|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Энергетические характеристики процесса обжима
Рассмотрим влияние геометрических размеров и материала заготовки, а также параметров магнитно-импульсной установки на энергетические параметры процесса обжима трубчатой заготовки с использованием одновиткового, четырехвиткового цилиндрического индукторов и индуктора-концентратора. Для исключения влияния степени деформации заготовки на величину энергии, затрачиваемую на её формоизменение, численный эксперимент проводился таким образом, чтобы при любом сочетании факторов деформация заготовки была постоянной. Моделировался процесс обжима тонкостенных трубчатых заготовок из алюминиевого сплава АМГ2М и стали 20. Используя результаты предварительных экспериментов в качестве входных факторов, были выбраны: диаметр заготовки – D; толщина заготовки – S; собственная частота установки – f. В качестве функции отклика использовались: энергия разряда магнитно-импульсной установки – W. Задача сводится к построению вторичной математической модели зависимости энергии от перечисленных выше факторов. Предварительный анализ показал, что зависимости энергии от собственной частоты установки, диаметра и толщины заготовки имеют нелинейный характер, поэтому для их описания использовали полиномиальную модель четвертого порядка (3.1):
где y1 – значение выходного параметра (функции отклика); b0, bi, bii, bij – коэффициенты регрессии; xi, xj – кодированные значения входных параметров. Для первых двух факторов натуральные и кодированные значения определяются по следующим зависимостям:
где X1 – натуральное значение фактора; X10 – натуральное значение основного уровня:
где X1max - максимальное натуральное значение фактора; X1min- минимальное натуральное значение фактора;
В табл. 3.2 приведены уровни двух факторов, соответствующих реальным значениям диаметров и толщин заготовок. Для третьего фактора кодированные значения фактора определяются по следующим зависимостям:
Таблица 3.2 Уровни факторов и интервалы их варьирования
В табл. 3.3 приведены уровни фактора, соответствующие реальным значениям собственных частот установок.
Таблица 3.3 Уровни факторов по значениям собственной частоты установки
В качестве плана эксперимента для получения зависимости параметра от трех основных факторов был использован трёхфакторный план [4], матрица которого приведена в табл. 3.4.
Таблица 3.4 Матрица планирования эксперимента
Необходимые расчеты по определению коэффициентов регрессии были выполнены по программе R_3_16.exe, разработанной на кафедре МПФ ТулГУ. Дисперсия воспроизводимости (опыта) принималась 5%-ным отклонением по взятым наугад строчкам плана. После обработки результатов были получены уравнения регрессии. Значимость коэффициентов в полученной математической модели проверялась по t-критерию Стьюдента при уровне значимости 5% [4]. С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающие зависимости энергии разряда магнитно-импульсной установки от диаметра и толщины заготовки и собственной частоты установки при степени деформации заготовки 17%, примут вид: - энергия разряда необходимая для обжима стальной заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратром:
- энергия разряда, необходимая для обжима алюминиевой заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратром:
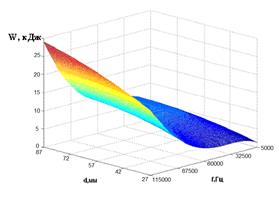
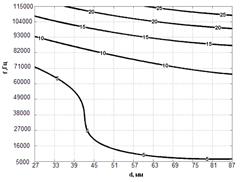
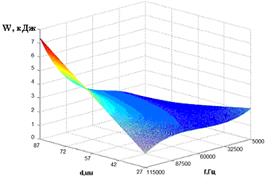
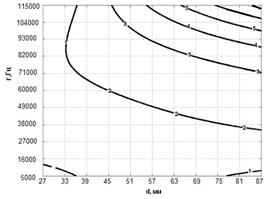
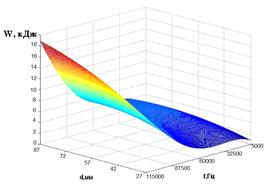
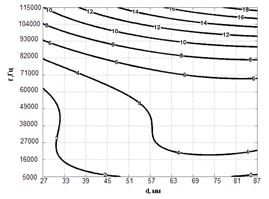
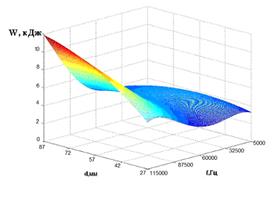
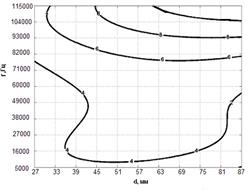
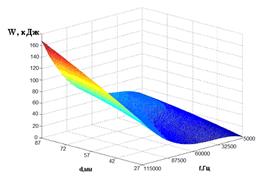
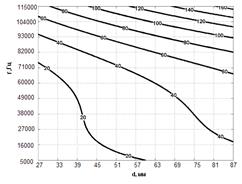
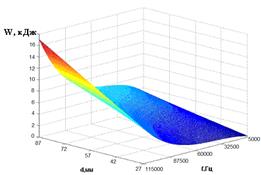
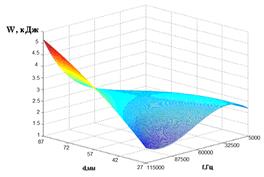
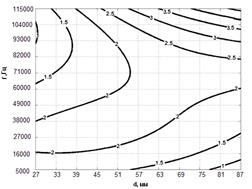
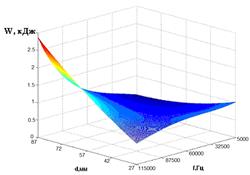
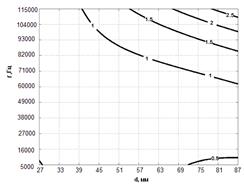
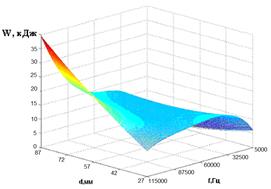
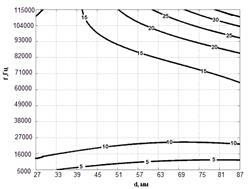
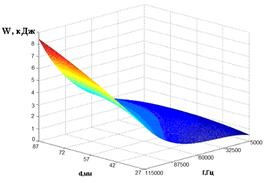
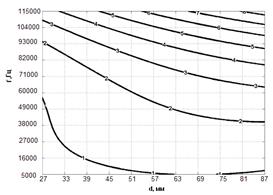
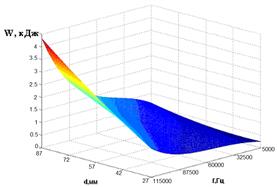
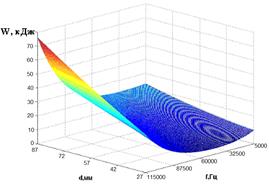
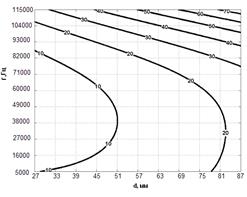
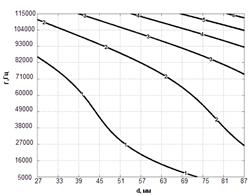
На графиках показаны поверхности отклика и их сечения, отражающие зависимость энергии разряда от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис. 3.15 - 3.17) и алюминиевой (рис. 3.18 - 3.20) заготовок. Анализ графиков (рис.3.15 - 3.17) показал, что во всём диапазоне изменения факторов наиболее эффективно процесс обжима реализуется при использовании индуктора-концентратора. Причем энергоемкость процесса при обжиме стальной заготовки четырехвитковым цилиндрическим индуктором возрастает в 1, 3 – 1, 5раза, а при использовании одновиткового индуктора в 2 - 3раза, по сравнению с индуктором-концентратором. Для всех типов индукторов энергоёмкость процесса увеличивается с ростом частоты разряда, диаметра и толщины заготовки. С ростом толщины заготовки энергоёмкость процесса во всем диапазоне изменения факторов увеличивается практически по линейному закону для всех типов индукторов. Влияние собственной частоты установки на процесс обжима наиболее сильно проявляется при больших значениях диаметров заготовки. При этом с изменением частоты от 5 до 115 кГц энергоемкость процесса для одновиткового увеличивается в 11 раз, для цилиндрического в 9, 5 раз, а для индуктора-концентратора в 9 раз.
а
б
в Рис.3.15. Зависимость энергии разряда W от собственной частоты установки и от диаметра стальной заготовки толщиной 0, 6 мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
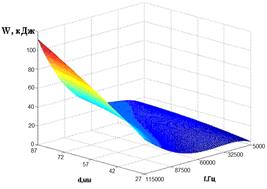
в Рис.3.16. Зависимость энергии разряда W от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
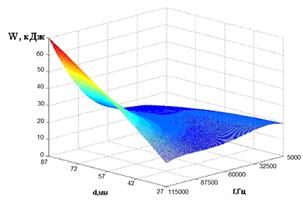
в Рис.3.17. Зависимость энергии разряда W от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
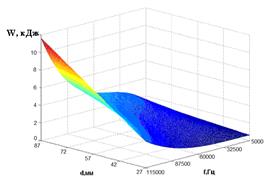
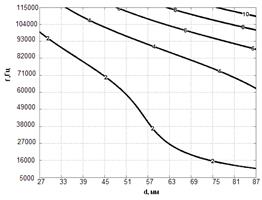
в Рис.3.18. Зависимость энергии W от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0, 6мм при обжиме индуктором: а -одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.3.19. Зависимость энергии W от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.3.20. Зависимость энергии W от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 8мм при обжиме индуктором: а -одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
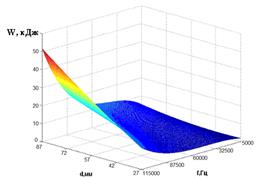
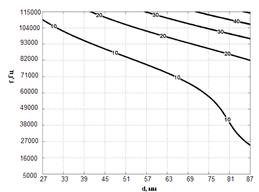
Влияние диаметра заготовки наиболее сильно проявляется для всех типов индукторов в диапазоне высоких частот собственной частоты установки. При обжиме алюминиевой заготовки самым эффективным индуктором является также индуктор-концентратор. При использовании четырехвиткового цилиндрического индуктора энергоемкость процесса возрастает в 1, 8 – 2 раза, для одновиткового она увеличивается в 10 раз, по сравнению с индуктором-концентратором во всем диапазоне изменения факторов. Аналогично, как и для стальной заготовки, для всех типов индукторов энергоёмкость процесса увеличивается с ростом частоты разряда, диаметра и толщины заготовки. С ростом толщины заготовки энергоёмкость процесса во всем диапазоне изменения факторов увеличивается практически по линейному закону для всех типов индукторов. Влияние собственной частоты установки на процесс обжима наиболее сильно проявляется при больших значениях диаметров заготовки. При этом с изменением частоты от 5 до 115 кГц энергоемкость процесса для одновиткового увеличивается в 10 раз, для цилиндрического в 9 раз, а для индуктора-концентратора в 8, 5 раза. Оценивая полученные результаты можно констатировать, что при обжиме стальной заготовки энергозатраты возрастают в 2 - 2, 5 раза по сравнению с обжимом алюминиевой заготовки.
Выводы по разделу
1. Показано, что наиболее эффективным индуктором для обжима является индуктор-концентратор, использование которого при одной и той же энергии заряда позволяет увеличить в 3- 4раза деформацию заготовки по сравнению с одновитковым и четырехвитковым цилиндрическим индуктором. 2. Разработана методика проектирования геометрии спирали индуктора–концентратора. Показано, что геометрия спирали существенно зависит от диаметра заготовки. 3. Показано, что энергоемкость процесса при обжиме стальной заготовки четырехвитковым цилиндрическим индуктором возрастает в 1, 3 – 1, 5раза, а при использовании одновиткового индуктора в 2 - 3раза, по сравнению с индуктором-концентратором. При обжиме алюминиевой заготовки четырехвитковым цилиндрическим индуктором энергоемкость процесса возрастает в 1, 8 – 2 раза, одновитковым она увеличивается в 12 – 15 раз, по сравнению с индуктором-концентратором. 4. Влияние собственной частоты установки на процесс обжима как стальной, так и алюминиевой заготовки наиболее сильно проявляется при больших значениях диаметров заготовки. При этом с изменением частоты от 5 до 115 кГц энергоемкость процесса для одновиткового индуктора увеличивается в 10 - 11 раз, для цилиндрического в 9 - 9, 5 раз, а для индуктора-концентратора в 8, 5 - 9 раз. 5. Установлено, что при обжиме стальной заготовки энергозатраты возрастают в 2 - 2, 5раза по сравнению с алюминиевой заготовкой. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-03; Просмотров: 159; Нарушение авторского права страницы

 1– интервал варьирования натуральных значений.
1– интервал варьирования натуральных значений.
 .
.