерений; - контроль осуществляется быстрее, чем при использовании контактного метода; - обычно исчезает необходимость переноса детали в измерительную позицию; - исключается возможность повреждения поверхности детали. Системы, основанные на оптических бесконтактных методах измерений еще называют системами технического (машинного) зрения, телевизионными системами с микропроцессорным управлением. Типовая система технического зрения (СТЗ) состоит из оптического устройства (телевизионной камеры, матрицы фотодиодов), ЭВМ и устройства их сопряжения. Аппаратные и программные средства СТЗ формируют изображение и осуществляют его анализ путем сравнения с эталонными данными, хранящимися в памяти ЭВМ. Основным элементом СТЗ является матрица воспринимающих элементов (например, фотодиодов) размером m*n. При наличии объекта между матрицей и осветительным элементом часть фотодиодов освещается, вырабатывая при этом электрический сигнал. Этот сигнал анализируется, на основании чего вырабатывается сигнал измерения. Бесконтактные неоптические методы измерений основаны на использовании электрических или магнитных свойств магнитного поля. В зависимости от используемых свойств магнитного поля применяются следующие датчики: - датчики магнитного сопротивления для определения присутствия объекта (например, наличие инструмента); имеется ограничение - изделие должно быть магнитопроводящим; - датчики емкостного сопротивления, определяющие емкостное сопротивление пары объект - зонд; - индуктивные датчики, измеряющие магнитное поле, создаваемое в объекте; - датчики инфракрасного излучения применяются для измерения температуры объектов; - ультразвуковые датчики, осуществляющие анализ отраженных ультразвуковых колебаний объекта. Одна из основных проблем, имеющих место в ГПС, - определение текущей работоспособности каждого инструмента для определения момента его замены. Эта задача значительно усложняется очень большим количеством используемых в ГПС инструментов и разбросом их стойкости. Так, стойкость даже одного и того же инструмента может отличаться на сотни процентов. Принудительная замена инструментов по графику, который составляется на основании предшествующих испытаний, не позволяет полностью использовать их режущую способность, так как замену приходится осуществлять по параметру гарантийной стойкости, которая определяется на основании статических испытаний и имеет нижнее значение, так как не учитывает индивидуальные особенности каждого экземпляра инструмента. Кроме того, замена инструментов по графику часто не обеспечивает требуемой надежности безотказной работы ГПС, что, очевидно, вызвано большим разбросом стойкости инструментов даже одной партии. Для уменьшения данных недостатков в ГПС применяются средства активного контроля работоспособности инструментов. Конечно, такой контроль требует применения сложных и дорогостоящих устройств, но в некоторых случаях он оказывается эффективным. В ГПС применяют контроль инструментов двух видов: - автоматическое измерение износа инструментов; - автоматическое обнаружение поломки инструментов. Контроль износа инструментов в процессе обработки обычно осуществляется косвенным методом вследствие труднодоступности (а, в некоторых случаях, и невозможности) доступа к изнашиваемым поверхностям инструмента. Непосредственное (прямое) измерение износа осуществляется по окончании процесса обработки. Инструмент по программе подводится к чувствительному элементу измерительного устройства. В результате измерения выдается сигнал коррекции для компенсации износа или на замену инструмента при его критическом износе или поломке. В связи со сложными для измерений непосредственно в процессе механической обработки условиями (наличием стружки, СОЖ, вибрациями и др.) применяются способы косвенных измерений износа режущих инструментов: - основанные на измерении расстояния между инструментодержателем и поверхностью резания; - основанные на измерении параметров шероховатости в процессе обработки; - путем измерения сил при резании; - путем измерения температуры резания; - с помощью контроля потребляемой мощности электродвигателей станка или силы тока. - по колебаниям, возникающим в процессе обработки.
64. Системы управления ГПС.
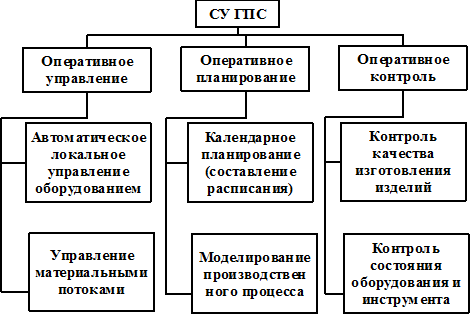
Основные функции системы планирования и управления производством: - прогнозирование; - планирование производства; - оценка производственных затрат; - формирование основного графика производства; - планирование материальных потребностей; - материально-техническое снабжение; - календарное планирование; - диспетчеризация; - оперативное управление технологическими процессами; - контроль качества выпускаемой продукции; - поставки по заказам и управление запасами готовой продукции; Структура системы управления ГПС показана на рис.
|
Последнее изменение этой страницы: 2017-05-11; Просмотров: 786; Нарушение авторского права страницы
 обеспечивает быструю замену (30-40сек.).
обеспечивает быструю замену (30-40сек.).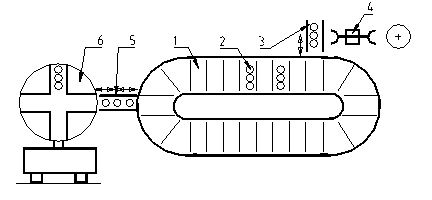 С целью выравнивания загрузки инструментов они разбиваются на группы, в каждую из которых комплектуются инструменты, изнашивающиеся примерно одинаково и замена осуществляется этих групп. Для этого каждая группа комплектуется в кассеты, которые заменяются с помощью специальных устройств (рис. ).
С целью выравнивания загрузки инструментов они разбиваются на группы, в каждую из которых комплектуются инструменты, изнашивающиеся примерно одинаково и замена осуществляется этих групп. Для этого каждая группа комплектуется в кассеты, которые заменяются с помощью специальных устройств (рис. ).