|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка технологического процесса сборки изделия «трубка-фланец»
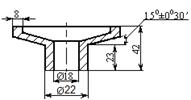
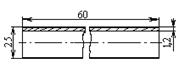
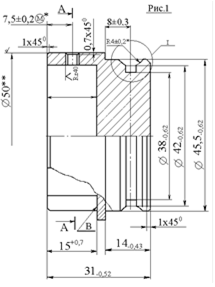
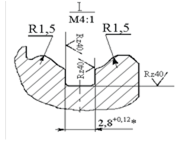
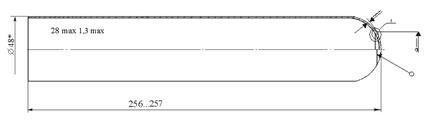
Изделие «Трубка-фланец» представляет собой сборочное соединение двух деталей: втулки (рис. 5.9), выполненной из алюминиевого сплава Д16Т и трубы из алюминиевого сплава АМГ2М наружным диаметром 25 мм, толщиной стенки 1, 2 мм и длиной 60 мм (рис. 5.10).
Рис.5.9. Втулка
Рис.5.10. Труба
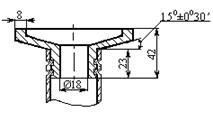
Традиционные методы сборки таких изделий сваркой, пайкой, свинчиванием по резьбовым поверхностям, закатка роликом и обжим на прессах очень трудоемки. Применение импульсного магнитного поля в сборочных операциях позволяет при небольших конструктивных изменениях мест сопряжения деталей и узлов, не влияющих на их функционирование значительно снизить трудоемкость изготовления. Кроме того, в отличие от прессовых операций применение импульсного магнитного поля позволяет обеспечить максимальную соосность сопрягаемых изделий. Поэтому, для сборки данного изделия была выбрана операция магнитно-импульсной штамповки по схеме «обжим». При этом, для получения качественного соединения на втулке протачиваются две цилиндрические канавки шириной 2 мм и глубиной 1 мм, после чего производился обжим трубы в эти канавки (рис. 5.11).
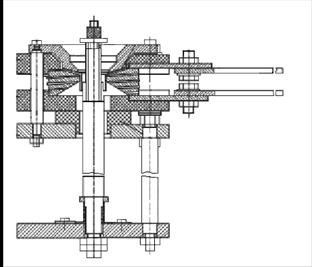
Рис.5.11. Схема сборочного узла Общий вид технологической наладки для сборки указанного изделия приведен на рис 5.12. При этом в качестве инструмента использовался индуктор-концентратор, выполненный из стали 65Г.
Рис. 5.12. Технологическая наладка для сборки изделия «Трубка-фланец»
Процесс был реализован в магнитно-импульсной установке энергоемкостью 60 кДж и собственной частотой разряда 55 кГц, при напряжении разряда кондентраторной батарей 11 кВ (расчетное значение напряжения разряда составило 10, 6 кВ) Готовые изделия представлены на рис. 5.13.
Рис. 5.13. Готовые изделия Разработка технологического процесса сборки изделия «баллон»
Изделие «Баллон» (рис. 5.14) должно быть герметичным и выдерживать давление, равное 3 МПа. Для этого необходимо обеспечить герметичность соединения втулки (рис. 5.15) и корпуса (рис. 5.16). Для обеспечения герметичности на корпусе втулки выполнялась канавка, в которую закладывалась резиновая прокладка (рис. 5.17).
Рис. 5.14. Изделие «Баллон»: 1- втулка; 2- корпус
Рис. 5.15. Втулка
Рис.5.16. Корпус
Рис.5.17. Прокладка
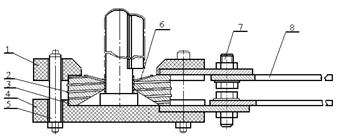
Сборка осуществляется обжимом корпуса в канавку, выполненную на втулке и при этом резиновая прокладка, деформируясь обеспечивает герметичность сборочного соединения. Для реализации технологического процесса была изготовлена опытная оснастка, включающая в себя индуктор для обжима (рис. 5.18). Сборка осуществлялась на магнитно-импульсной установке МИУ Т - 2М. Энергоемкость 24 кДж, собственной частотой разряда 16 кГц. Технологический процесс реализовался устойчиво при напряжении разряда 3, 5 кВ, что соответствовало энергоемкости разряда 14 кДж, (расчетное значение энергоемкости составило 13, 4 кДж)
Рис. 5.18. Технологическая наладка 1 – плита; 2 – прокладка; 3 – индуктор; 4 – плита; 5 – стержень; 6 – втулка; 8 – вывод
Технологические процессы изготовления «трубка-фланец» и «баллон» внедрены в опытные производства ОАО «ТНИТИ».
Выводы по разделу
1. Разработана математическая модель функционирования системы «установка-индуктор-заготовка» в составе многоблочной магнитно-импульсной установки при неодновременном разряде конденсаторных батарей. 2. Обоснован выбор временного интервала для включения очередного блока конденсаторных батарей при неодновременном разряде многоблочной магнитно-импульсной установки. Показано, что для достижения наилучшего результата необходимо производить очередное подключение конденсаторных батарей в момент времени, когда ускорение заготовки достигает максимального значения. 3. Установлено, что эффективность обжима при неодновременном разряде конденсаторных батарей увеличивается, с уменьшением собственной частоты установки и с увеличением диаметра обрабатываемой заготовки, что может привести к увеличению степени деформации от 30 до 50% в зависимости от типа индуктора. 4. Показано, что технически реально реализовать неодновременное включение конденсаторных батарей при обжиме заготовок одновитковым индуктором возможно в диапазоне собственных частот установок до 28 кГц, при обжиме заготовок четырехвитковым цилиндрическим индуктором и индуктором концентратором этот диапазон возможно расширить до 70кГц. 5. Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ». |
Последнее изменение этой страницы: 2019-10-03; Просмотров: 153; Нарушение авторского права страницы