
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Схема производства крестьянского масла на линии А1-ОЛО. Комплектность линии.Стр 1 из 15Следующая ⇒
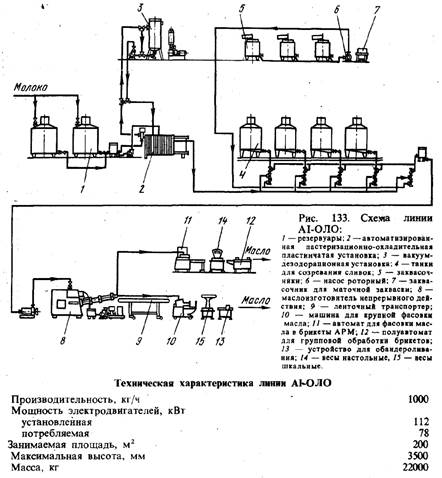
Билет Схема производства крестьянского масла на линии А1-ОЛО. Комплектность линии. Маслоизготовитель непрерывного действия. Конструкция, монтаж, эксплуатация и ремонт. Комплектность линии: · Емкость для сырых сливок Р4-ОТМ – 2шт · Центробежный насос · Пластинчатая теплообменная установка А1-ОЛО-2 · Вакуум-дезодорационная установка ОДУ · Емкость для созревания · Винтовой насос · Маслоизготовитель А1-ОЛО-1 · Автомат для фаосвки · Полуавтомат для укладки брикетов М6-АУБ · Первичный заквасочник для соленого масла
ВАКУУМ-ДЕЗОДОРАЦИОННАЯ УСТАНОВКА ОДУ Установка ОДУ (рис. 61) предназначена для удаления кормовых и других посторонних привкусов и запахов из молока и сливок. В состав установки входят: дезодорационная камера; центробежный насос для перемещения молока и сливок из дезодорационной камеры с обратным клапаном и приводом; насос вихревой для подачи воды в эжектор; эжектор для создания вакуума в камере с обратным клапаном; бачок для циркуляционной воды; воздушный клапан и контрольно-измерительные приборы и устройства: термометр и вакуумметр.
Бачок цилиндрической формы для циркуляционной воды выполнен сварной конструкции из листовой стали. Сверху он закрывается крышкой и прижимается к корпусу зажимами карабинного типа. Он снабжен патрубками для подвода воды, слива и ее подачи, а также для перелива; термометром для определения температуры воды. Бачок для циркуляционной воды устанавливают на полу тремя регулируемыми по высоте ножками. Насосы для подачи воды и откачки продукта смонтированы вместе с электродвигателями на сварных из стального проката рамах. Сальник насоса охлаждают водой, поступающей по трубопроводу. Установка работает следующим образом. Вода под давлением поступает в эжекторный конденсатор, в результате чего из камеры отсасывается воздух, создается разрежение и удаляются пары, образующиеся в дезодорационной камере. Степень разрежения регулируют воздушным клапаном и количеством подаваемой в циркуляционный бачок воды. Одновременно в камеру поступает продукт, подвергаемый дезодорации, и вследствие вакуума происходит выделение из него кормовых и других посторонних привкусов и запахов, которые отсасываются из камеры, попадают вместе с водой в бачок и удаляются с ней в канализацию. Из камеры непрерывно откачивают дезодорированный продукт специальным насосом и направляют его на дальнейшую переработку. Установку необходимо монтировать на ближайшем расстоянии от пастеризатора с целью сокращения длины продуктовых трубопроводов, их колен и соединений. После работы установку освобождают от молока или сливок и моют безразборным способом. Расчет удельной нагрузки на основание Расчет сводится к определению площади опор. 1. Условие расчета 2. Определение веса продукта
3. Определение веса аппарата в рабочем состоянии
4. Определение площади одной опоры
5. Определение площади опор
6. Определение удельной нагрузки на основание
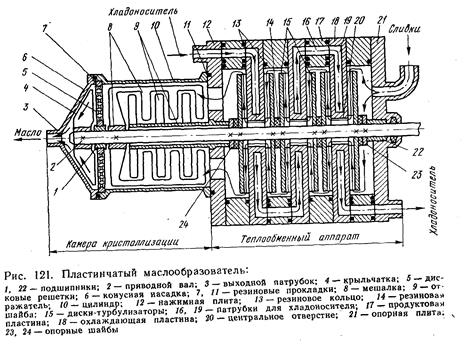
Билет Схема производства крестьянского масла на линии П8-ОЛФ. Комплектность линии. Маслообразователь РЗ-ОУА Пластинчатый маслообразователь (рис.121) состоит из теплообменного аппарата и камеры для кристаллизации жира имеханической обработки продукта. В теплообменном аппарате охлаждение достигается при минимальном механическом воздействии, а в камере для кристаллизации — наоборот. В теплообменном аппарате между опорой и нажимной плитой 12 расположены охлаждающие 18 и продуктовые 17 пластины. В охлаждающих пластинах хладоноситель движется по кольцевой полости. В пластинах имеются центральное отверстие для приводного вала и прохода продукта и два отверстия для поступления и отвода хладоносителя. В продуктовых пластинах, образующих камеры, расположены отверстия для хладоносителя и отверстие в центре.
В каждой камере размещены два диска-турбулизатора 15. В крайних продуктовых пластинах имеется только по одному диску. На дисках-турбулизаторах расположено по три радиальных ребра-ножа с косыми прорезями, высота которых 3—6 мм. Пластины уплотнены резиновыми кольцами 13. Камера для кристаллизации представляет собой цилиндр 10, закрытый конусной насадкой б с выходным патрубком 3. Внутри камеры расположены отражатель 9 (прикреплен неподвижно к плите) и лопастная мешалка на валу. Дисковая решетка установлена в месте соединения конусной насадки с цилиндром 10. В образованной таким образом полости вращается крыльчатка 4.
После теплообменного аппарата сливки через отверстие в нажимной плите поступают в камеру кристаллизации. При продавливании продукта через дисковую решетку разрушаются грубые кристаллизационные структуры, и под воздействием крыльчатки 4 продукт выходит через патрубок. В последнее время созданы аппараты для получения масла из высокожирных сливок с вакуумным охлаждением или в атмосфере азота в распыленном состоянии и последующей обработкой. Маслообразователи такого типа с вакуумным охлаждением или с охлаждением в атмосфере азота конструктивно оформляются одинаково. Отличие в первом случае из маслообразователя отсасывается воздух, а во втором – подается азот. Монтаж линии Линия П8-ОЛФ Емкость для хранения сливок представляет собой цилиндрический сосуд из листового алюминия. Габаритные размеры емкости Б400: 973х910х2990 мм, масса 145 кг. Трубчатый пастеризатор состоит из двух горизонтальных расположенных одна над другой цилиндрических секций, внутри которых размещена трубчатая теплообменная система. В каждой секции помещены 30 трубок из коррозионно-стойкой стали внутренним диаметром 25 мм, ввальцованных в трубные решетки. Секции обогреваются паром, снабжены крышками с винтовыми зажимами и покрыты термоизоляцией, поверх которой установлены защитные кожухи из тонколистовой стали. Нижняя секция имеет опорную трубчатую конструкцию. Пастеризационным процессом управляют автоматические приборы пастеризатора: регулятор давления пара РПД, термометр сопротивления ТСМ-11, дистанционный термометр ТС-100, автоматический клапан возврата недопастеризованных сливок. Пастеризатор П8-ОЛ Ф/З Пастеризатор устанавливают на чистом полу и выверяют по уровню так, чтобы оси трубок секций находились в горизонтальном положении. Уровень укладывают на поверочную линейку, помещаемую на поперечных каркасах в двух взаимно перпендикулярных направлениях. Точность установки – 1-1, 5 мм на длину пастеризатора. При испытании пастеризатора проверяют герметичность торцевых крышек секций. Дезодорационная установка ОДУ-З предназначена для удаления посторонних привкусов и запахов из сливок. Установка состоит из вакуум-дезодорационной камеры (колонки), специального насоса для откачки продукта из камеры, вакуумного насоса КВН-4 для создания разрежения в камере и отсоса соковых паров, конденсатора, коммуникационных линий и контрольно-измерительных устройств и приборов. Вакуум-дезодорационная камера представляет собой цилиндрическую емкость сварной конструкции. Внутри емкости расположен конусный разбрызгиватель, в котором находятся шарообразные инертные тела. Камера имеет два смотровых стекла и снабжена трехходовым краном для слива продукта и вакуумметром. Конденсатор представляет собой цилиндрический вертикальный сосуд, в верхней части которого установлен разбрызгиватель воды для конденсации паров. Перед монтажом установки принимают по акту фундаменты для насосов. Вакуум-дезодорационную камеру устанавливают на чистом полу и выставляют по уровню, укладываемому на верхний фланец аппарата при снятой крышке. Положение камеры регулируют отжимными винтами, вмонтированными в опоры. На аппарат устанавливают обратный клапан и конденсатор. Затем в соответствии с проектом монтируют соединительные трубопроводы. Перед испытанием установки проверяют надежность всех муфтовых, резьбовых и сальниковых уплотнений. При испытании проводят обкатку насосов (рабочее колесо должно вращаться по часовой стрелке, если смотреть со стороны электродвигателя) и проверяют герметичность аппаратов и трубопроводов. Сепаратор Г9-ОСК Сепаратор устанавливают на фундаменте на резиновых амортизаторах, которые надевают на анкерные болты под металлической плитой агрегата.
Барабан сепаратора собирают в такой последовательности: в кольцевую канавку основания 2 (рис. 16.2) вкладывают резиновое угглотнительное кольцо 1 и устанавливают тарелкодержатель 13 так, чтобы в его отверстие попал установочньий штифт 17. Затем устанавливают пакет промежугочньтх тарелок 3, разделительную тарелку 7 со вставкой, куда ввинчивают регулировочный винт 11. После этого устанавливают кожух 12 в таком положении, чтобы он фиксировался штифтом 16. Вслед за этим надевают шайбу б для направления струи молока и навинчивают на хвостовик основания зажимную гайку 8. Гайку сначала завинчивают вручную, затем закрепляют барабан в сборочном зажимном приспособлении (входящем в комплекс поставки) и гайку 8 затягивают до совпадения отметок на кольце и хвостовике основания барабана.
Маслообразователь РЗ-ОУА состоит из станины с электроприводом, узла охладителя, узла обработника и системы трубопроводов. Вал охладителя приводится во вращение от электродвигателя через клиноременную передачу и редуктор, а вал маслообработника — от того же электродвигателя через двухступенчатую клиноременную передачу. Маслообработник представляет собой цилиндр, внутри которого неподвижно закреплен отражатель с текстурационной решеткой, на валу закреплена трехлопастная мешалка. Охладитель представляет собой сжатый пакет пластин в комплекте с ножами, надетыми на приводной вал редуктора. Хладоносителем служит рассол или ледяная вода. Маслообразователь и стол для фасования устанавливают на чистом полу без крепления. Положение их регулируют по уровню и отвесу с помощью регулируемых опор, которые затем фиксируют контргайками. При сборке маслообразователя пластины устанавливают согласно их порядковой нумерации (начало нумерации от опорной плиты). После сборки маслообразователя с помощью рукоятки привод прокручивают вручную. При вращении не должно быть заеданий и посторонних шумов. Рассольную и продуктовую системы испытывают на плотность водой. Билет Монтаж Эксплуатация маслообразователя. Подготовка к работе. После монтажа маслообразователя перед его первым пуском открывают крышки и из цилиндров вынимают вытеснительные барабаны. С поверхности цилиндров вытеснительных барабанов, крышек, деталей выпускного крана, переходных патрубков и других частей удаляют консервацию и все части тщательно моют, вытирают и просушивают. Осматривают механизм и смазывают его. Перед работой собирают маслообразователь. При сборке не следует переставлять вытеснительные барабаны из одного цилиндра в другой. Присоединяя тройники, переходные патрубки, колена и входной патрубок, нужно следить, чтобы в штуцера были вложены уплотнительные резиновые кольца, а соединительные гайки были завернуты до отказа. Привод закрывают ограждением и расправляют провода, выходящие из термометров сопротивления. После сборки маслообразователь следует промыть. Для этого открывают кран для выхода воздуха в верхнем цилиндре и закрывают кран для выхода масла, включают насос для подачи промывной воды, но не включают барабаны. Как только вода начнет поступать из крана для выхода воздуха, его закрывают и открывают выпускной кран. Для циркуляционной мойки воду из крана по трубе или шлангу направляют в ванну для высокожирных сливок. Во вновь смонтированном маслообразователе циркуляционную мойку следует проводить в течение 10-15 мин. Для проверки герметичности сальников и мест соединения с прокладками включают на 20-30 с барабаны и регулятором создают давление до 1, 5-2 ат. Если обнаружена течь, сальники в задних стенках цилиндра подтягивают. Медленное просачивание горячей воды через сальники допустимо, так как высокожирные сливки имеют значительно большую вязкость, чем вода, и для них плотность сальников будет достаточной. При большом просачивании воды следует сменить набивку сальника. Слишком туго поджимать сальники не следует, так как барабаны должны легко проворачиваться вручную. При работе барабанов необходимо проследить, не задевают ли они за крышку или заднюю стенку цилиндра. После промывки прекращают подачу воды, открывают крышки, вынимают барабаны и удаляют остатки воды, затем вновь собирают и подготовляют маслообразователь к работе. Работа. В начале работы, за 3-5 мин до подачи в маслообразователь высокожирных сливок, открывают вентили и подают в рубашки цилиндров холодную воду и рассол. Открывают кран для выпуска воздуха в крышке верхнего цилиндра. При этом кран для выхода масла должен быть закрыт и электродвигатель не включен. Далее включают насос, подающий нормализованные высокожирные сливки в маслообразователь, и как только они появятся из воздушного краника, его закрывают и включают электродвигатель привода. Одновременно немного открывают кран на выходе масла и наблюдают за температурой масла. С помощью вентилей водо- и рассолопроводов сообщают маслу температуру 15-16˚ с и при установившемся процессе его расфасовывают. За время установления рабочего режима из маслообразователя вытекает до 30 кг нестандартного продукта, который собирается в ушаты и направляется в ванны для нормализации, где его перемешивают с горячими высокожирными сливками. В случае кратковременного прекращения подачи высокожирных сливок в маслообразователь необходимо выключить рассол и воду, не останавливая электродвигатель привода, а при продолжительном перерыве выключают и электродвигатель. При этом из теплообменных рубашек удаляют остатки воды и рассола. При затвердевании масла в цилиндрах маслообразователя во время вынужденной остановки цилиндры надо обогреть горячей водой или паром низких параметров. В этом случае вынимают термометры из оправ, отключают холодную воду и рассол, а затем производят обогрев цилиндров. Далее вручную осторожно провертывают цилиндр с ножами за приводные ремни и прекращают обогрев цилиндров, включают привод, подачу хладагентов и устанавливают нормальный режим работы маслообразователя. При работе маслообразователя необходимо систематически следить за натяжением цепи его привода, так как цепи постепенно вытягиваются. Натяжение цепи осуществляется специальными натяжными роликами, прикрепленными на кронштейнах к задним стенкам цилиндров. Для натяжения цепи несколько отвинчивают гайки, закрывающие кронштейн с роликами, и поворачивают их на угол до требуемого натяжения цепи. После этого гайки завертывают до отказа. Разборка и мойка маслообразователя. После промывки маслообразователь разбирают. Все его детали и внутреннюю поверхность цилиндров тщательно промывают горячей водой, вытирают и сушат. Особой осторожности требуют термобаллоны термометров сопротивления. Все окрашенные детали вытирают сухой мягкой тряпкой. До следующего цикла работы детали маслообразователя хранят в разобранном виде в сухом помещении. При длительном перерыве в работе внутренние поверхности цилиндров, наружные поверхности барабанов и ножей, а также других частей следует смазать техническим вазелином. /27 Билет Фризер Б6-ОФШ Конструкция
Фризер (рис. 85) состоит из станины З с приводом, цилиндра 8 с мешалкой, двух шестеренных насосов 19, бачка для смеси мороженого 10, выпускного устройства 7 с краном, аккумулятора аммиака 1 с.запорным краном 6, трубопроводов 2, 18 жидкого и газообразного аммиака с фильтром 4, с поплавковым регулятором 15, регулятором давления испарения 16, регулятором давления инжекции аммиака, предохранительным клапаном и запорными вентилями. Основной рабочей частью фризера, является цилиндр с мешалкой в нем происходит взбивание замораживание мороженого. Цилиндр снабжен рубашкой с двумя полостями, ценными между двумя внешними и рабочим цилиндрами и концевыми фланцами. В ру6ашку поступает жидкий аммиак, который вскипает (испаряется) и охлаждает цилиндр. Внутренняя и внешняя полости рубашки соединены окнами. Наружный цилиндр рубашки покрыт теплоизоляцией и защищен кожухом из тонколистовой нержавеющей стали. Внутренний рабочий цилиндр изготовлен из низкоуглеродистой стали беспористым двухслойным хромированием внутренней поверхности. Цилиндр закрыт крышкой, в которой расположены подшипник вала мешалки и выпускное устройство. Внутри цилиндра помещена мешалка с набивающим устройством и ножами, вращающимися в одну сторону. Вращающийся вал мешалки в месте его входа в цилиндр в задней крышке снабжен специальным уплотнением, предохраняющим от просачивания смеси через зазоры. Мешалка соединена с валом привода при помощи предохранительной шпильки, рассчитанной передачу определенных усилий. При чрезмерном замораживании смеси и возрастании усилий шпилька срезается, мешалка останавливается и исключается ее поломка. Бак 10 для смеси мороженого изготовлен из нержавеющей стали и снабжен поплавковым регулятором поддерживающим постоянный уровень смеси. Бак и рабочий цилиндр установлены на чугунной литой станине. Внутри передней части станины размещены основная аммиачная аппаратура с аккумулятором, электродвигатель, вариатор скоростей шестеренных насосов с механизмом управления 5, 17, сзади станины —картер и цепные передачи привода 9 мешалки и ведущего вала вариатора 12. С боков станина закрыта дверцами, обеспечивающими свободный доступ к этим узлам аппарата. С наружной стороны передней части станины размещен пульт упрвления, в котором находятся приборы пуска электродвигателя сигнализации. Шестеренные насосы 19 служат для подачи воздуха в цилиндр; они укреплены на двух кронштейнах станины сзади цилиндра. Привод насосов осуществляется от электродвигателя 14 через цепную передачу на вал вариатора 12 и через вариатор 13 и вторую цепную передачу на вал 11 насоса II ступени и от вала насоса II ступени через цепную передачу на вал насоса I ступени. Вариатор колодочно-ременный; он состоит из ведущего и ведомых валов с парой конусных дисков на каждом. Для изменениячисла оборотов ведомого вала на ведущем валу изменяют расстояние между дисками и тем самым диаметр расположения ремня между дисками, а это приводит к изменению передаточного числа. Диски ведомого вала самоустанавливаются по ремню при помощи пружины, сила нажима которой регулируется гайкой. Вариатор позволяет плавно изменять число оборотов насосов. Управляют вариатором с помощью специального устройства маховичка, вынесенного на переднюю часть фризера. Аммиачная схема охлаждения фризера схематично показана на рис 8 Она обеспечивает подачу аммиака в цилиндр и регулирование процесса охлаждения. Аммиачная система работает следующим образом: аммиак по трубе 2 при открытом запорном вентиле 3 и угловом вентиле 6 через фильтр 4 и поплавковый регулятор 7 заливается в аккумулятор 23 до определенного уровня. При работе этот уровень поддерживается автоматически регулирующим поплавковым вентилем 7. Уровень жидкого находится от дна на высоте около 140 мм. Впуск аммиака регулируется иглой вентиля, приводимой в движение поплавком 24 через рычажную систему 9. Поплавок расположен в специальной трубе и связан с одним концом другой конец рычага шарнирно закреплен на оси и соединен с иглой регулятора. Сила прижатия иглы определяется сжатием пружины 8. При увеличении уровня аммиака поплавок поднимает рычаг опускает иглу в клапан и закрывает поступление аммиака. Поддержание уровня аммиака в аккумуляторе обеспечивает равномерную подачу его в рубашку цилиндра. После заливки аммиака до определенного уровня открывают угловой вентиль 11, и дальнейшее поступление аммиака в аккумулятор происходит по трубе 25. только через инжектор 5. Струя аммиака, выходя из сопла инжектора с большой скоростью, увлекает за собой аммиак, находящийся в аккумуляторе, и через вертикальную трубу 10 подает его в охлаждающую рубашку. На этом пути на вертикальной трубе 13 расположен запорный кран 14, позволяющий перекрывать поступление аммиака в рубашку, при этом ‘кран не закрывает выхода газообразного аммиака из внутренней полости 17 рубашки в аккумулятор газообразного аммиака, отсасываемого компрессором. Для спуска жидкости из аккумулятора служит краник 1. На линии инжекции установлен регулятор давления 12, который при перепаде давления в линии жидкого аммиака в пределах (8—10) 10 н/м2 (8—10 кгс/см2) поддерживает на инжекторе постоянное давление (3—3, 5) 1О н/м2 (3—3, 5 кгс/см2), контролируемое аммиачным манометром 22. Давление в системе подачи аммиака в регуляторе воспринимается мембраной, связанной с одной стороны с нажимной пружиной, с другой - через палец и рычаг 8 с иглой клапана. При возрастании давления мембрана поднимается, игла перемещается и прикрывает проходное сечение клапана для аммиака, поддерживая постоянное давление на выходе. Из клапана аммиак проходит через фильтр и выходит из регулятор в трубопровод 25.а жидкий аммиак, попадая во внутреннюю полость 17 рубашки, вскипает, переходит в газообразное состояние и через окно 16 поступает во внешнюю полость 15 рубашки, откуда через окно 27 направляется в аккумулятор 23. Из аккумулятора газообразный аммиак отсасывается компрессором через газовый фильтр 18 и регулятор давления 19 по трубопроводу 21. Регулятор давления кипения позволяет регулировать и автоматически поддерживать давление испарения аммиака в рубашке фризера. В газовом фильтре очищается аммиак от осадка, который может засорить рабочий механизм клапана. Регулятор снабжен мембраной, связанной с клапаном по одну сторону и нажимной пружиной по другую сторону. Изменяя силу давления пружины на клапан посредством винта, изменяют давление клапана на седло, а вместе с этим и давление газообразного аммиака в системе. При вывинчивании винта давление испарения аммиака и температура в рубашке понижается, при завинчивании повышается. Давление испарения контролируется манометром 26. На линии газообразного аммиака установлен предохранительный клапан 20, который предотвращает увеличение давления в рубашке выше допустимой величины. Клапан отрегулирован на давление 16 1О н/м2 (16 кгс/см2) и запломбирован.
Принцип работы фризера заключается в следующем. Приготовленная по рецепту смесь для мороженого температурой 6°С подается насосом или самотеком в приемный бак 1 (рис. 87). Поплавковый клапан 2 поддерживает Постоянный уровень в предотвращает его переполнение. При увеличении уровня клапан прикрывает подачу смеси. Из бака смесь подается шестеренным насосом 5 1 ступени и подается по трубопроводу 6 в насос II ступени 7. Насос II ступени вращает большей скоростью и имеет большую производительность чем 1 ступени, вследствие этого в линии между насосами создается вакуум и насос II ступени через воздушный клапан З захватывает воздух, насыщает им смесь и подает по трубопроводу в рабочий цилиндр 13 под давлением. Смесь в цилиндре охлаждается, соприкасаясь с холодной стенкой цилиндра 13, и интенсивно перемешивается вращающейся Давление смеси в цилиндре контролируется манометром установленным на линии между насосом II ступени и фризером. Клапан противодавления 15 автоматически поддерживает установленное давление на выходе из цилиндра. На линии между нассосм I и II ступени установлен мановакуумметр 4 показывающий, насыщения смеси воздухом. Степень насыщения смеси мороженого воздухом регулируется изменением натяжения пружины воздушного клапана или изменением давления смеси мороженого. При увеличении натяжения пружины воздушного клапана повышается сопротивление проходу воздуха и степень взбитости мороженого снижается. Повышение давления смеси внутри цилиндра клапан противодавления приводит к повышению сопротивления проходу воздуха внутри цилиндра и степень взбитости снижается. Режим фризерования в зависимости от состава смеси и вырабатываемого мороженого устанавливается давлением фризерования и давлением испарения аммиака. Давление фризерования (давление смеси) внутри цилиндра регулируют с помощью вариатора изменением числа оборотов насосов. В период пуска фризера следует работать при минимальном числе оборотов, и, когда смесь начнет застывать и сопротивление движению возрастает, постепенно увеличивают число оборотов насосов. Окончательное давление фризерования доводят до нормального с помощью клапана противодавления. Нормальное давление фризерования должно быть в пределах 2—6 кгс/см2. Давление фризерования и производительность зависят от давления испарения аммиака, количества подаваемого воздуха, состояния ножей и готовности подаваемой смеси. Уменьшение давления испарения вызывает повышение давления фризерования, и наоборот. Монтаж Фризер периодического действия для мороженого устанавливают как на специальном фундаменте, так и на полу производственного помещения. Для фундаментов делают опалубку по размерам на 50-100 мм больше, чем основание аппарата. На место отверстий ставят пробки 50 х 50 х 150 мм по шаблону расположения фундаментных болтов и заливают цементным раствором марки 90. После затвердевания цемента на место пробок ставят фундаментные болты и заливают их цементным раствором 1: 2. После установки аппарата фундамент облицовывают плиткой. Устанавливать аппарат нужно так, чтобы цилиндры были строго горизонтальны, выверку производят по уровню, прикладывая его к поверхности цилиндра, подкладками или регулированием высоты ножек. После установки аппарата чистят и моют отдельные части, производят сборку, регулировку. Проверяют натяжение ремней, цепей, установку звездочек, электродвигателей и наличие смазки в редукторах, подшипниках и картере фризера и проверяют работу привода вхолостую. Пуск и работа. Перед началом работы аппарат промывают дезинфицирующим раствором и водой. Прежде чем пустить фризер, необходимо тщательно очистить аммиачную систему от масла и воды. Масло даже в мелких дозах значительно затрудняет теплопередачу через стенку цилиндра. После выпуска масла закрывают спускной вентиль и открывают запорный. Ремонт фризера 1. Отсоединить электропитание, трубопроводы жидкого и газообразного аммиака и молочной смеси. Слить масло из картера. Снять цепи и ремни привода. Разобрать фризер на узлы: снять электромотор, ведущий и ведомый валы вариатора, насосы 1 и 2 ступени, механизм управления вариатором, натяжные приспособления для приводов мешалки насосов и вариатора цилиндр, аккумулятор, бачок для смеси и измерительные приборы. Очистить станину и калибровать отверстия. 2. Сиять с электродвигателя крыльчатку и шестерню. Изготовит для замены: крыльчатку, шпонку и уплотнительное кольцо. Комплектовать для замены шестерен. Собрать на валу электродвигателя: шестерню, крыльчатку, уплотнительное кольцо, фланец. Установить электродвигатель и закрепит на станине. 3. Разобрать ведущий вал вариатора на детали, промыть их и определить дефекты. Изготовить для замены вал и распорную трубу. Комплектовать звездочку. Заменить: ремень вариатора 2 шарикоподшипника ЗЧ30б, шарикоподшипник К2 10, уплотнительные кольца и крепеж. Собрать ведущий вал вариатора, смазать и укрепить на станине. 4. Разобрать ведомый вал вариатора на детали, промыть их и определить дефекты. Изготовить для замены: вал, пружину, гайку и трубку. Комплектовать звездочку. Заменить: 2 шарикоподшипника, уплотнительные кольца и крепеж. Собрать ведомый вал, смазать и укрепить на станине. 5. Разобрать натяжное приспособление для привода мешалки на детали, промьтть их и определить дефекты. Изготовить для замены 2 пальца и втулку. Комплектовать звездочку. Заменить крепеж. Собрать натяжное приспособление, смазать и укрепить на станине. 6. Разобрать натяжное приспособление привода насоса и вариатора на детали, промыть их и определить дефекты. Изготовить для замены 4 пальца и втулку. Комплектовать звездочку. Заменить крепеж. Собрать натяжное приспособление, смазать и укрепить на станине. 7. Разобрать механизм управления вариатора на детали, про- мыть их и определить дефекты. Изготовить для замены: 4 втулки и 2 пальца. Комплектовать 4 шестерни и втулку шестерни. Заменить крепеж. Собрать механизм управления вариатором, соединить его с вариатором и укрепить на станине. 8. Разобрать насосную станцию на узлы и детали, промыть их и определить дефекты. демонтировать звездочки, подшипники, муфты и насосы 1 и 11 ступени. 9. Разобрать насосы 1 и 2 ступени на детали; промыть, проверить комплектность и собрать. 10. демонтировать 2 подшипника, промыть их и определить дефекты. Изготовить для замены: вал, 2 втулки, 2 прокладки из картона и гайку. Заменить: уплотнительные кольца, 2 шарикоподшипника и крепеж. Собрать подшипники и смазать. 11. Разобрать 2 муфты на детали, промыть и проверить комплектность. Собрать муфты. 12. Собрать насосную станцию, установить на станину и закрепить. Подсоединить трубопроводы, воздушный клапан и манометр. 13. Разобрать цилиндр на узлы и детали: снять крышки, звездочку и вынуть мешалку. Разобрать мешалку на детали, промыть их и определить дефекты. Изготовить для замены: кольца, вал, шпильки и пальцы. Комплектовать: нож, звездочку и стержень. Заменить: пружины, подшипник скольжения, шарикоподшипники М2О8 и 50208, сальниковое уплотнение и крепеж. Собрать мешалку и цилиндр и установить на станине. Проверить легкость вращения вала в подшипниках. 14. Разобрать аммиачную систему охлаждения на узлы и детали, промыть их и определить дефекты. 15. Разобрать бачок аккумулятора с диффузором на детали, промыть их и определить дефекты. Комплектовать сопло инжектора. Заменить прокладку. Собрать диффузор с бачком аккумулятора и проверить на герметичность. 16. Разобрать фильтры жидкого и газообразного аммиака на детали. Заменить: сетки фильтров, прокладки и манжету. Комплектовать сопло и собрать фильтры. 17. Разобрать поплавковый регулирующий вентиль на детали, промыть их и определить дефекты. Изготовить для замены: ось, седло клапана, иглу, пружину и сальник. Заменить: сальниковую набивку, прокладки, фильтр и крепеж. Собрать вентиль. 18. Разобрать регулятор давления инжекции на детали, промыть их и определить дефекты. Изготовить для замены: 2 винта, 4 шайбы, пружину, палец, ось вилки, 2 втулки и иглу. Заменить: прокладки, фильтр и крепеж. Собрать регулятор. 19. Разобрать регулятор давления испарения на детали, промыть их и определить дефекты. Изготовить для замены: стержень, седло клапана, клапан, мембрану, буфер, 2 пружины, винт и прокладки. Заменить крепеж и собрать регулятор. 20. Собрать аммиачную систему из отремонтированных деталей и узлов. Испытать систему под давлением согласно действую им «Правилам техники безопасности на аммиачнЫих холодйльных установках)>. Устранить выявленные дефекты. 21. Подсоединить молочные трубопроводы к фризеру. Заземлить станину фризера; подсоединить электропитание. Испытать фризер на холостом ходу и под нагрузкой. Устранить выявленные дефекты. Билет Наладка маслоизготовителя |
Последнее изменение этой страницы: 2017-03-15; Просмотров: 1170; Нарушение авторского права страницы
 Камера устанавливается на полу тремя ножками, регулируемыми по высоте.
Камера устанавливается на полу тремя ножками, регулируемыми по высоте.





 Между верхней плоскостью фундамента и чистым полом должно быть расстояние 500 м. Емкостной аппарат ВН-600 для нормализации высокожирных сливок представляет собой цилиидрическую емкость (диаметр 1210, высота 1350 мм, масса 351 кг).
Между верхней плоскостью фундамента и чистым полом должно быть расстояние 500 м. Емкостной аппарат ВН-600 для нормализации высокожирных сливок представляет собой цилиидрическую емкость (диаметр 1210, высота 1350 мм, масса 351 кг).
