|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
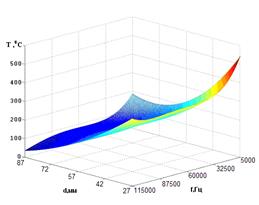
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающие зависимости температуры, в момент окончания разряда магнитно-импульсной установки от диаметра и толщины заготовки и собственной частоты установки, примут вид: - температура Т, возникающая в процессе обжима стальной заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
- температура Т, возникающая в процессе обжима алюминиевой заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
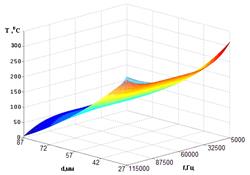
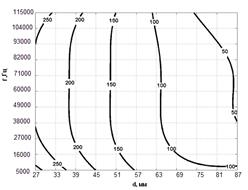
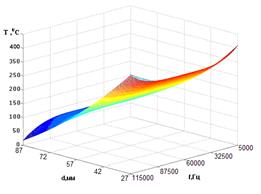
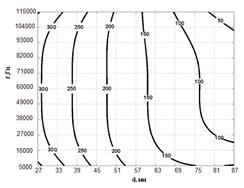
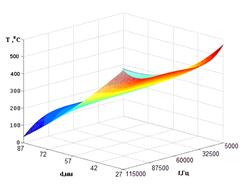
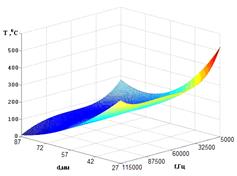
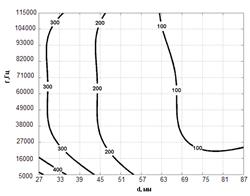
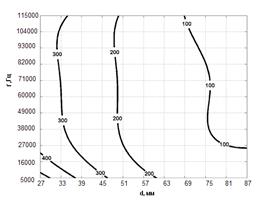
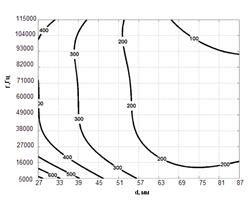
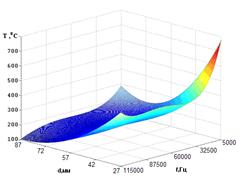
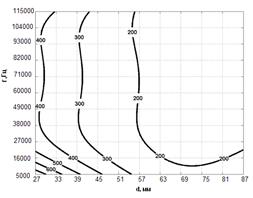
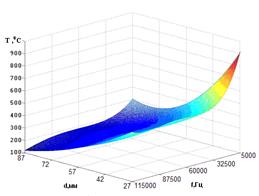
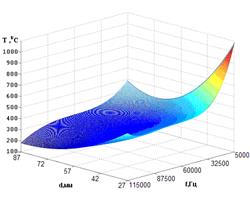
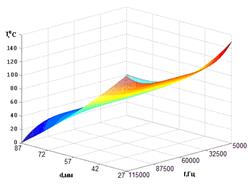
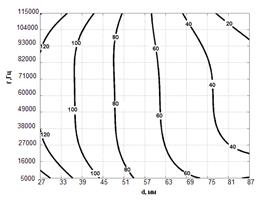
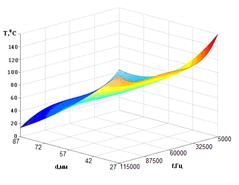
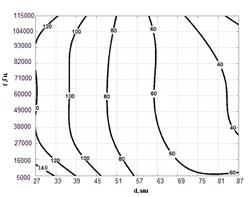
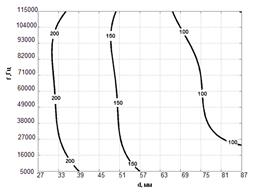
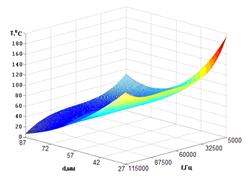
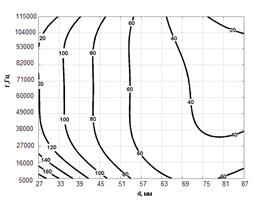
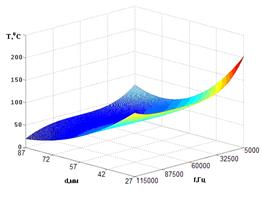
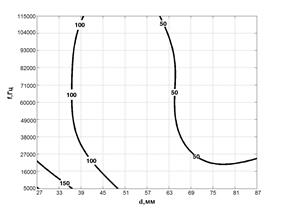
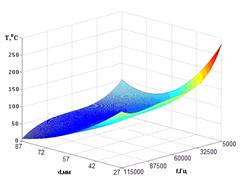
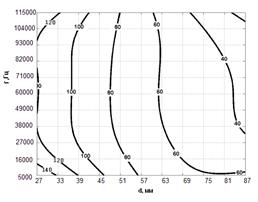
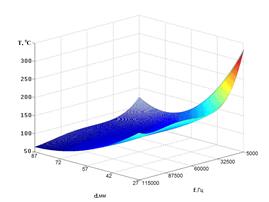
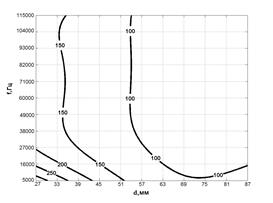
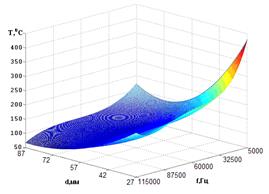
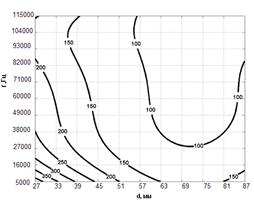
На графиках показаны поверхности и их сечения, отражающие зависимость температур в момент окончания разряда магнитно-импульсной установки Т от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис. 4.13 - 4.15) и алюминиевой заготовок (рис. 4.16 - 4.18). Анализ полученных результатов показал, что наибольшие значения температур в момент окончания разряда магнитно-импульсной установки при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникают при использовании индуктора-концентратора. При этом значения температур при обжиме стальной заготовки в 3раза больше, чем при обжиме алюминиевой.
а
б
в Рис.4.13. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 0, 6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
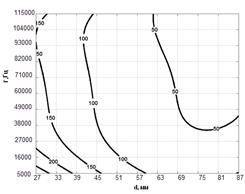
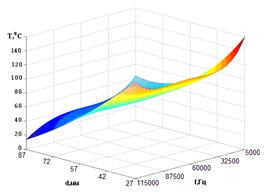
в Рис.4.14. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.15. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.16. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0, 6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.17. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.18. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
Наиболее сильное влияние собственной частоты установки и диаметра заготовки на температуру индуктора при обжиме стальной заготовки с толщиной 1, 2 мм - 1, 8 мм в диапазоне частот от 49 до 5 кГц и диаметров от 30 мм до 45 мм. При чем это влияние наиболее сильно проявляется с увеличением толщины обрабатываемой заготовки. А при обжиме заготовки толщиной 0, 6 мм влияние на температуру оказывает только диаметр. С увеличением которого значения температуры уменьшаются. Влияние формы спирали индуктора на температуру наблюдается при обжиме стальной заготовки толщиной 1, 2 и 1, 8мм. Так для индуктора-концентратора температура в 1, 5 - 1, 8 раза выше, чем температура спирали в одновитковом и четырехвитковом цилиндрическом индукторе. С увеличением толщины обрабатываемой заготовки температура увеличивается по линейному закону. Влияние диаметра на конечную температуру спирали индуктора при обжиме стальной заготовки толщиной 1, 2 - 1, 8мм аналогично влиянию его на температуру в момент максимального значения импульсного тока. Аналогичная картина наблюдается при обжиме алюминиевой заготовки, но при значительно меньших значениях температур.
Выводы по разделу
1. Установлено, что наименьшее значение пондеромоторных сил при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникает при использовании индуктора-концентратора. Так при обжиме стальной и алюминиевой заготовки максимальная радиальная пондеромоторная сила на четырехвитковом цилиндрическом индукторе на 15 - 20% и на одновитковом индукторе на 60 - 70% выше, по сравнению с четырехвитковым индуктором-концентратором. 2. Наибольшие значения температур, как при обжиме стальной, так и алюминиевой заготовки имеют место в индукторе-концентраторе. Так для индуктора-концентратора температура в 1, 5 - 1, 8 раза выше, чем температура спирали в одновитковом и четырехвитковом цилиндрическом индукторе. 3. При обжиме алюминиевой заготовки температуры, возникающие в спирали индуктора от 2 до 5 раз ниже, чем при обжиме стальной заготовки не зависимо от формы спирали индуктора. 4. С уменьшением диаметра и увеличением толщины обрабатываемой заготовки температуры, возникающие в спирали индуктора увеличиваются независимо от её формы. |
Последнее изменение этой страницы: 2019-10-03; Просмотров: 154; Нарушение авторского права страницы