|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электронно-лучевой нагрев
В основе принципа электронно-лучевого нагрева (ЭЛН) лежит преобразование кинетической энергии потока электронов в тепловую при взаимодействии с поверхностью нагреваемого изделия. Этот метод имеет следующие преимущества по сравнению с другими видами нагрева: низкое давление в рабочей зоне, широкая возможность регулирования мощности и ее поверхностной плотности (плотность мощности электронного луча может изменяться для различных процессов от 102 до 109 Вт/см2). Эти преимущества позволяют весьма эффективно применять электронно-лучевые печи для обработки ленты (с оплавлением или без него) и нанесения покрытий. В установках электроннолучевого нагрева металл нагревается потоком электронов, генерируемым специальным устройством — электронной пушкой (рис. 5.16). Радиальная электронная пушка состоит из катода 1, прикатодного электрода 2 и анода 3. Наряду с радиальными используют и акс
Рис. 5.16. Радиальная электронная пушка
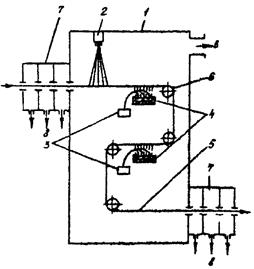
Поскольку получить плотный, не рассеивающийся в пространстве поток электронов можно только в вакууме при давлении менее 10-2, то электронно-лучевые установки являются вакуумными. На пути от источника электронов до поверхности нагреваемого объекта электроны разгоняются электрическим полем до скорости 50...100 тыс. км/с. приобретая энергию 5…40 кэВ. При встрече с поверхностью металла поле движущегося электрона вызывает возмущение поля ионов в узлах решетки металла, в результате чего усиливается колебательное движение ионов, то есть повышается температура металла, а электроны тормозятся. Глубина проникновения электрона в металле определяется энергией падающего электрона, пропорциональной квадрату ускоряющего напряжения и плотностью металла: δ = 2,1∙ 1012 ∙ ( V2/ρ), см, (5.6) где V— ускоряющее напряжение, В; 6; ρ — плотность металла, г/см3. Из этой формулы следует, что мощность пучка электронов поглощается очень тонким поверхностным слоем металла. Так, при ускоряющем напряжении 40 кВ глубина проникновения электронов в сталь составляет 5 мкм. Следовательно, электронный нагрев является ярко выраженным поверхностным нагревом, а передача тепла основной массе металла осуществляется теплопроводностью от тонкого нагретого поверхностного слоя. Однако при проникновении электронов в металл не вся их энергия передается металлу. В результате взаимодействия с ионами решётки траектория движения электронов изменяется, и при определённых условиях электроны могут отразиться, унося с собой часть энергии. Средняя доля энергии, уносимой отраженными электронами, составляет 35...45% первоначальной энергии. При этом потеря мощности в результате отражения электронов может достигать 20% мощности бомбардирующего электронного пучка. При резком торможении электронов часть их энергии теряется также в виде излучения. Кроме того, заметные потери мощности могут происходить также на пути электронного луча от катода до поверхности металла. Эти потери слагаются из потерь энергии отдельных электронов при столкновении их с частицами газа и потерь, возникающих в результате взаимодействия электронного луча с ионизированным остаточным газом. Таким образом, потери энергии луча на пути к поверхности металла зависят от длины пути, силы тока луча, скорости электронов и концентрации частиц в газовой фазе (давления). Три первых параметра определяются конструкцией установки и не могут быть изменены произвольно. В одних и тех же установках потеря по длине луча определяются степенью разряжения. При давлении остаточных газов 0,1 Па они могут достигать 20...30% мощности луча и резко возрастают с повышением давления. Для термообработки металлической ленты разработаны электроннолучевые установки ЭСТ-150 и ЭСТ-300. Электропечь ЭСТ-150 предназначена для высокотемпературного отжига металлической ленты с использованием одной аксиальной электронной пушки мощностью 15O кВт (ряс. 5.17). Электропечь состоит из нагревательной камеры 1 с электронно-лучевой пушкой 2 для нагрева ленты, системы направляющих роликов 6, плосколучевых электронных пушек 3 для испарения из тиглей 4 металла, наносимого на ленту 5. На входе и выходе рабочей камеры установлены многопозиционные динамические вакуумные уплотнения 7. Откачка из камер производится по каналам 8 вакуумной системы. Давление в печи поддерживают в пределах 1...60 мПа.
Рис. 5.17 Схема электронно-лучевой печи для термообработки ленты и нанесения на нее покрытий
В печи проводится термическая обработка ленты толщиной 0,02...0,35 мм и шириной до 125 мм. Конструкция печи ЭСТ-300 аналогична печи ЭСТ-150. Наибольший диаметр загружаемого рулона 1200 мм, ширина ленты до 125 мм, толщина — 0,02...0,15 мм. Скорость перемещения ленты регулируется в пределах от 1 до 30 м/мин. Печь имеет две электронные пушки мощностью до 150 кВт. При термообработке ленты преимущество метода заключается в быстроте достижения необходимой степени нагрева, отсутствии источников загрязнения, лёгкой управляемости и экономичности процесс. Электройнно-лучевой нагрев применим также для отжига электротехнических сталей и слецсплавов. Для повышения производительности печи могут оборудоваться динамическими вакуумными уплотнениями с целью непрерывного ввода и вывода обрабатываемой ленты в вакуумную рабочую камеру. В печах этого типа помимо высокотемпературного отжига можно осуществлять покрытие ленты металлами и окислами с целью создания защитных, сверхпроводящих, полупроводящих и других слоев.
|
Последнее изменение этой страницы: 2019-03-21; Просмотров: 143; Нарушение авторского права страницы