|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема 12. СТОЙКОСТЬ ПИВА И СПОСОБЫ ЕЕ ПОВЫШЕНИЯ
12.1. Понятие стойкости пива 12.2. Биологическое помутнение и способы повышения биологической стойкости пива 12.3. Коллоидное помутнение и способы повышения коллоидной стойкости пива Понятие стойкости пива Одним из важнейших потребительских свойств пива является его прозрачность. При хранении пиво мутнеет в результате развития в нем микроорганизмов или нарушения стабильности его коллоидных систем. Стойкость пива - это способность его противостоять помутнению. Под стойкостью понимают время в сутках, в течение которого пиво остается прозрачным при температуре 20 º С. Помутнения бывают биологическими и коллоидными. Первые вызваны развитием в пиве микроорганизмов, вторые - протеканием физико-химических превращений компонентов пива. Коллоидные помутнения бывают белковые, клейстерные, оксалатные, смоляные. Помутнение пива сопровождается ухудшением его вкуса и пенистых свойств. Умеренное снижение прозрачности и вкуса относится к недостаткам пива. Если пиво вследствие сильного помутнения становится непригодным к употреблению, то такое состояние причисляют к категории болезней пива.
Биологическое помутнение и способы повышения Биологической стойкости пива Биологическое помутнение Биологическое помутнение может образоваться от развития в пиве бактерий, дрожжей и плесневых грибов. Бактериальная микрофлора представлена грам-положительными бактериями Lactobacillus, Pediococcus; грам-отрицательными уксуснокислыми бактериями Acetomonas и Acetobacter; и бактериями группы кишечной палочки Klebsiella и Escherichia. Более 80 % инфицирующей бактериальной микрофлоры приходится на молочнокислые бактерии. Дрожжевая микрофлора представлена культурными и дикими дрожжами. К диким дрожжам относятся все дрожжи, отличающиеся от основной производственной культуры. При развитии в пиве молочнокислых бактерий сначала образуется тонкая муть в виде шелковистой вуали, в дальнейшем мутность напитка снижается и образуется белый осадок бактерий. Вкус и аромат пива резко меняется: оно приобретает диацетильный маслянистый запах и вкус с оттенками фруктового запаха. При инфицировании пива уксуснокислыми бактериями оно быстро закисает и мутнеет, появляется неприятный, резкий уксусный запах. Некоторые штаммы этих бактерий образуют декстран, который придает пиву тягучесть. Помутнение, вызванное культурными дрожжами, появляется в пиве быстро в виде обильного зернистого осадка - дрожжевых «горошин». Пиво, отделенное от осадка, практически не изменяет своих свойств. Дикие дрожжи образуют тонкое помутнение, которое оседает очень медленно с образованием легкого хлопьевидного осадка. Вызванное дикими дрожжами помутнение может вообще не оседать. Пиво приобретает сернистый, фенольный запах.
Способы повышения биологической стойкости пива Основным фактором, определяющим биологическую стойкость пива, является санитарно-гигиеническое состояние производства. На санитарно-ги-гиеническое состояние предприятия в первую очередь влияет правильно организованная мойка и дезинфекция оборудования и коммуникаций с использованием высокоэффективных моющих и дезинфицирующих средств. Повысить биологическую стойкость позволяет также исключение на всех этапах производства застоя полупродуктов и пива в емкостях и трубопроводах, высокая степень сбраживания пива и ограничение доступа к нему кислорода воздуха. Важную роль в деле обеспечения высокой биологической стойкости пива играет строгий микробиологический контроль производства. К специальным способам повышения биологической стойкости пива относится пастеризация, обеспложивающая фильтрация, электро-физические методы обработки пива и использование консервантов. Пастеризация пива Для предотвращения развития в пиве микроорганизмов его подогревают до высокой температуры (63-74 º С) и выдерживают некоторое время - пастеризуют. При пастеризации погибают вегетативные формы микроорганизмов. Отдельные микроорганизмы отличаются термоустойчивостью. Культурные дрожжи отмирают за 5 минут при температуре 54 º С, дикие - за 5 минут при 56 º С, молочнокислые бактерии - за 10 минут при 58 º С, педикокки - за 10 минут при 56 º С, а споры дрожжей погибают при выдержке в течение 15 минут при температуре 64 º С. Чем выше температура, тем меньше требуется времени для уничтожения микроорганизмов. Эффект уничтожения микроорганизмов при пастеризации оценивают в условных пастеризационных единицах - ПЕ. Под пастеризационной единицей понимают биологический эффект от тепловой обработки пива при температуре 60 º С в течение 1 минуты. Интенсивность пастеризации в ПЕ рассчитывается по формуле:
ПЕ = τ · 1, 393t-60, (10)
где τ - продолжительность пастеризации, мин.; t - температура пастеризации, º С. Для получения биологически стойкого пива достаточно 12-25 ПЕ. Однако необходимая величина ПЕ зависит от степени инфицирования пива и достигает обычно 30 и более ПЕ. Задаваясь требуемой величиной ПЕ и температурой пастеризации, по формуле можно рассчитать необходимое время выдержки. При нагревании меняются свойства пива. В результате реакции меланоидинообразования оно темнеет, появляется хлебный вкус и запах. Пастеризованное пиво склонно к коллоидному помутнению, так как высокие температуры нарушают устойчивость коллоидной системы пива и способствуют коагуляции белков. Поэтому пастеризации подвергают пиво, приготовленное по специальной технологии: используют только хорошо растворенный солод с экстрактивностью не ниже 78 %; вода должна отвечать требованиям пивоварения; затирание проводят отварочными способами, не используя низкоэкстрактивные промывные воды; при кипячении сусла с хмелем применяют высококачественный хмель и белковые осадители; глубоко сбраживают сусло на стадии главного брожения; применяют длительное дображивание; используют адсорбенты белка и полифенольных веществ на стадии дображивания и фильтрования; в готовое пиво вносят антиоксиданты. Для пастеризации пива применяют туннельные и пластинчатые пастеризаторы. В туннельных пастеризаторах обрабатывают пиво, разлитое в бутылки и банки, поэтому полностью отпадает вероятность развития в нем микрофлоры при хранении. Однако процесс теплообмена в таких пастеризаторах менее эффективен, чем в пластинчатых, и они требуют больших производственных площадей. Пастеризатор состоит из длинного металлического корпуса, внутри которого непрерывно движется цепной пластинчатый конвейер. В нижней части пастеризатора находятся нагревательные водяные резервуары, в каждом из которых вода нагревается до определенной температуры посредством парового змеевика. В верхней части расположены резервуары с сетчатым дном, вода из которых выливается на бутылки в виде душа. Пастеризатор снабжен насосами для подачи воды из нагревательных ванн в оросительную систему. Перемещаясь внутри пастеризатора, бутылки проходят зону нагревания, зону пастеризации и зоны охлаждения, где орошаются водой с определенной температурой. В первой зоне 10 минут бутылки обрабатываются водой температурой 45 º С. Во второй зоне бутылки орошаются водой температурой 65 º С 30 минут (10 минут - подогрев; 20 минут - пастеризация). В последующих трех зонах 20 минут идет охлаждение бутылок посредством обработки их водой температурой 45, 35, 25 º С. Температурный режим для пастеризатора с семью зонами представлен в таблице 11.
Таблица 11
Режим работы туннельного пастеризатора
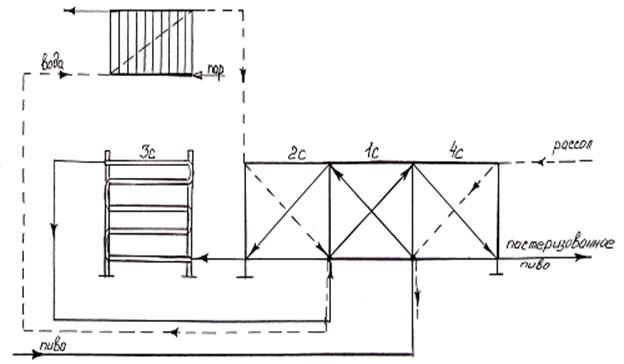
Пастеризацию не разлитого пива проводят в пластинчатых пастеризаторах, по конструкции идентичных пластин частым теплообменникам (рис. 36). В первой секции пастеризатора холодное пиво температурой 1-2 º С нагревается пастеризованным пивом до 50 º С, которое при этом охлаждается до 20 º С. Затем в секции 2 пиво подогревается горячей водой до температуры пастеризации - 68-72 º С и поступает в зону 3, выполненную в виде трубчатого участка. Пиво протекает по зоне пастеризации 30-60 сек. Время нахождения в выдерживателе зависит от температуры пива и регулируется скоростью прохождения пива через пастеризатор. Зона выдержки может быть также частью теплообменника. В секции 4 пиво охлаждается рассолом (гликолем) с 20 º С до 3-5 º С.
Рис. 36. Пластинчатый пастеризатор
На современных установках охлаждение пива производится не хладагентом, а поступающим в пастеризатор холодным пивом. Для этого увеличивают поверхность теплообмена первой секции. Весь процесс пастеризации длится около двух минут и не оказывает влияния на качество пива. Благодаря перекрещиванию потоков пива, можно возвращать до 96 % затрачиваемой энергии. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 4087; Нарушение авторского права страницы