|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механизированные камерные печи
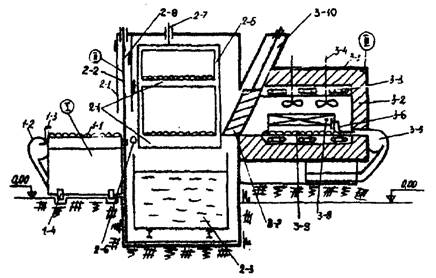
Данные печи условно делятся на печи с внешней механизацией загрузки и выгрузки садок и печи с саморазгружающейся подовой плитой. Последние в настоящее время практически не применяются. Объём рабочей камеры печей для обработки сравнительно мелких деталей массой до 20...50 кг составляет несколько кубометров, а в печах для отжига или нормализации труб и сортового проката — до нескольких десятков или сотен кубометров. Загрузка садок в механизированные печи производится напольными загрузочными машинами. В небольшие печи машиностроительных предприятий детали укладываются на поддоны, размеры которых стандартизированы. Трубы и прокат укладываются пакетами в сварные стеллажи, обычно имеющие в поперечном сечении Ш-образную форму. По вертикали между пакетами устанавливаются горизонтальные прокладки для повышения равномерности и ускорения прогрева садки. Общая масса такой садки достигает нескольких десятков тонн. На рис. 2.2 приведена схема механизированной высокотемпературной печи типа ТНЗМА, совмещенной с закалочным баком. Печь предназначена для нагрева под закалку, нормализацию, отжиг в защитной атмосфере, а также для цементации и нитроцементации малоуглеродистых сталей. Печь состоит из трёх узлов, каждый из которых имеет свое функциональное назначение: механизированного загрузочно-разгрузочного устройства типа напольной машины I, шлюзовой камеры (тамбура) с закалочным баком II и собственно печи III . Обрабатываемые детали укладываются на поддоны которые изготавливаются из жаростойкой стали в форме решетчатой литой или сварной платформы, имеющей по периметру борт высотой до 100 мм. Детали сложной формы, проходящие ХТО, укладываются таким образом, чтобы подлежащие насыщению поверхности не соприкасались друг с другом. Для этого используют дополнительные сборно-разборные конструкции типа скалок, этажерок, подставок, которые устанавливаются на поддон. В зависимости от номенклатуры обрабатываемых деталей печь снабжается набором специальной оснастки, изготовляемой также из жаростойкой стали. Печь III , работающая в интервале температур 700-1000 °С, имеет герметичный газонепронецаемый металлический сборно-сварной корпус 3-1. Отдельные цельносварные узлы корпуса собираются на болтовых соединениях с асбестовыми прокладками, как у всех печей безмуфельного типа, работающих с КА (контролируемыми атмосферами). Футеровка 3-2 выполняется двух- или трёхслойная в зависимости от температуры печи и состава КА. При использовании водородсодержащих атмосфер внутренний слой необходимо выполнять из газоплотного материала (доменный шамот и др.) с очень тщательной заделкой швов, так как водород пропитывает пористые и волокнистые теплоизоляционные материалы и резко увеличивает их теплопроводность, то есть потери тепла через кладку. Это относится ко всем безмуфельным печам с КА. Обогрев осуществляется радиационными трубами U-образной формы 3-3. Такие трубы обычно располагаются горизонтально под сводом и над подом печи. В электрическом варианте при работе с равновесными КА используются нагреватели открытого типа, которые размешаются обычным способом (см. рис 2.1). При работе с науглероживающими и другими неравновесными КА электронагреватели чаще всего помещают в вертикальные тупиковые радиационные трубы с выводами через свод. Трубы располагаются вдоль боковых стенок с шагом Н= Dmp ∙(2...5). Такой вариант интересен тем, что в печи можно применять любой энергоноситель: достаточно заменить трубы с электронагревателями на газовые радиационные тупиковые трубы такого же диаметра с верхним расположением горелок. Заслонка печи 3-7 наклонная с уплотнением за счёт силы тяжести или вертикальная со специальными прижимами. Для перемешивания атмосферы встраиваются вентиляторы 3-4, размещаемые чаше в своде (рис. 2.2) или снизу, подсадкой. Для передвижения поддона с деталями 3-8 в самой печи III и в тамбуре II Рис. 2.2. Механизированная камерная топливная печь ТНЗМА со шлюзовой камерой и закалочным баком
устанавливается неприводной рольганг 1-1 или направляющие скользящего типа, конструкции которых, как и всех прочих механических узлов, подобно будут рассмотрены ниже, в книге 3. Передвижение поддона 3-3 в печь из тамбура и обратно осуществляется печным толкателем цепного типа 3-5, упор-захват которого при загрузке печи захватывает задний борт поддона 3-8 и перемешает его в печь. При выдаче из печи он работает как обычный толкатель. Шлюзовая камера или тамбур II имеет назначение: — исключить попадание в печь воздуха при открывании заслонки, что позволяет сохранить состав печной атмосферы; — проводить охлаждение нагретых деталей в защитной атмосфере при выполнении операций нормализации или отжига; — проводить закалку без окисления. Корпус тамбура 2-1, как и корпус печи 3-1, собирается из отдельных сварных узлов с резиновыми прокладками между ними и скрепляется с печью через асбестовые уплотнения, что обеспечивает герметичность всей конструкции. Заслонка 2-2 тамбура литая или сварная, нижняя кромка её входит при закрывании в песочный затвор 2-8. Механизмы подъёма обеих заслонок на схеме не показаны; чаще применяют гидро- или пневмопривод. При подъёме заслонка 2-2 уходит в вытяжной зонт 2-9, предназначенный для удаления газов, выбивающихся из тамбура, а также для отсоса продуктов сгорания газа при работе пламенной завесы 2-6. Пламенная завеса представляет собой трубчатую газовую горелку, в которой имеется ряд отверстий, направленных вверх. В трубу подается газовоздушная смесь, сгорающая при выходе из отверстий. Создается сплошной плоский факел, перекрывающий всё окно тамбура. Завеса автоматически включается при открывании окна тамбура и отключается при возвращении заслонки 2-2 в нижнее положение. Пламенная завеса позволяет отказаться от продувки тамбура после его открывания, так как небольшое количество кислорода воздуха, попадающее в тамбур через факел завесы, а затем — в саму печь, не сказывается существенно на составе печной атмосферы. Продувку тамбура производят только со после закалки деталей в баке 2-3, расположенном в нижней части тамбура. Для загрузки, выгрузки садок, их закалки или охлаждения в защитной атмосфере в тамбуре смонтированы два стола 2-4 с неприводными рольгангами на общей раме 2-3. Вся эта конструкция может перемещаться в вертикальном направлении таким образом, чтобы на уровне пода печи находился один из столов 2-4. Механизм подъёма чаще гидравлический, и его шток 2-7 жестко закреплён на раме 2-5. Загрузочно-разгрузочное устройство представляет собой тележку с самостоятельным электроприводом с ручным или автоматическим управлением. На верхней плоскости на одном уровне с подом печи установлен стол с неприводном рольгангом 1-1 и цепной толкатель 1-2 с упором-захватом 1-3. Загрузочное устройство 1 перемещается по желобам или рельсам 1-4 параллельно фронту печей и других устройств, входящих а состав агрегата камерного типа. Печь может использоваться и не в составе агрегата, но в любом случае в её комплектацию входят одни или два стенда для сборки и разборки садок и моечная машина для удаления с закалённых деталей масла. Поддон с собранной садкой со сборочного стенда перемещается толкателем 1-2 на стол 1-1 загрузочного устройства 1, которое затем подъезжает к печи и автоматически устанавливается строго по её продольной оси. В это время или несколько ранее открывается печная заслонка 3-7, и нагретые до заданной температуры и выдержанные необходимое по технологии время детали толкателем 3-5 передвигаются на поддоне на нижний стол 3-4 тамбура, толкатель возвращается вправо, и закрывается печная заслонка. Рама 2-5 опускается вниз и нагретая садка оказывается в закалочном баке 2-3. При этом верхний стол тамбура устанавливается на одном уровне с подом печи и столом 1-1тележки 1. Поднимается заслонка 2-2 тамбура с одновременным включением завесы 2-6, и поддон с деталями со стола 1-1 толкателем 1-2 передвигается на верхний стол тамбура. Толкатель 1-2 возвращается назад. Закрывается заслонка 2-2 и производится несколько минут продувка тамбура защитным газом (устройства для подачи газа в печь и тамбур на схеме не приведены). Затем поднимается печная заслонка 5-7, толкатель 3-5 идёт влево, захватывает борт поддона и обратным ходом втаскивает в печь. Печная заслонка опускается. После окончания закалки рама 2-5 со столами 2-4 поднимается в верхнее положение, снова открывается заслонка тамбура с включением пламенной завесы, и толкателем 1-2 закалённые детали на поддоне переставляются на тележку 1 и поступают на мойку, а заслонка тамбура опускается вниз. Если вместо закалки детали необходимо охлаждать в защитном газе с заданной скоростью, то выгрузка из печи производится на верхний стол тамбура, а загрузка в печь — через нижний. Для ускорения охлаждения в верхней части тамбура устанавливается вентилятор. В последних моделях печей отсутствует специальная ёмкость закалочного, а закалочная жидкость заливается прямо в нижнюю часть тамбура. Упрощена и конструкция толкателей: у них отсутствуют захватные устройства, они выполняют рабочий ход только в направлении толкания, что резко повысило их надёжность и срок службы, так как захватные устройства, особенно у печного толкателя 3-9, часто выходили из строя. Рассмотренные печи чаще всего используются в составе камерных агрегатов, куда входят 1 ...2 отпускных печи, моечная машина и сушильная камера. Агрегаты будут подробнее рассмотрены в книге 3. Печи типа СНЗА и ТНЗМА производятся в России (заводами ЭТО) и рядом зарубежных фирм: «Линдберг» (США, «Айхелин» и «Дегусса» (Германия) и др.
Вакуумные камерные печи Использование вакуумных печей в термическом производстве в настоящее время резко расширяется. В вакууме порядка 10-1 Па и ниже практически полностью исключается окисление поверхности нагреваемых любых промышленных металлов и сплавов, так как в рабочей камере печи отсутствует необходимое для этого процесса количество окислителя, в первую очередь — кислорода. При такой степени вакуума протекают процессы диссоциации оксидов многих металлов, и ранее не очень окисленная поверхность может очиститься. Однако эффективнее подвергать нагреву в вакууме детали, предварительно очищенные от окалины, особенно остающейся после литья или горячей пластической деформации. Необходима очистка от грязи, смазок и прочих органических веществ с последующей мойкой и сушкой деталей. Но эти же операции приходится проводить и перед нагревом в КА. Подробнее вопросы эффективности применения различных сред нагрева и их сравнение будут рассмотрены в книге 2. Наибольшее практическое применение получили садочные и, прежде всего, камерные печи типа СНВ, которые относятся к механизированным печам с загрузкой деталей на поддонах. В них можно проводить любые операции термической обработки с температурой нагрева выше 700 °С. Наиболее удобны вакуумные печи для отжига и высокого отпуска. Для нормализации и ХТО (цементации) печи должны иметь подвод соответствующей КА или очищенного азота. Для возможности проведения закалки с вакуумного нагрева печь должна быть снабжена закалочным баком со специальной средой (масло ВМЗ), встроенным таким образом, чтобы закалка проводилась без снятия вакуума. Имеется два варианта размещения закалочного бака в вакуумной печи: в специальной шлюзовой камере по аналогии с печами типа СНЗА (рис. 2.2) или внутри основной вакуумной камеры, где размещается и камера нагрева. Первый вариант более сложен конструктивно, так как шлюзовая камера отделена от нагревательной вакуумным затвором достаточно сложной конструкции, так что необходимо выровнять давление в обеих камерах, открыть затвор, переместить садку в шлюз, закрыть затвор, и только после этого опустить садку в закалочную среду. На всё это требуется время, и поэтому детали, особенно тонкие, могут частично остыть. Преимуществом этой конструкции является исключение попадания газов, выделяющихся при закалке, в нагревательную камеру и их окисляющего воздействия на металлические или графитовые нагреватели и другие элементы камеры нагрева. Особенно нежелательно это при использовании в печах с температурой более 1400 °С молибденовых или вольфрамовых нагревателей и экранов. В термическом производстве применяются вакуумные печи с температурой не выше 1350 °С, в конструкциях которых тугоплавкие металлы применять нет необходимости. Поэтому во многих странах мира достаточно широкое распространение получили универсальные по технологическому назначению камерные вакуумные печи американской фирмы «Хейес». Аналогичные по конструкции печи выпускаются в России Московским заводом ЭТО под индексом СНВ. Печь (рис. 2.3) состоит из цилиндрического вакуумного корпуса 1 с приваренной задней сферической стенкой 3. Сферическая крышка 2 установлена на роликовых опорах 4 в раме 5, и при открывании печи заслонка откатывается в направлении, перпендикулярном оси печи, чаще вручную. По периметру крышки фланца корпуса установлено уплотнение из вакуумной резины 6. Загрузка и выгрузка садок осуществляется с помощью тележки с ручным или механическим приводом. Садка собирается на поддоне на сборочном стенде, как в печах СНЗА, или прямо на разгрузочном тележке с ручным перемещением. Поддон 16 изготовляется из жаростойкой стали (фирма «Хейес» оснащает свои печи поддонами из молибдена). Нагревательная камера 9 состоит из решётчатого металлического каркаса, который с пяти сторон футерован графитовым войлоком. Заслонка 10 имеет такую же конструкцию и подвешена на шарнирах. Нагреватели 11 выполняются из графитовых стержней или графитовой ткани. Последний вариант предпочтительнее, так как стержневые нагреватели можно установить только вдоль двух стенок камеры 9, а тканевые — везде. Снизу к корпусу 1 приварен цилиндрическо – сферический корпус закалочного бака 13, куда заливается закалочная среда.
Рис. 2.3. Вакуумная электрическая печь СНВ
Бак оснащён платформой 14, которая имеет возможность вертикального перемещения по направляющим 15. Поддон с деталями передвигается внутри корпуса 1 по неприводному рольгангу 12, размещённому в нагревательной камере, на платформе бака, между ними и на пороге 8, с которым стыкуется загрузочная тележка. Все перемещения поддона при открытой крышке 2 производятся вручную. Лишь передача поддона из камеры нагрева 9 на платформу 14 осуществляется специальным толкателем, не показанным на рис. 2.3. Не приведены на схеме и механизмы привода заслонки 10 и подъёма и опускания платформы 14. Для возможности охлаждения при нормализации или отжиге в среде нейтрального или защитного газа, напускаемого в печь после окончания режима нагрева и выдержки, в камере 9 смонтирован вентилятор 7. Данная печь конструктивно относится к группе печей с вакуумированием всего объёма. Муфельные камерные печи с вакуумированием только садки применяются лишь в лабораторной практике и будут рассмотрены в соответствующем параграфе.
Печи с выдвижным подом Печи с выдвижным (выкатным) подом широко применяются на машиностроительных и металлургических предприятиях для нагрева под закалку и нормализацию, различных видов отжига и отпуска тяжёлых и крупных отливок, поковок, сварных конструкций, партий проката и труб. Это самые крупные по объёму рабочей камеры и размерам пода печи садочного типа. Объём рабочей камеры от 4...5 до 400 и более м3, а площадь пода больших печей достигает 100 м2. В основном это топливные печи, работающие на природном или искусственном газе. Отличительной конструктивной особенностью этих печей (рис. 2.4) является выдвижной под 2, представляющий собой футерованную платформу, состоящую из металлической сварной рамы, покрытой листом толщиной 8... 15 мм, многослойной футеровки и катков или колёс. Общая высота (толщина) кладки пода достигает 0,7... 1,0 м и включает несколько слоев теплоизоляционного плотного кирпича, на который укладывается также несколько слоев плотного шамота. Для сохранности футеровки на поду устанавливаются мощные литые опорные балки высотой до 0,5 м. Тогда факелы нижних горелок проходят под нагреваемой садкой, что исключает возможность местных перегревов и улучшает теплообмен в печи. Под 2 с помощью специального механизма выдвигается из печи при загрузке — разгрузке, которая производится мостовыми кранами. При этом под достаточно долго находится на воздухе (от 1 до 10 ч), остывая до 200 °С и ниже на поверхности кладки. Для последующего его разогрева требуется значительные время и затраты теплоты. Это основной недостаток данных печей и именно по этой причине большие печи имеют газовый обогрев. Свод обычно арочный, а при ширине рабочей камеры более 4...5 м — подвесной. Небольшие, чаше электрические, печи выкладываются в металлическом корпусе. Крупные печи имеют каркас (рис.2.4), состоящий из вертикальных стоек 21, нижние концы которых закреплены в бетонном фундаменте. Верхние концы стоек соединяются круглыми или профильными стяжками 22, на которых закрепляется подвесной свод. Для арочного свода дополнительно устанавливаются опорные пятовые балки 23. Кладка рабочей камеры печи 1 состоит из свода, двух боковых и задней стен; последняя в крупных печах не доходит до пола цеха, так как под неё заходит задняя часть пода 2. Рабочее окно обычно закрывается подъёмные заслонкой 15, которая подвешивается с противовесом на тросах или цепях 16. В некоторых крупных печах, применяемых для отжига отливок и поковок, вместо заслонки 15 на передней части пода 2 устанавливается стена-парапет, которая при задвигании пода входит в проем рабочего окна. Но остаются большие щели, заделка которых весьма длительна и трудоемка. Для выдвижения пода используются специальные опоры трёх типов. В малых печах под устанавливается на колесных парах. Но чаше, особенно в крупных печах, применяются шаровые чугунные катки 3а, уложенные между продольными желобами. Самые крупные печи снабжаются роликовыми опорами 3б, соединенными накладками в общую цепь. Для уплотнения щелей между подом и стенами применяют песочные затворы 18.
Рис.2.4. Топливная печь с выдвижным подом ТДО с рециркуляцией продуктов сгорания топлива
Топливные печи с выдвижным подом имеют, как правило, непосредственное отопление газовыми горелками, число которых определяется объёмом рабочей камеры и массой одновременно нагреваемых деталей и составляет от 4 до 40 и более шт. При числе горелок более 8 они обычно располагаются в два ряда в шахматном порядке на обеих продольных боковых стенах печи. Для печей с объёмом рабочей камеры более 20...25 м3 существенное значение имеет равномерность температурного поля. В электрических печах это обеспечивается размещением нагревателей на всех поверхностях рабочей камеры, включая заслонку и под. В топливных печах для достижения этой же цели всё большее распространение получает система принудительной рециркуляции печных газов [11], показанная на рис. 2.4. Топки 8 размешены внутри кладки боковых стен, и в каждой установлены от 2 до 4 горелочных устройств 9. Выше топок в стенах имеются эжекторные кольца 12, в которые через сопла 11 от вентилятора подается струя воздуха. Между соплами 11 и кольцами 12 находится камера смешивания газов 14, куда подходят каналы 10 от топок и каналы 13 для подсоса газов из рабочего пространства. Скоростная воздушная струя, выходящая из сопла 11, эжектирует (подсасывает) горячие продукты сгорания с температурой tn . c. из топки 8 по каналу 10 и газы из рабочей камеры с температурой tp . n . Смесь этих газов и холодного воздуха выходит через кольцо 12 со скоростью несколько десятков м/с. С учётом того, что воздух не подогревается, температура продуктов сгорания может быть определена по уравнению [11]:
tn.c = tp.n +(Nпол + Nnom+ Nвоз)/(Vn.c + Cn.c.) (2.1)
где Nпол — расход тепла на нагрев садки, Вт, N nom — тепловые потери печи, Вт, Nвоз — затраты на разогрев эжектирующего воздуха от 20 °С до tp.n. (Nвоз ≈ 0,4Вт); Vn.c — объём продуктов сгорания, м3/с; Cn.c — теплоёмкость продуктов сгорания при tn.c , Дж/м3∙К. Недостатками рассмотренной системы рециркуляции являются дополнительные затраты тепла на разогрев воздуха, очень высокая температура газов в топках (до 1400...1500 °С) и, как следствие этого, быстрый выход их из строя. Поэтому в более поздних разработках топки отсутствуют, а горелки устанавливаются рядом с воздушными соплами под небольшим углом к оси сопла так, чтобы факел был направлен в кольцо 12. При использовании высокоскоростных горелок воздушные сопла вообще отсутствуют (11). На стадии разогрева садки для повышения обшей тепловой мощности включаются верхние горелки прямого отопления, установленные в каналах 6. Садка 7 располагается на подставках, что позволяет организовать вокруг неё вращающийся поток греющих газов. Отвод газов из камеры печи производится по каналам 4 в борова 5. Конструкция и расчет приводов выдвижного пода будут рассмотрены в книге 3. Вакуумные печи с выдвижным подом СНВ выпускаются заводами ЭТО двух типов. Подробнее их конструкция рассмотрена в параграфе 2.9.
Вертикальные печи
Вертикальные печи применяются чаше всего для нагрева под закалку, нормализацию, отпуск длинных деталей и заготовок, а также для ХТО и низкого отпуска небольших деталей сложной формы. Загрузка садок производится сверху цеховыми грузоподъёмными средствами, и тогда печи называют шахтными. Иногда печь загружается снизу специальным механизмом, входящим в конструкцию печи. Рабочая камера обычно имеет форму цилиндра, высота которого в два и более раз превышает его диаметр. Но есть печи и с прямоугольным сечением. Высота (глубина) вертикальных печей составляет от 0,5 до 30 м, и по этому размеру они делятся на большие (более 3 м) и малые (менее 3 м). Малые шахтные печи
Малые печи глубиной от 0,5 до 3 м обычно загружаются сверху (шахтные) и используются как для нагрева под закалку, нормализацию, так и для ХТО, низкого я высокого отпуска, реже — для отжига. Они нашли применение в основном в машиностроении на предприятиях с небольшим объёмом производства, но с широкой номенклатурой термически обрабатываемых мелких деталей, а также в термических отделениях и на участках инструментальных и ремонтно-механических цехов различных отраслей промышленности. Все шахтные малые печи (ШПМ) можно разделить на несколько групп: по рабочей температуре, атмосфере, назначению и способу отопления. Практически все ИШМ имеют электрообогрев, хотя есть и газовые. По назначению и рабочей температуре ШПМ можно разделить на отпускные для низкого (ниже 300°С) и высокого (400...700 °С) отпуска, закалочные и нормализационные (750...1300 °С), цементационные (800...1000 °С), для азотирования (500...700°С). По среде нагрева — на печи с окислительной (воздушной) атмосферой, со специальной КА и вакуумные. Последние применяются в основном для отжига и старения цветных сплавов, в первую очередь — титановых. Почти все печи с рабочей температурой ниже 1000 °С оснащены вентиляторами, которые в высокотемпературных (выше 700 °С) печах с КА предназначены для перемешивания газовой среды с целью выравнивания ее состава по всему объему рабочей камеры, а в низкотемпературных (отпускные, для закалки и старения алюминиевых сплавов) вентиляторы существенно увеличивают скорость и равномерность нагрева садок за счёт вынужденной конвекции греющей воздушной среды. Для цементации и нагрева под закалку в защитной атмосфере до сих пор широко применяются муфельные ШПМ, схема которой приведена на рис. 2.5. Кладка печи, состоящая из огнеупорного и теплоизоляционного слоев 2, выполняется в металлическом сварном корпусе 1 цилиндрической формы. Спиральные нагреватели 3 уложены на кольцевые полочки, а при использовании проволочных или ленточных зигзагов их подвешивают на крючках, заделанных в огнеупорный слой футеровки. Муфель 4 отливается в виде двух цилиндрических обечаек и сферического дна из жаростойких сталей типа XI8H10T или Х20Н25С2 и затем сваривается. Устанавливается муфель на литую крестовину 11. Цементируемые детали укладывают в корзины 5 с решетчатым дном, которые затем ставятся друг на друга, а нижняя корзина — на крестовину 10. Таким образом, сам муфель 4 не подвергается нагрузке от веса садки, и потому толщина его стенки составляет 6... 12 мм. Число одновременно загружаемых корзин составляет от 2 до 4 и определяется глубиной печи. Печь за1фывается крышкой 9, в которой установлен вентилятор 8. В крышке имеется несколько технологических отверстий А...Г. Они предназначены для подвода (Б) и отвода (А) цементирующей среды, введения контрольной термопары (В) и образцов-свидетелей (Г). В отверстие А сверху вставляется трубка длиной около 0,5 м с электрическим запальником на верхнем конце. Выходящая из муфеля атмосфера, содержащая СО и Н2О, дожигается, а по цвету пламени можно ориентировочно судить о величине углеродного потенциала атмосферы в муфеле печи. Если пламя очень светлое, прозрачное, то активность углерода в атмосфере печи (углеродный потенциал) мала. Если же пламя тёмное, тем более с копотью, то активного углерода в атмосфере слишком много, и возможно осаждение сажи на деталях, что недопустимо. Снизу к крышке 9 прикреплено кольцо 6 направляющего аппарата вентилятора, которое наружным диаметром ложится на верхнюю корзину и обеспечивает более надежную циркуляцию печной атмосферы. Вентилятор 8, обычно лопастного типа, просасывает газы через стопу корзин с деталями снизу вверх и направляет их в пространство между муфелем 4 и корзинами 5, где они нагреваются от муфеля и снова поступают в корзины.
Рис. 2.5. Малая шахтная электрическая печь СШЦМ с муфелированием садки
Для уплотнения крышки предусмотрен кольцевой песочный или асбестовый затвор 7. Регулирование и регистрация температуры в печи осуществляется с помощью термопар, число которых, как и зон регулирования, зависит от высоты печи и составляет обычно 1...2. Основными недостатками муфельных печей типа СШЦМ являются высокие затраты на жаростойкий муфель при его относительно низкой стойкости (от 0,5 до 1 года), повышенные потери тепла через футеровку и меньший срок службы нагревателей, температура которых на 100...150 °С выше, чем рабочая. В безмуфельных печах типа СШЦ при той же рабочей температуре процесса цементации температура нагревателей на 50…100 °С ниже, чем в муфельных, что увеличивает их стойкость и сокращает потери холостого хода. Так как при цементации основное время приходится на стадию выдержки (насыщения), которая составляет до 80...90% от общей продолжительности цикла, то замена муфельных печен СШЦМ на безмуфельные СШЦ дает весьма ощутимый экономический эффект. Безмуфельная печь (рис. 2.6) имеет ряд отличий от рассмотренной выше муфельной печи. Корпус 7 выполняется газонепроницаемым. Футеровка обычно двухслойная, но огнеупорный слой 8 выкладывается из более плотного материала с тщательной заделкой швов, чтобы исключить возможность пропитывания пористого теплоизоляционного слоя водородом, содержащимся в печной атмосфере. Водород резко повышает теплопроводность пористых материалов, что увеличивает потери тепла через кладку. Нагреватели 9 — обычно зигзагообразные из ленты или проволоки и подвешиваются на крючках. Вентилятор 11 размещается не в крышке, а вынесен в отдельную камеру 13, куда по трубке 12 подаётся от генератора холодный эндогаз. В рабочей камере печи устанавливается литая подовая решётка 6 и цилиндрический полумуфель 10. Толщина стенки полумуфеля 3...5 мм; он завальцовывается из листовой малоуглеродистой стали и сваривается по образующей. Стойкость его 1...2 года, стоимость в десятки раз меньше, чем литого жаростойкого муфеля печи СШЦМ. Полумуфель 10 выполняет роль только направляющего аппарата для организации потока газа в печи.
Рис. 2.6. Малая шахтная электрическая безмуфельная печь СШЦ
Вентилятор 13 засасывает газы из рабочей камеры печи по каналу 14 и направляет их по каналу 15 к нагревателям 9. Полумуфель 10 не доходит до крышки 3 на 200...250 мм, и нагретые газы сверху поступают в рабочую камеру, где омывают садку 15. В ряде случаев при ХТО нельзя применять корзины, описанные выше, так как надо исключить соприкосновение поверхностей, подлежащих насыщению, друг с другом и с тарой. Тогда используют этажерки типа «елочка», на поперечных перекладинах которых подвешиваются обрабатываемые детали. Но при этом в печах типа СШЦМ резко ухудшается эффективность работы вентилятора, расположенного в крышке печи (см. рис. 2.5), и печная атмосфера в муфеле практически не перемешивается, особенно в нижней части муфеля, что приводит к образованию там застойных зон с пониженным углеродным потенциалом и, как следствие этого, к недоцементации части деталей садки. В безмуфельной печи с вынесенным вентилятором (рис. 2.6) способ загрузки, то есть конструкция тары, не играет существенной роли, однако при использовании корзин с решетчатым дном из-за их большего аэродинамического сопротивления скорость потока падает. При укладке деталей в корзины увеличивается и время нагрева садки, так как масса самих корзин больше, чем «ёлочки». Крышка 3 имеет по периметру кольцевой песочный или асбестовый затвор 2 и прижимается к корпусу 7 болтами 1. Через трубку 4 в свечу или запальник уходят из печи отработанные печные газы. В печах для азотирования типа США вентилятор чаще располагается в поду.
|
Последнее изменение этой страницы: 2019-03-21; Просмотров: 259; Нарушение авторского права страницы