|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Розлив пива в стеклянные бутылки
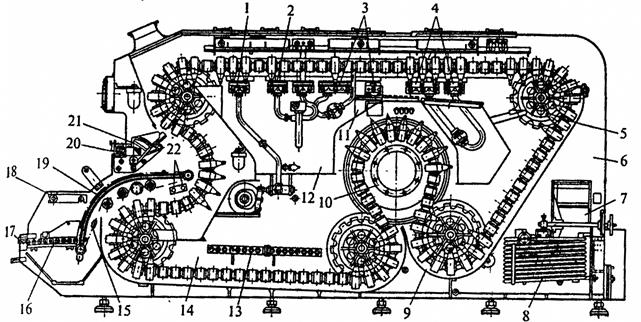
Розлив пива в бутылки включает следующие операции: приемку тары и ее бракераж, мойку, налив, укупорку, бракераж налитых бутылок, этикетировку бутылок с продукцией и упаковку их в ящики. Пивные бутылки изготавливают из стекла коричневого или оранжевого цвета для предотвращения вредного воздействия на пиво синих и фиолетовых лучей. При использовании бесцветных бутылок в пиве появляется «засвеченный» вкус, запах скунса, вызванный образованием в напитке меркаптана 2-метил-2-бутен-1-тиола. Он появляется в пиве в результате присоединения Н2S к продукту распада изо-альфа-кислот хмеля под воздействием света. Бутылки, изготовленные из зеленого стекла, также как и бесцветные, не защищают пиво от вредных лучей. Бутылки должны иметь стандартные размеры, равномерную толщину стенок, должны быть термостойкими и выдерживать внутреннее давление не менее 0, 9-1, 1 МПа. Стеклянная бутылка - наиболее совершенный вид тары с точки зрения сохранения свойств пива, эстетического восприятия и экологии, однако бутылка бьется и велика ее масса. Используют новые и оборотные бутылки. В среднем бутылка возвращается в производство 40 раз в год. При поступлении на завод отбраковывают сильно загрязненные бутылки и бутылки с посторонними запахами (керосин, масло). Розлив в бутылки осуществляется на автоматических линиях розлива производительностью 3000, 6000, 12 000, 24 000 бутылок в час. За рубежом и на заводах, оснащенных импортным оборудованием, используются линии производительностью 36 000 и 50 000 бутылок в час. Автоматическая линия включает автомат по извлечению бутылок из ящиков, бутыломоечную машину, разливочный и укупорочный автоматы, бракеражный полуавтомат, этикетировочную машину и автомат по укладке бутылок с пивом в ящики. На современных заводах, на складах цеха розлива для полного исключения ручного труда устанавливают также пакетосборочные и пакеторазборочные машины. Пакеты - это штабелированные слоями ящики на деревянных площадках из досок - поддонах. Поддоны изготавливаются с высотой, достаточной для ввода под него вилочного захвата электропогрузчика. На поддоне размещается по 24 (4 слоя) или 30 (5 слоев) полимерных ящиков. Основная часть пакеторазборочной и пакетосборочной машины - рама, на которой размещается подъемное устройство с захватно-зажимной головкой, способной удерживать слой ящиков. Разборка пакетов осуществляется следующим образом. Электропогрузчик транспортирует пакет к пакеторазборщику и устанавливает его на роликовый транспортер. Захватная головка «берет» с поддона один слой ящиков за другим и ставит их на конвейер. Пустые поддоны транспортируются к пакетосборочной машине, а ящики с бутылками с помощью ящичного конвейера - к автомату по выемке бутылок из ящиков. Пакетосборочная машина с помощью захватной головки «берет» слой ящиков с роликового конвейера и устанавливает их на поддон. Основным рабочим органом автомата по выемке бутылок из ящиков и по укладке бутылок в ящики является захватное устройство с индивидуальными для каждой бутылки резиновыми головками - патронами. Количество головок соответствует числу бутылок в ящике. Захват бутылок осуществляется под действием сжатого воздуха, а освобождение - под действием пружины, установленной в захватной головке. Ящики с пустой посудой транспортируются к автомату по извлечению бутылок, и первый из них останавливается против оси захватного устройства с помощью специального упора. Захватное устройство опускается в ящик, захватные патроны зажимают горлышко бутылки, и захватное устройство поднимается. Затем оно перемещается к столу для бутылок и опускается на него. Патроны освобождают бутылки, и захватное устройство вновь поднимается, перемещается к конвейеру для ящиков, и цикл повторяется. Бутылки со стола поступают на бутылочный конвейер и транспортируются к бутыломоечной машине, а пустые ящики - к автомату по укладке бутылок. Захватное устройство автомата по укладке бутылок в ящики опускается на бутылочный стол, патроны зажимают горлышки бутылок, устройство поднимается, перемещается к конвейеру, на котором с помощью упора сцентрирован пустой ящик, опускается на него, и бутылки освобождаются. Ящики с готовой продукцией транспортируются к пакетосборочной машине. Мойка бутылок осуществляется в бутыломоечных машинах (БММ). Широкое распространение получили цепные отмочно-шприцевальные бутыломоечные машины. На рис. 34 изображена бутыломоечная машина АММ-6.
Рис. 34. Бутыломоечная машина АММ-6: 1, 2, 3, 4 - шприцевальные устройства; 5 - цепной конвейер; 6 - корпус; 7 - сетчатый барабан; 8, 13 - теплообменники; 9, 14 - щелочные ванны; 10 - барабан; 11, 12 - ванны для приёма моющих жидкостей; 15 - планка; 16 - валики; 17, 20 - пластинчатый транспортёр; 18 - орошающая труба; 19 - криволинейные направляющие; 21 - механизм разгрузки; 22 - трубы
В корпусе из листовой стали 6 перемещается бесконечный цепной конвейер 5, на котором закреплены кассеты для бутылок. В нижней части корпуса имеются две щелочные ванны 14 и 9. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3, 4 и ванны 11, 12 для приема моющих жидкостей после шприцевания. Щелочные растворы нагреваются змеевиками 8 и 13. Для улавливания этикеток в нижней части установлен сетчатый барабан 7. Механизм загрузки выполнен в виде вращающихся валиков 16, которые перемещают грязные бутылки с конвейера 17 к криволинейным направляющим 19. По направляющим планкой 15 бутылки задвигаются в кассеты конвейера. Чистые бутылки из кассеты выгружаются на наклонные желоба механизма разгрузки 21, откуда попадают на транспортер 20. Температурный режим в БММ ступенчатый с постепенным нарастанием и последующим понижением температуры моющих растворов во избежание термического боя. Допускается максимальный перепад температуры 45 º С при нагревании и 30-35 º С при охлаждении бутылок. Для снижения термического боя в зимнее время бутылки перед использованием выдерживаются на складе. В БММ предусмотрено также предварительное орошение входящих в машину бутылок теплой водой. Для мойки используют чаще всего каустическую соду, обладающую хорошими моющими и бактерицидными свойствами. Концентрация щелочи 1, 5-2, 0 %. Моющий эффект щелочи усиливается с увеличением концентрации, температуры и длительности воздействия. В зимнее время для снижения стеклобоя увеличивают концентрацию моющего раствора, понижая его температуру, а в летнее с целью экономии щелочи снижают ее расход увеличением температуры. На столе-накопителе бутылки орошаются водой температурой 25-30 º С, стекающей из ванн 12 в оросительную трубу 18. Перед входом в первую щелочную ванну они обливаются из труб 22 слабощелочной водой (40-45 º С), стекающей из верхней ванны 11. Эта вода и вода, идущая на предварительное орошение, сливается в канализацию. Далее бутылки поступают в первую ванну, где отмачиваются в щелочном растворе температурой 60-65 º С. После ванны на барабане 10 бутылки обрабатываются из форсунок щелочным раствором (60-65 º С) для удаления этикеток. Во второй ванне температура щелочного раствора 75-80 º С. На верхнем горизонтальном участке бутылки подвергаются многократному шприцеванию изнутри и обливанию снаружи горячим щелочным раствором (60-65 º С), а затем горячей, теплой и холодной водой температурой 40-45 º С, 25-30 º С, 15-18 º С. Для розлива пива в бутылку применяют изобарические разливочные машины ротационного типа. Перед наливом в бутылке создается давление, равное давлению над пивом в кольцевом пивопроводе, с помощью СО2 или сжатого воздуха. Дозирование пива осуществляется по уровню. Главными элементами разливочного автомата являются крановые наполнители. Корпус крана присоединяется к днищу пивопровода. В корпусе имеются три канала: один служит для подвода в бутылку СО2 или сжатого воздуха из газового кольцевого канала напорного резервуара; второй канал - для наполнения бутылки пивом; третий канал предназначен для отвода газа из бутылки. В конической пробке крана имеется несколько отверстий, которые могут сообщаться в определенном положении пробки с тем или иным каналом. Существуют четыре рабочих положения пробки. В первом положении открыт лишь канал для подачи в бутылку газа; во втором - канал для налива пива и канал для отвода газа из бутылки; третье положение соответствует первому; в четвертом положении все каналы в нижней части соединяются между собой и оставшееся в них пиво стекает в бутылку. Наполненные пивом бутылки поступают на укупорку металлической кронен-пробкой в укупорочный автомат. На каждую бутылку опускается укупорочный патрон, в котором находится одна кронен-пробка. Пробка прижимается к горлышку бутылки, а затем кулачки патрона обжимают гофрированную юбочку пробки по венчику горлышка бутылки. Далее на бутылку с помощью автомата наклеивается этикетка. Этот процесс состоит из следующих операций: вывода этикетки из магазина; передачи ее на этикетопереносчик; нанесения штемпеля на этикетку; нанесения клея на этикетку; передачи этикетки на бутылку; разглаживания этикетки на бутылке. Для инспекции готовой продукции применяют инспекционные машины различной конструкции. Широко используют конвейерные полуавтоматы АБ2-И производительностью 6000 бутылок в час. Бутылка поступает с помощью звездочки в носитель, расположенный на цепи. Цепь, перемещаясь, опрокидывает носитель, и бутылка просматривается, проходя перед освещенным экраном горлышком вниз. Бракованная продукция удаляется вручную. На современных заводах применяют фотоэлектрические инспекционные устройства, действие которых основано на использовании фотоэлементов, реагирующих на изменение лучепропускания жидкости. В таких автоматах брак удаляется из общего потока бутылок с помощью бракующего механизма.
Розлив пива в ПЭТ-бутылки В настоящее время на многих заводах пиво разливают в бутылки из полиэтилентерефталата (ПЭТ). Достоинства таких бутылок: отсутствие боя и незначительная масса. Недостатки: невозможность обработки при высоких температурах и газопроницаемость. Разлитое в ПЭТ-бутылку пиво пастеризуют в пластинчатых пастеризаторах, при этом велика возможность повторного инфицирования продукта. Пиво в ПЭТ-бутылке во время хранения теряет СО2 и окисляется проникшим в тару кислородом воздуха, поэтому быстро теряет свою коллоидную и вкусовую стабильность. Для розлива пива в ПЭТ-бутылки применяют полуавтоматические и автоматические линии, которые включают следующие машины: выдувную, ополаскивающую, фасовочно-укупорочную, этикетировочную, упаковочную. ПЭТ-бутылки изготавливают с помощью выдувных машин из преформ - небольших толстостенных литых сосудов различной формы и размера с мундштуком под винтовой колпачок. Выпускают машины различных конструкций, однако принцип действия у них одинаковый: сначала преформа разогревается, затем поступает в раздвижную выдувную форму и выдувается сначала при давлении 10-20 бар, а затем при более высоком - до 40 бар. При этом формируются контуры бутылки. Поле выдержки и сброса внутреннего давления форма открывается и бутылка передается на пневмотранспортер. Небольшая масса (не более 80 г) и неустойчивость исключают возможность транспортировки пустых ПЭТ-бутылок пластинчатым конвейером. Их транспортируют пневмотранспортом, при этом бутылки захватываются за кольцо на горлышке и в подвешенном состоянии перемещаются в специальном воздушном канале под действием центробежных вентиляторов. Мойка бутылок осуществляется на ополаскивающих машинах и сводится к внутреннему ополаскиванию их холодной водой. Наполнение ПЭТ-бутылок происходит в изобарических условиях по объему. Необходимый объем отмеряется в мерной камере, и в процессе наполнения напиток стекает по стенке бутылки. ПЭТ-бутылки прижимаются к наливному устройству не подъемным цилиндром, а через свое несущее кольцо. Укупоривают ПЭТ-бутылки пластмассовыми винтовыми колпачками из полипропилена с уплотняющими вкладышами из ПВХ. Этикетируются ПЭТ-бутылки так же, как и стеклянные. Готовая продукция поступает на упаковочный автомат, где из нее формируются на плоских картонных поддонах «блоки-шестерки», которые упаковывают в термоусадочную пленку.
Розлив пива в банки
Розлив пива в банки приобретает все большую популярность. По сравнению с другими видами тары банки имеют следующие преимущества: они не бьются; имеют небольшую массу; их легко утилизировать; пиво в банках хорошо пастеризуется; банки свето- и газонепроницаемы и поэтому пиво хорошо сохраняет свои свойства при хранении. Банки изготавливают из жести или алюминия, а крышки к банкам - почти всегда из алюминия. Для производства банок используется жестяной лист толщиной 0, 27 мм или алюминиевый толщиной 0, 30 мм. Внутренняя поверхность банок покрыта химически инертным лаком. Снаружи банки покрываются белым грунтовым лаком, на который наносится рисунок. Выпускают банки различной вместимости: 200, 275, 330, 440, 500 см3. Самыми распространенными являются банки объемом 330 см3. Масса такой банки из жести около 27 г, а из алюминия - 12 г. Банки рядами (15-23) штабелируются на поддонах. Каждый ряд располагается на картонной прокладке. Поддоны с банками укрепляются стальной рамой и покрываются пленкой. Поступившие на завод поддоны с банками с помощью электропогрузчика транспортируются к распаковывающему устройству, которое поднимает поддон и сталкивает ряд за рядом банки с картонных прокладок на питающий стол. С накопителя банки транспортируются с помощью конвейера на маркирующее устройство, где на донышко наносится дата розлива. Далее тара подается на ополаскивание, проходя по пути движения через лазерный детектор, отбраковывающий дефектные банки. В ополаскивающем устройстве банки обрабатываются холодной водой и подаются в разливочный автомат. Наполнение банок осуществляется в изобарических условиях по уровню или по объему с помощью наполнительных патронов, плотно прилегающих к банке. Сначала в банку подается СО2. После выравнивания давления в банке и в распределительном резервуаре открывается продуктовый клапан, и пиво из кольцевого дозатора спокойно стекает по стенкам банки в виде пленки. В закаточной машине на наполненную банку накладывается крышка, и она с помощью прижимной тарелки поднимается и прижимается к укупорочной головке. Закаточными роликами внешняя сторона крышки загибается вниз и плотно обкатывается вокруг фальца банки. Далее банки поступают в туннельный пастеризатор. Температура пастеризации во избежание вспучивания крышек не должна превышать 65 º С. Выходящие из пастеризатора банки проходят через детектор, затем поступают на машину для взвешивания; неполные банки удаляются, а стандартная продукция подается на упаковку в картонные коробки.
Розлив пива в кеги Практически везде традиционный розлив пива в бочки вытеснен более современным способом - розливом в кеги. Кеги - цилиндрические металлические емкости, которые находятся под давлением и которые заполняются и опорожняются через фиттинги. На верхнем днище кега имеется муфта, в которую ввинчивается специальная арматура - фиттинг, состоящая из корпуса фиттинга с резьбой и вертикальной трубкой, достающей до дна кега. В корпусе фиттинга имеется клапан для управления потоками напитка и газа. Кеги изготавливаются из нержавеющей стали вместимостью 20, 30, 50 дм3. Для мойки и наполнения кегов на современных предприятиях применяют автоматические установки. Одной из таких является установка «Трансомат 3/1» производительностью 60 кег/час. Она относится к установкам продольно-проходного типа (рис. 35). Установка оборудована тремя моющими головками (а) и одной наполняющей (б), двумя резервуарами для моющих растворов (д). Кеги поступают и отводятся с помощью транспортеров (к). По установке от станции к станции кеги перемещаются шагающим балочным конвейером с пневматическим приводом (г). При мойке и наполнении кеги прижимаются к головкам (а, б) с помощью прижимных устройств (в). Кеги транспортируются к станции 1 роликовыми или шарнирно-пластинчатыми конвейерами. Далее они захватываются улавливающим приспособлением за фиттинг и втягиваются на станцию 1. Кег при помощи шагающей балки перемещается на первую станцию обработки 2, а на станцию ожидания 1 затягивается следующий кег. С помощью прижимного устройства кег прижимается к моющей головке. Обработка кегов осуществляется в пульсирующем режиме тремя моющими головками, к которым подводится та или иная моющая и стерилизующая среда.

Рис. 35. Устройство для розлива пива в кеги: а - моющая головка; б - наполняющая головка; в - прижимное устройство; г - шагающий балочный конвейер; д - резервуар для моющих растворов; к - транспортёр
Мойка и заполнение кегов проводятся по режиму, представленному в таблице 9. Таблица 9
Режим работы установки
Под простоем понимают в зависимости от станции дополнительные операции: транспортировку, опускание и подъем прижима, соединение, проверку герметичности и др. При мойке прижимное устройство прижимает кег к моющей головке. Толкатель головки поднимается вверх и открывает фиттинг кега. Моющий раствор по полому толкателю поступает в стержень кега, стекает по его стенкам и по кольцевому каналу фиттинга выходит из кега в моющую головку, откуда удаляется через сливную трубу. При наполнении кега толкатель наполняющей головки открывает фиттинг и кег шпунтуется СО2, который поступает в него через полый стержень. Далее по кольцевому каналу головки розлива пиво попадает в кольцевой канал фиттинга, заполняет кег, вытесняя из него СО2 через стержень. Диоксид углерода из стержня выходит в полый толкатель, оттуда - в отводную трубу. На крупных заводах эксплуатируются карусельные линии по обработке кегов производительностью до 1000 кег/час. В состав линии входит следующее оборудование: установки для сборки и разборки штабелей кегов; кантователи, переворачивающие кеги на 180º; автоматы по удалению и нанесению защитных фиттинговых колпачков; детекторные устройства; устройство для внешней мойки кегов; весы; декантер для удаления с помощью горячей воды остатков пива и обледенений; карусель внутренней мойки, где кеги обрабатываются водой, щелочью, паром; карусель наполнения; этикетировочный автомат.
Контрольные вопросы и задания 1. С какой целью проводится карбонизация пива? 2. В чем сущность изобарического принципа розлива? 3. Приведите основные требования к бутылкам для розлива пива. 4. Какое оборудование входит в состав автоматизированных линий розлива пива в бутылки? 5. Опишите устройство и приведите режим работы БММ. 6. Опишите работу разливочной, укупорочной, этикетировочной машин. 7. Охарактеризуйте основные принципы работы автоматов по выемке бутылок из ящиков и укладке бутылок в ящики. 8. Как формируются пакеты из ящиков? 9. Опишите основные операции при розлве пива в ПЭТ-бутылки. 10. Приведите последовательность и дайте краткую характеристику основных этапов розлива пива в банки. 11. Опишите устройство и работу установки «Трансомат 3/1». 12. Как моется и наполняется кег?
Тема 11. ГОТОВОЕ ПИВО 11.1. Сорта пива 11.2. Химический состав и свойства пива Сорта пива В процессе развития пивоварения создавались различные сорта пива, отличающиеся содержанием спирта и экстрактивных веществ, цветом, кислотностью, интенсивностью горечи и аромата хмеля. Ассортимент этого популярного напитка постоянно расширяется. Все сорта пива подразделяются на три типа: светлые, полутемные, темные. По способу обработки пиво бывает пастеризованное и непастеризованное. Светлые сорта отличаются светло-желтым цветом и выраженным хмелевым вкусом и ароматом, а темные и полутемные - солодовым вкусом и темной окраской. На практике сортовые особенности создаются следующими факторами: типом используемого солода и видом несоложеного сырья; количественным соотношением отдельных зернопродуктов в засыпи; расходом зернопродуктов и хмеля на единицу продукции; технологическими режимами приготовления сусла, сбраживания и дображивания. Светлые сорта готовят из светлого солода с использованием несоложеного сырья: ячменя, риса, кукурузы, сахара. При производстве темных и полутемных сортов применяют светлый и темный солод, а также красящие солода (карамельный, жженый, меланоидиновый). Выпускают светлые сорта пива с экстрактивностью начального сусла 8, 9, 10…23 %; полутемные 11…23 %; темные 11…23 %. Согласно действующему стандарту, пиво должно иметь показатели, представленные в таблице 10. Таблица 10
Характеристика пива по ГОСТ РФ 51174-98
Массовая доля двуокиси углерода во всех типах пива должна быть не менее 0, 33 %. Высота пены должна быть не менее 30 мм, а ее стойкость - не менее двух минут. Стойкость непастеризованного пива должна быть не менее 8 суток, а пастеризованного или обеспложенного путем фильтрации - не менее 30 суток. К наиболее распространенным относятся следующие сорта пива: «Жигулевское», «Рижское», «Московское», «Ленинградское», «Украинское», «Мартовское», «Портер». Пиво «Жигулевское» - светлое пиво с экстрактивностью начального сусла 11 %. Характеризуется мягким хмелевым вкусом и хорошим жаждоутоляющим действием. Готовится из светлого солода с использованием ячменя (до 50 %). Режим затирания: настойный, одно- и двухотварочный, с кипячением густой части затора. Хмель вносится в количестве, обеспечивающем горечь сусла 0, 68-0, 85 г/дал. Главное брожение по классической схеме длится 7 суток до достижения видимой степени сбраживания 59, 1-63, 6, а дображивание - 21 сутки. Пиво «Московское» - светлое пиво с экстрактивностью начального сусла 13 %. Отличается сильновыраженным ароматом и вкусом хмеля. Готовится из 80 % светлого солода и 20 % риса одно- или двухотварочным способом затирания. Хмель вносят до достижения горечи сусла 1, 2-1, 5 г/дал. Главное брожение ведут 8 суток до достижения видимой степени сбраживания 63, 8-66, 9. Дображивают «Московское» пиво 42 дня. Пиво «Украинское» относится к темным сортам. Экстрактивность начального сусла составляет 13 %. Характерная вкусовая особенность: сладковатый вкус и аромат темного солода. Готовят заторы из 50 % светлого, 40 % темного и 10 % карамельного солодов одно- или двухотварочным способом. Горечь сусла 0, 57-0, 71 г/дал; видимая степень сбраживания 56, 9-61, 5; продолжительность дображивания 30 суток. «Портер» - темное пиво с экстрактивностью начального сусла 20 %. Характеризуется отчетливым вкусом и ароматом темного солода с винным привкусом. Готовится из темного солода (82 %), светлого солода (6 %) и карамельного солода (12 %) одноотварочным способом затирания. Горечь сусла 1, 49-1, 86 г/дал. Сусло сбраживают 10 суток до достижения видимой степени сбраживания 56, 0-58, 5, дображивают пиво 70 суток.
|
Последнее изменение этой страницы: 2017-05-11; Просмотров: 2986; Нарушение авторского права страницы