|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация термических печейСтр 1 из 23Следующая ⇒
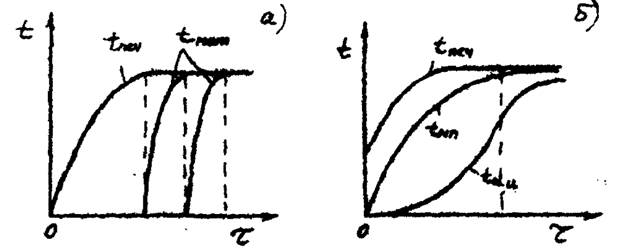
Классификация термических печей проводится по следующим основным признакам: — технологическое назначение; — способ механизации загрузки, выгрузки или перемещения садки; — тепловой режим работы печи; — источник тепловой энергии и способ передачи тепла нагреваемым изделиям; — среда нагрева. Технологическое назначение определяется теми операциями термической обработки, которые можно проводить в данной печи. Есть специализированные печи, предназначенные для выполнения только одной операции, низкого или высокого отпуска, цементации, азотирования и др. Но большая часть печей используется для различных операций термической обработки: отжига, нормализации, закалки, высокого отпуска. Поэтому технологический признак не является определяющим в классификации печей. По производственному назначению печи делятся на промышленные и лабораторные. Способ механизации загрузки, выгрузки и перемещения деталей в печи — основной классификационный признак, учитывающий как конструкцию печи и её механизацию, так и характер производства. При единичном и мелкосерийном производстве в одних и тех же печах проводится термическая обработка широкой номенклатуры как деталей, так и сталей и сплавов, для чего обычно применяют универсальные садочные печи периодического действия. Партия деталей — садка загружается в рабочую камеру печи и в течение всего времени проведения операции термической обработки остается в ней неподвижной. Периодический режим работы означает, что температура во всём объеме рабочей камеры печи практически одинакова в любой момент, но меняется во времени. Любая операция термической обработки состоит из нескольких технологических переходов (стадий): загрузки, нагрева до заданной температуры, выравнивания температуры по сечению садки, технологической выдержки, охлаждения с печью (с заданной скоростью или до заданной температуры), выгрузки из печи и переноса в требуемую среду охлаждения. Не все перечисленные стадии могут peaлизoвыватьcя в одной технологической операции. Например, при нагреве под закалку технологически тонких тел отсутствуют стадии выравнивания и охлаждения с печью. Периодический режим нагрева на практике реализуется двумя способами в зависимости от массивности садки. Все нагреваемые в печах садки и отдельные изделия делятся на теплотехнические тонкие и массивные по значению числа Био Bi=α∙S/λ, (1.1) где Bi — число Био; α — коэффициент теплопередачи, Вт/м2∙К; S — характеристический размер (толщина), м; λ — коэффициент теплопроводности, Вт/м∙К. При Bi < 0,25 нагреваемая садка или деталь относится к категории тонких тел, и по её сечению практически нет перепада температуры. При Bi > 0,50 — тело массивное, и при его нагреве температура центра t мц отстает от температуры поверхности t мп (рис. 1.1). Технологически тонкие тела обычно загружаются в печь, предварительно нагретую до заданной температуры (рис. l.1.a), и находятся в ней относительно малое время. При этом температура самой печи t печ практически не снижается. В этом режиме работают лабораторные печи, печи-ванны и некоторые промышленные садочные печи. При нагреве массивных деталей и садок их загрузка в печь производится при значительно более низкой температуре, чем заданная температура нагрева. Сказывается и достаточно длительная стадия загрузки, достигающая для печей большого объёма нескольких часов. Поэтому режим нагрева массивных садок соответствует графику на рис. 1.1.б. По способу механизации садочные печи делятся на восемь групп конструкций: — с неподвижным подом и загрузкой через окно в передней стенке вручную или внешним механизмом (часто такие печи называют камерными); — с выдвижным подом; — колпаковые; — вертикальные, включая шахтные; — элеваторные (с подъемным подом); — с передвижной камерой (контейнерные); — ямные; — двух- и многокамерные. При крупносерийном и массовом характере производства термической обработке подвергаются большие партии однотипных деталей и заготовок. Температурно-временной режим одинаков не только для однотипных деталей, но и для близких по химическому составу марок сталей и сплавов. В этих случаях применяют проходные печи непрерывного действия. По температурному режиму печи непрерывного действия подразделяются на печи с постоянной температурой по всей длине, методические, скоростного нагрева и рекуперативные (рис. 1.2). В проходных печах непрерывного действия температура постоянна во временя, но может отличаться по их длине. Печи имеют, как правило два рабочих окна — загрузки и выдачи, а детали и заготовки перемешаются в рабочей камере в процессе их нагрева. Печи с постоянной температурой обычно небольшие по длине, и в них нагреваются мелкие детали, относящиеся к тонким телам или близкие к ним. Температура печи t печ на 10...30 °С выше заданной температуры нагрева металла t мет (рис. 1.2.а).
Рис. 1.1. Режимы нагрева в печах периодического действия: а — полунепрерывный; б— периодический В методических печах нагрев проходит с относительно небольшими скоростями, а нагреваемые тела относятся к категории массивных, для которых температура посада и скорость нагрева ограничены из-за опасности образования высоких тепловых напряжений, особенно при низкой теплопроводности нагреваемых материалов (рис. 1.2.6). Печи скоростного нагрева используются для термической обработки теплотехнически и теплометрически тонких тел. Скорость нагрева не ограничивается, и посадка деталей производится в зону нагрева, температура которой на 100...250 °С выше заданной конечной температуры нагрева металла (tм.к). В этих печах зона нагрева достигает 80...90% от всей длины печи. Лишь в конце печи (в зоне выдержки) температура греющей среды снижается до значения tм.к+ (10.,.30) °С (рис. 1.2.в). Особую группу проходных печей составляют рекуперативные печи, применяемые для операций отжига. Они имеют три зоны: подогрева, окончательного нагрева с необходимой технологической выдержкой и медленного охлаждения с печью. При этом зоны подогрева и охлаждения имеют одинаковую длину и располагаются рядом на одном уровне или друг над другом, и тепло от охлаждающихся заготовок передаётся холодным, которые подогреваются до (0,5...0,8)∙tм.к. Источники тепловой энергии (электронагреватели или горелки) в этих зонах отсутствуют, а устанавливаются только в зоне окончательного нагрева и выдержки (рис. 1.2.г).
Рис. 1.2. Режимы нагрева в печах непрерывного действия: а — с постоянной температурой; б — методический; в— скоростной; г — рекуперативный
По способу механизации проходные печи непрерывного действия делятся на десять конструктивных типов: — с наклонным подом; — толкательные; — туннельные; — конвейерные; — рольганговые; — с шагающими подовыми балками; — с вибрирующим или пульсирующим подом; —карусельные (с вращающимся подом); — барабанные; — протяжные. Проходные печи имеют высокий уровень механизации и автоматизации, обеспечивают стабильность получаемых свойств металла за счет более высокой точности соблюдения технологического режима. На базе проходных печей в массовом производстве действуют поточные линии и агрегаты для комплексной термической обработки, включающей несколько технологических операций. Садочные печи для этих целей используются значительно реже. По источнику тепловой энергии термические печи разделяются на топливные (пламенные), электрические печи сопротивления косвенного нагрева и печи аэродинамического подогрева (ПАП). В топливных печах в настоящее время используют только газовое топливо естественного или искусственного происхождения, которое сжигается в горелках. В электрических печах сопротивления устанавливаются нагреватели из высокоомных (резисторных) сплавов, по которым проходит электрический ток, и выделяющееся Джоулево тепло лучистым или конвективным способом передается нагреваемым деталям. В печах ПАП нагрев осуществляется путём создания мощным вентилятором скоростного воздушного или газового потока и его аэродинамического взаимодействия (трения) со стенками рабочей камеры, нагреваемыми изделиями и специально создаваемыми гидравлическими сопротивлениями на пути потока. В результате кинетическая энергия скоростного потока частично преобразуется в тепловую, что и приводит к разогреву самого потока, изделий и внутренних элементов конструкции печи. Максимальная температура нагрева металла не превышает 500...600 °С, и эти печи пока не нашли широкого применения. Способ передачи тепла и среда нагрева, как классификационные признаки, взаимосвязаны, хотя их выбор основав на различных исходных посылках. Способ передачи тепла определяется температурой нагрева садки и конструкцией рабочей камеры и источников тепловой энергии, то есть теплотехническими параметрами конструкции печи. По конструкции камеры нагрева и расположению источников тепловой энергии термические печи подразделяются на три группы: — с вынесенными из рабочей камеры газовыми или электрическими обогревательными устройствами (топками или калориферами); — с непосредственным обогревом — горелки или электронагреватели установлены в стенах рабочей камеры печи; — муфельные печи, в которых источник тепловой энергии отделён от садки тонкой металлической или керамической стенкой (муфелем или радиационной трубой). В печах с вынесенными обогревательными устройствами топки с газовыми горелками или электрокалориферы размещаются вне рабочей камеры — снизу, сверху или сбоку от неё, и горячие газы иди воздух по специальным каналам поступают в камеру нагрева. В таких печах возможно применение принципа рециркуляции греющей среды, что особенно важно при проведении высокого отжига массивных садок в крупных топливных печах, так как при этом резко повышается точность поддержания заданной температуры процесса отжига и её равномерность по всему объёму рабочей камеры на всех стадиях, особенно при медленном охлаждении с печью, когда большую часть горелок необходимо отключать. Рециркуляция печных газов применяется и в печах для нагрева под закалку крупногабаритных изделий ответственного назначения, для которых разбег по температуре жёстко ограничен значениями ± (2...5) °С. Печи непосредственного обогрева проще по конструкции, так как в них отсутствуют специальные камеры сжигания. Муфельные печи используются для работы с защитными или специальными атмосферами и при нагреве в вакууме. Они разделяются на две подгруппы: с муфелированием садки (муфельные) и с муфелированием источников тепловой энергии (продуктов сгорания или электронагревателей), последние называются безмуфельными печами. В безмуфельных печах устанавливаются специальные жаростойкие трубы, в которых сжигаются газ или размещаются электронагреватели. Тепло передается через стенку трубы и затем от её поверхности к садке. Поэтому эти трубы называют радиационными или излучающими. Муфельные и безмуфельные печи широко применяют для высокотемпературных операций:: химико-термической обработки, безокислительного нагрета под закалку, нормализацию, отжиг и др. В термических печах тепло нагреваемым садкам передаётся излучением, конвенции и, реже, теплопроводностыо. По способам передачи тепла печи можно разделить на группы по среде и температуре нагрева. По среде нагрева печи подразделяются на: — газонаполнение (продукты полного сгорания топлива, воздух, контролируемые атмосферы); — с жидкими теплоносителями (печи-ванны); — с псевдоожиженным или «кипящим» слоем; — вакуумные. Среда нагрева зависит от технологической операции, и с учётом воздействия на поверхность нагреваемого металла среды можно разделить на: — окисляющие и обезуглероживающие (продукты сгорания, воздух); — защитные, предохраняющие от окисления и обезуглероживания; — специальные, используемые для операций химико-термической обработки (ХТО); — вакуум, защищающий в основном от окисления. С учётом среды нагрева термические печи по рабочей температуре делятся на три группы: — высокотемпературные (tпеч > 700°С) с теплопередачей преимущественно излучением в газонаполненных печах и только излучением в вакуумных; — среднетемпературные (tпеч = 500...700 °С), где часть тепла передаётся излучением, а часть — конвекцией; — низкотемпературные (tпеч < 500 °С), в которых преобладающей является конвекция. Низкотемпературные печи обычно имеют один или несколько вентиляторов и систему каналов для организации потока воздуха или газа со скоростью от 5 до 30 м/с для повышения коэффициента конвективной теплопередачи. Вентиляторы устанавливают и в высокотемпературных муфельных и безмуфельных печах: для выравнивания состава контролируемой атмосферы по всему объёму рабочей камеры или зоны печи. На теплопередачу эти вентиляторы влияния практически не оказывают. В печах с псевдоожиженным слоем имеет место теплопередача всеми тремя способами, а в печах-ваннах — теплопроводностью и конвекцией.
Индексация печей Система индексации термических печей была разработана с целью унификации их условного обозначения и возможности по индексу печи определить ее конструктивные параметры, назначение, среду и температуру. Все проектируемые и производимые с 1970 г. в СССР, а теперь — в России печи имеют индекс, состоящий из группы заглавных букв русского алфавита и группы цифр. Первая буква обозначает источник тепловой энергия: С — электрическая печь сопротивления; Т— топливная (пламенная) печь. Вторая буква показывает главный конструктивный признак — способ механизации: А — с вращающимся подом (карусельная); Б—6арабанная; В — печь-ванна; Г — колпаковая; Д — выдвижной под; Е — с подвесным конвейером; Ж— с вертикальным конвейером; И — пульсирующий или вибрирующий под; К— с горизонтальным конвейером; Л—туннельная; Н — камерная с ручной загрузкой или внешней механизацией; П — протяжная; Р — рольганговая; Т — толкательная; У—трубчатая; Ф — калорифер; Ш — электрическая шахтная или вертикальная; Ш — топливная круглого сечения; Э — элеваторная; Ю — с шагающими подовыми балками; Я — ямная. Третья буква обозначает среду нагрева: А — азотирующая; В—вакуум; Г—металлический расплав в печах-ваннах; К— компрессионная (давление выше атмосферного); М—масло; Н — водородная (восстановительная или обезуглероживающая); С — расплав соли, селитры; Ц—цементирующая среда; Щ — расплав щелочи. В индексах топливных печей часто все контролируемые атмосферы обозначаются буквой 3 (зашитая). Четвертая (вспомогательная) буква обозначает разные признаки в топливных и электрических печах. В топливных печах, она обозначает в зависимости от стоящей ранее второй буквы: В — вертикальная или шахтная в печах круглого сечения (см.вторую букву индекса); К—колодцевая круглого сечения; К— кольцевой вращающийся под; М— механизированная; Н— непрерывного действия барабанная; П — периодического действия барабанная; Т—тарельчатый вращающийся под. В электрических печах четвёртая буква уточняет назначение печи или какой-либо дополнительный конструктивный признак и не связана со второй буквой: Л — лабораторная; М — муфельная; Н — прецизионная; С — сушильная; X — с камерой охлаждения (иногда зга буква стоит после группы основных цифр); Э — для эмалирования. А — в электрических и топливных печах показывает, что печь входит в агрегат. Иногда эта буква стоит на пятой позиции индекса. После буквенного индекса через тире следует группа цифр, обозначающая размеры рабочего пространства в дециметрах и максимальную рабочую температуру печи в сотнях градусов Цельсия. Для печей прямоугольного сечения цифрами указываются ширина В, длина L и высота Н. В и Н соответствуют полезным размерам окна печи, а L — полезной длине рабочей камеры. Для печей круглого сечения указываются диаметр D и глубина (высота) Н. Цифры разделяются точками: B.L.H или D.H. Для некоторых типов печей даются несколько иные размеры. В электрических печах: — карусельных — внешний и внутренний диаметры кольцевого пода и высота рабочей камеры; — протяжных — максимальный диаметр проволоки, число одновременно протягиваемых нитей и число проходов каждой нити через печь или толщина, ширина и число проходов ленты; — барабанных — внутренний диаметр и активная длина барабана (реторты). В топливных карусельных печах с кольцевым подом — наружный диаметр пода, В и Н рабочей камеры. Для агрегатов и поточных линий в индексе указываются размеры высокотемпературной печи (закалочной или цементационной). Для калориферов — мощность в киловаттах. После размерных параметров через дробь указывается максимальная рабочая температура печи, а для агрегатов — максимальная температура печи низкого отпуска. В топливных печах после температуры может быть обозначен вид топлива: Г—газ, М — мазут. При отсутствии — только газ. В многокамерных печах после цифровой группы через тире указывается число рабочих камер, в печах с выдвижным подом — максимальная загрузка в тоннах, в колпаковых — число стендов. В проходных печах с камерой охлаждения в конце индекса после буквы X даётся длина этой камеры. В индексах электрических печей, особенно лабораторных, после цифровой группы может стоять буква М или И с цифрой за ней, что обозначает модификацию или исполнение и их порядковый номер, например М2. Ниже приведены примеры индексов некоторых распространённых типов печей, в приложении (книга 4) — основные технические параметры спроектированных, выпускавшихся промышленностью и работающих в настоящее время термических печей. ТАОК-80.16.10/9,5 — топливная печь с вращающимся подом, с окислительной средой нагрева, под кольцевой с наружным диаметром 8 м, ширина пода 1,6 м, высота камеры 1 м, температура 950 "С, отсутствие буквы после цифр указывает, что топливо газовое. ТТЦА-12.100.10/3 — агрегат на базе топливной толкательной печи для цементации, размеры камеры цементационной печи: ширина 1,2 м, длина 10 м, высота 1 м, максимальная температура печи низкого отпуска 300 °С. СКЗ-8.50.2,5/7-Х5О — электрическая печь сопротивления, конвейерная, с защитной атмосферой, ширина рабочей камеры 0,8 м, длина 5 м, высота 0,25 м, температура 700 °С, имеется камера регулируемого охлаждения дпинной 5 м. СНВЛ-1.3.1/12-И1 — электрическая печь сопротивления, камерная, вакуумная, лабораторная, ширина камеры 1 дм, длина 3 дм, высота 1 дн, температура 1200 °С, исполнение первое. CBC-5.5/13-М02 — электрическая печь-ванна. соляная, диаметр 0,5 м, глубина 0,5 м, температура 1300 °С, модификация 02. Печи, разработанные до 1965 г. имели другие индексы, обозначавшие только тип печи по способу механизации или по технологическому назначению и мощность в киловаттах, например, Т-170 — толкательная, мощность 170 кВт или Ц-105 — цементационная мощностью 105 кВт. Часто печи имели индекс ОКБ или СКБ (отдельное или специальное конструкторское бюро) и порядковый номер разработки. В настоящее время индексы ОКБ и СКБ присваиваются только вечам, имеющим единичное исполнение и не входящим в размерные или типажные ряды, разработанные головными организациями в бывшем Советском Союзе. По электропечам таковым являлся Всесоюзный научно-исследовательский институт электротермического оборудования (ВНИИЭТО), а по топливным — проектно-технологические институты «Теплопроект», «Гипромез» и другие. В индексах индукционных нагревательных печей первая буква обозначает вид нагрева: И — индукционная, а вторая и третья буквы, а также все цифры, повторяют индексацию электропечей сопротивления.. Четвертая буква и обозначение вспомогательных признаков не предусмотрены. В индексах индукционных устройств повышенной промышленной частоты для нагрева и термообработки вторая буква обозначает технологическое назначение устройства: Н — нагревательное, З — закалочное. Если устройство нагревательное, то третья буква характеризует вид нагреваемого изделия или нагрева: М — мерные заготовки, П — прутки, К — кольца, Т — трубы, У — участковый (местный) нагрев. Если устройство служит для термообработки, то третья буква обозначает вид нагреваемого изделия: Б— барабаны, шкивы; В — валы; Г — гильзы, втулки; К — коленчатые валы; П — пальцы, оси, валики; Р — распределительные валы; Ш — шестерни. За буквами через тире следует группа цифр, которые обозначают мощность устройства (МВ∙А), частоту тока («10» — 10.000 Гц, «8» — 8.000 Гц, «4» — 4.400 Гц, «2» — 2.500 Гц, «1» — 1.000 Гц, «5» — 500 Гц, «П» — 50 Гц) и максимальный диаметр заготовки (см). Для прямоугольных заготовок вместо диаметра дается их ширина и высота. Далее через дробь показывается максимальная длина нагреваемого участка (см); после дроби буквы обозначают систему питания (И — индивидуальное, Ц — централизованное) и режим нагрева (П — периодический, Н — непрерывный или полунепрерывный). В индексах высокочастотных установок с ламповыми генераторами первые буквы обозначают вид нагрева: ВЧИГ — высокочастотный индукционный (в магнитном поле индуктора), ВЧД — высокочастотный диэлектрический (в электрическом поле конденсатора). После букв через тире идет номер модификации, а за ним дробь: числитель — колебательная мощность (кВт), знаменатель — рабочая частота (кГц).
|
Последнее изменение этой страницы: 2019-03-21; Просмотров: 588; Нарушение авторского права страницы