|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Силовые характеристики процесса обжима
Представляет интерес установить максимальную величину пондеромоторных сил, возникающих при деформировании заготовки до постоянной степени деформации, в зависимости от геометрических размеров и материала заготовки, а также параметров магнитно-импульсной установки. Максимальное значение пондеромотрных сил будет соответствовать моменту максимума тока протекающего в индукторе и очевидно, что эта величина будет определять значение максимальных напряжений возникающих в спирали индуктора и тем самым определять его стойкость. Численные эксперименты проводились при тех же значениях уровней факторов и интервалов их варьирования согласно (табл. 3.2 - 3.3) и той же матрицы планирования эксперимента приведенной в табл. 3.4. С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающих зависимости максимальной пондеромоторной силы от диаметра и толщины заготовки и собственной частоты установки имеют вид: - максимальная пондеромоторная сила, возникающая при обжиме стальной заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратром
- максимальная пондеромоторная сила возникающая при обжиме алюминиевой заготовки: а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратром
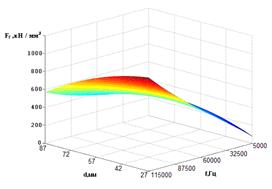
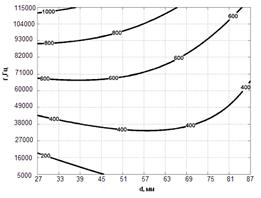
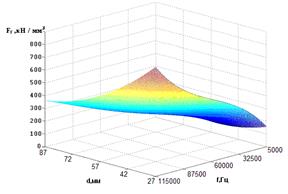
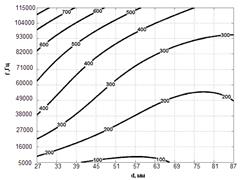
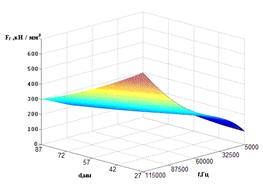
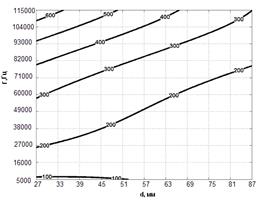
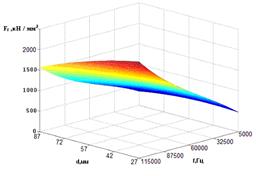
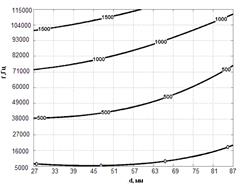
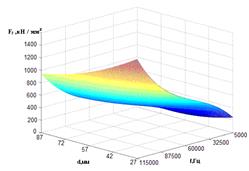
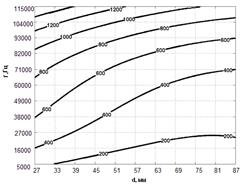
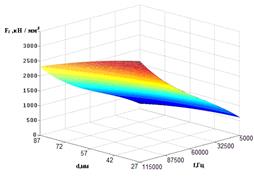
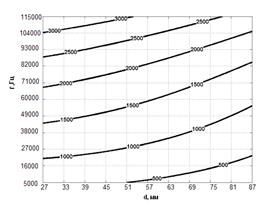
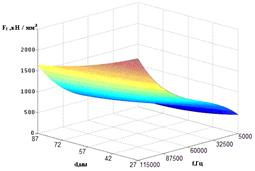
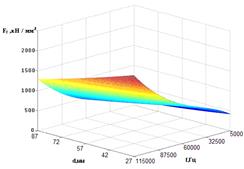
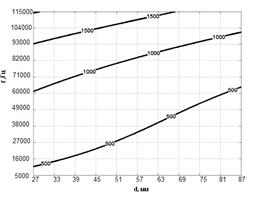
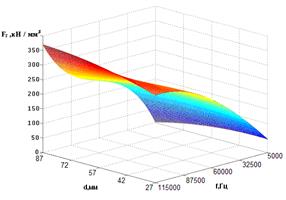
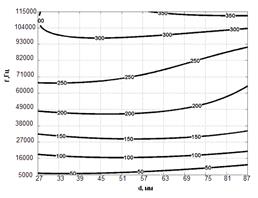
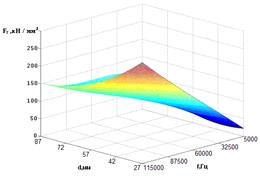
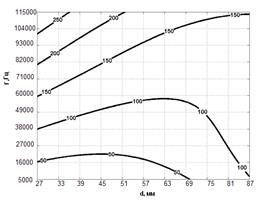
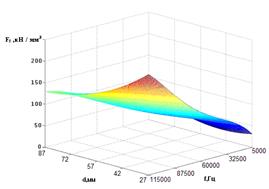
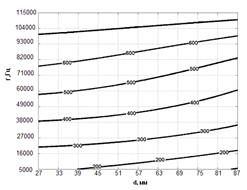
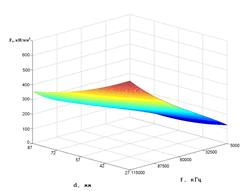
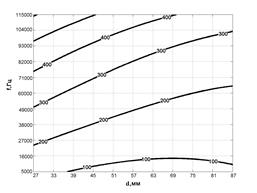
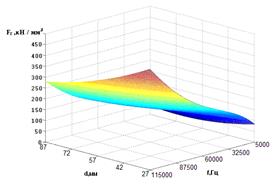
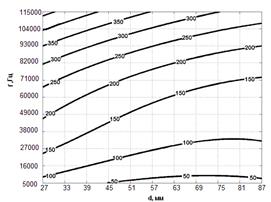
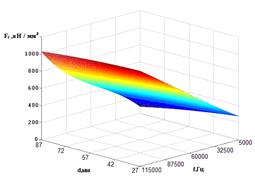
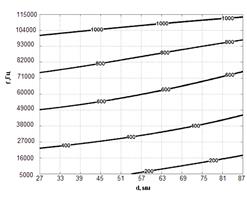
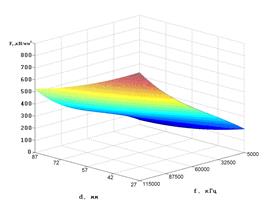
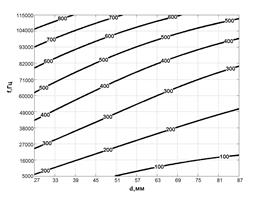
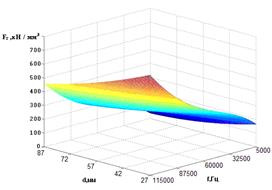
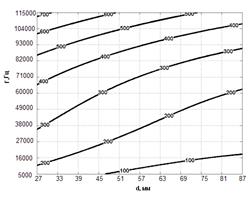
На графиках показаны поверхности отклика и их сечения, отражающие зависимость максимальной пондеромоторной силы от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис. 4.1 - 4.3) и алюминиевой (рис. 4.4 - 4.6) заготовок.
а
Б
в Рис.4.1. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 0, 6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
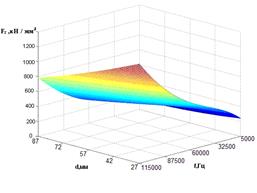
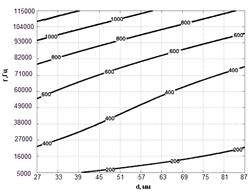
а
б
в Рис.4.2. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.3. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 1, 8мм при обжиме индуктором: а - одновитковым; б –четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.4. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0, 6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.5. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
а
б
в Рис.4.6. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1, 8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
Анализ полученных результатов показал, что наименьшее значение максимальных пондеромоторных сил при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникает при использовании индуктора-концентратора. Так при обжиме стальной и алюминиевой заготовки максимальная радиальная пондеромоторная сила на четырехвитковом цилиндрическом индукторе на 15 - 20% и на одновитковом индукторе на 60 - 70% выше, по сравнению с индуктором-концентратором. На максимальную величину максимальной пондеромоторной силы, возникающую при обжиме как стальной, так и алюминиевой заготовки для всех типов индукторов наибольшее влияние оказывает собственная частота установки. С её ростом максимальная пондеромоторная сила возрастает. В диапазоне от 5 до 115 кГц при обжиме одновитковым индуктором максимальная пондеромоторная сила возрастает в 9 раз, четырехвитковым цилиндрическим индуктором радиальная пондеромоторная сила возрастает в 8раз, а индуктором-концентратором в 7 раз. При обжиме стальной заготовки для всех типов индукторов с ростом диаметра значение максимальной пондеромоторной силы уменьшается. А при обжиме алюминиевой заготовки влияние диаметра на значение максимальной пондеромоторной силы существенно зависит от типа индуктора. Для одновиткового индуктора увеличение диаметра не оказывает влияние на максимальную пондеромоторную силу, а для четырехвиткового цилиндрического индуктора и индуктора-концентратора с ростом диаметра значение максимальной пондеромоторной силы уменьшается. И это явление наиболее сильно проявляется для толщин заготовки 1, 2 мм и 1, 8 мм. С ростом толщины обжимаемой заготовки значения максимальной пондеромоторной силы возрастают по линейному закону, как для стальной, так и для алюминиевой заготовки.
|
Последнее изменение этой страницы: 2019-10-03; Просмотров: 168; Нарушение авторского права страницы