
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Рассчитаем припуск на чистовое шлифование.Стр 1 из 6Следующая ⇒
1. Допуск на диаметр заготовки после получистового шлифования регламентируется 9 квалитетом точности и для интервала размеров от 50 до 80 мм имеем dа = 74 мкм. 2. Составляющие На и Та после получистового шлифования согласно табл. 51 На = 10 мкм, Та = 20 мкм. 3. Составляющие Dа и rа, уменьшенные после очередной ступени обработки еще на один порядок, можно полагать равными нулю. 4. Погрешность установки (закрепления) в центрах eв = 20 мкм. Тогда припуск на чистовое шлифование
Рассчитаем операционные размеры: - после получистового шлифования Æ 60 + 0, 114 = Æ 60, 114-0, 074 мм; - после чистового точения Æ 60, 114+0, 172=Æ 60, 29-0, 120 мм; - после получистового точения Æ 60, 29+0, 61=Æ 60, 9-0, 30 мм. Диаметр заготовки: Æ 60, 9 + 8, 2 = Æ 69 Назначим опытно-статистическим методом промежуточные размеры на обработку отверстия Æ 20Н8. При этом будем пользоваться методикой, изложенной в книге [17]: Обработка металлов резанием. Справочник технолога. М., " Машиностроение", 1988. Согласно табл. 5, с. 585, для обработки отверстия Æ 20Н8 выбирают следующую последовательность переходов: - сверление; - чистовое растачивание или зенкерование; - предварительное развертывание; - чистовое развертывание. 1. Для номинального размера отверстия Æ 20 мм выбираем сверло Æ 18 мм. 2. Чистовое растачивание производим в размер Æ 19, 8+0, 13 мм. В случае, если технолог отдал предпочтение зенкерованию, следует выбирать зенкер с размером Æ 19, 75+0, 13 мм. 3. Для предварительного развертывания выбираем развертку с допуском на диаметр по 8 квалитету точности Æ 19, 94+0, 033 мм. 4. Для чистового развертывания выбираем развертку диаметром, равным номинальному диаметру отверстия, и допуском по 8 квалитету точности: Æ 20+0, 033 мм. 5.9. Опытно-статистический метод расчета припусков на механическую обработку поковок и отливок по ГОСТ 7505-89 и ГОСТ 26645-85 5.9.1. Определение припусков на механическую обработку поковок стальных штампованных Последовательность определения припусков. 1. Выбрать класс точности поковки (табл. 19, с. 28). 2. Установить группу стали (табл. 1, с. 8). 3. Определить расчетную массу поковки (с. 8). 4. Определить массу геометрической фигуры, в которую вписывается форма поковки. 5. Определить степень сложности поковки (с. 30). 6. Установить форму поверхности разъема штампа (табл. 1, с. 8). 7. Установить исходный индекс (табл. 2, с. 10). 8. Определить технологические базы при механической обработке заготовки. 9. Начертить эскиз предполагаемой заготовки с простановкой размерных линий. 10. Определить односторонний основной припуск (табл. 3, с. 13). 11. Определить дополнительный припуск (табл. 4–6, с. 14, 15). 12. Определить размеры заготовки. 13. Установить допускаемые отклонения размеров поковки (табл. 8, с. 18). Все данные таблиц необходимо использовать с учетом примечаний к этим таблицам. Пример. Определить припуски на механическую обработку и размеры заготовки ползуна ЛМ. 10.00.001, выполненной из стали 40Х ГОСТ 4543-71 (рис. 41), получаемой открытой штамповкой на кривошипном горячештамповочном прессе.
Рис. 41. Рабочий чертеж ползуна 1. Поковке, получаемой открытой штамповкой на кривошипном горячештамповочном прессе, соответствует класс точности Т4 (табл. 19). 2. Материал поковки сталь 40X. Согласно ГОСТу она содержит: С – 0, 36–0, 44 %, Si – 0, 17–0, 37%, Mn – 0, 5-0, 8%, Cr – 0, 8–1, 1%. Средняя доля углерода составляет 0, 4%, а суммарная доля легирующих элементов (0, 27 + 0, 65 + 1) = 1, 92%. Согласно табл.1 сталь 40Х относятся к группе М2. 3. Величина расчетной массы поковки (с. 8) МПР=МДКР, где МД – масса детали, кг; КР – коэффициент по табл. 20 на с. 31; КР = 1, 3...1, 6. Принимаем КР = 1, 4, МПР = 3, 1 · 1, 4 = 4, 3 кг. 4. Деталь можно вписать в цилиндр диаметром 55 мм и длиной 358 мм. Согласно п. 3 на с. 30 габаритные размеры фигуры следует увеличить в 1, 05 раза, так как они определяют положение обработанных поверхностей детали. Таким образом, DФ = 55× 1, 05 = 57, 75 мм, LФ = 358× 1, 05 = 375, 9 мм. Объем описанного цилиндра
Масса цилиндра МФ = QVФ, где Q = 7, 85 г/см3 – плотность конструкционной стали, МФ = 7, 85 · 984 = 7725 г. Отношение 5. Согласно п. 4 степень сложности поковки – С2. 6. Конфигурация поверхности разъема штампа для вала является плоской и обозначается буквой П (с. 8). 7. Исходный индекс определяем по табл. 2 для массы поковки от 3, 2 до 6 кг при группе стали М2, степени сложности С2 и классе точности Т4. Исходный индекс – 13. 8. Эскиз предполагаемой заготовки с размерными линиями и технологическими базами показан на рис. 42: I – I – главная технологическая база; II – II – вспомогательная технологическая база. Рис. 42. Заготовка ползуна, полученная открытой штамповкой 9. Односторонний припуск на механическую обработку включает основной и дополнительные припуски. Основной припуск определяем в зависимости от параметров шероховатости Ra и размеров детали, проставленных по той же системе, как у заготовки (рис. 42). Согласно табл. 3 линейному размеру Z1 = Z2 = 2, 5 мм. Аналогично Z3 = 2, 5 мм; Z4 = 1, 8 мм. Согласно п. 1.10.2 диаметр будем рассматривать как толщину, как размер элемента, полученного в обеих частях штампа. Согласно табл. 3 d1 = 55 мм соответствует односторонний припуск Zd1 = 2, 0 мм. Аналогично d2 = 35 мм, Zd2 = 2, 0 мм; d3 = 45мм, Zd3 = 2, 0 мм. 10. Дополнительный припуск, учитывающий смещение по плоскости разъема штампа, Zсм = 0, 3 мм (табл. 4, с. 14). Дополнительный припуск, учитывающий изогнутость и отклонение от прямолинейности, Zn = 0, 6 мм (табл.5, с. 14). Общий дополнительный односторонний припуск ZД = Zсм + Zn = 0, 3 + 0, 6 = 0, 9 мм. 11. Определяем размеры поковки. Линейные размеры: L1 = L2 = L3 = Диаметры поковки: D1 = d1 + 2( Zd1 + ZД) = 55+2(2+1, 8) = 62, 6 мм; D2 = d2 + 2( Zd2 + ZД) = 35+2(2+1, 8) = 42, 6 мм; D3 = d3 + 2( Zd3 + ZД) = 45+2(2+1, 8) = 52, 6 мм. Объем поковки
Масса поковки М n = QVn = 7, 86 · 601 = 4720 г. Так как масса поковки находится в интервале от 3, 2 до 5, 6 кг, то пересчет припусков не требуется. 12. Устанавливаем допустимые отклонения размеров поковки (табл. 8). Линейные размеры:
Диаметральные размеры
Согласно п.п. 5, 3, (с. 16) другие диаметры равны:
Проставим размеры на эскизе заготовки (рис. 42).
5.9.2. Определение припусков на механическую обработку отливок по стандарту ГОСТ 26645-85 Определение припусков на механическую обработку, размеров и параметров точности отливок из металлов и сплавов производим по стандарту ГОСТ 26645-85. Последовательность определения припусков: 1. Установить класс размерной точности отливки (табл. 9, с. 32). 2. Определить степень точности поверхностей отливки (табл. 11, с. 36). 3. Определить ряд припусков (табл.14, с. 43). 4. Установить уровень точности обработки (табл. 15, с.44). 5. Определить общие допуски на размер элементов отливки (табл. 1, с. 2) с учетом п. 2.2 (с. 3). 6. Определить вид обработки (табл.7, с. 28). 7. Определить общий пропуск на сторону (табл.6, с. 10) с учетом п. 4.2 (с.7). 8. Определить размеры отливки. 9. Определить массу отливки. 10. Установить класс точности массы отливки (табл. 13, с. 40). 11. Установить шероховатость поверхностей отливки (табл. 12, с. 39). 12. Обозначить нормы точности отливки в соответствии со стандартом (п. 5.1, с. 29), Пример. Определить припуски на механическую обработку, размеры и параметры точности отливки поршня ЛМ 01.01.003 (рис. 43). Заготовку получают литьем в металлическую форму (кокиль) без песчаных стержней и обрабатывают на станках нормальной степени точности в условиях мелкосерийного производства. Заготовку подвергают термической обработке. Материал заготовки – чугун СЧ20 ГОСТ 1412-85. Первоначальными базирующими поверхностями являются наружная цилиндрическая поверхность и правый торец. При выполнении последующих операций базирование производится по наружной и внутренней цилиндрической поверхностям и левого торца.
Рис. 43. Рабочий чертеж поршня 1. Класс размерной точности отливки с наибольшим габаритным размером, равным 125 мм и с учетом примечания 1 на с. 34 принимаем равным 9 т (табл. 9). 2. Степень точности поверхности по табл. 11 – 7¸ 12. С учетом примечания на с. 38 принимаем 10 степень точности поверхности отливки. 3. Ряд припусков по табл. 14 с учетом примечания 1 на с. 43 принимаем равным 5. 4. Уровень точности обработки с учетом неавтоматизированного производства при нормальной точности станков принимаем пониженным. 5. Допуски на размеры с учетом того, что отливка образуется полуформой и стержнем, определяем по табл. 1:
диаметру D1 (125 мм) соответствует допуск Т D1 = 2, 0 мм, D2 (87 мм) соответствует допуск Т D2 = 1, 8 мм, D3 (78 мм) соответствует допуск Т D3 = 1, 8 мм, D4 (50 мм) соответствует допуск Т D4 = 1, 6 мм; длине L1 (70 мм) соответствует допуск Т L1 = 1, 8 мм, L2 (18 мм) соответствует допуск Т L2 = 1, 2 мм, L3 (35 мм) соответствует допуск Т L3 = 1, 4 мм, Определяем отношение допусков размера детали и соответствующего размера отливки:
В соответствии с табл. 7 для получения размеров Æ 125 и Æ 50 необходимо произвести тонкую механическую обработку, Æ 87 и Æ 78 – черновую обработку. При обработке линейных размеров достаточно произвести черновую обработку. 7. Общий припуск на сторону определяем с учетом п. 4.2.1, где рекомендуется припуски на диаметральные размеры и противоположные поверхности, используемые в качестве взаимных баз, назначать по половинным значениям общих допусков отливки. Тогда Согласно табл. 6 диаметру D1 при тонкой механической обработке и табл. 5 ряду припусков отливки соответствует общий припуск на сторону Z125 = 1, 9 мм. Аналогично Z81 = Z78 = 1, 1 мм; Z50 = 1.6 мм; Z70 = 1, 1 мм; Z18 = 1, 3 мм; Z35 =1, 5 мм. 8. Размеры отливки: D1 = d1 + 2 Z125 = 125 + 3, 8 = 128, 8 мм; D2 = d2 – 2 Z87 = 87 – 2, 2 = 84, 8 мм; D3 = d3 – 2 Z78 = 78 – 2, 2 = 75, 8 мм; D4 = d4 – 2 Z50 = 50 – 3, 2 = 46, 8 мм; L1 = L2 = L3 = С учетом отклонений D1 = 128, 8 ± 1мм; D2 = 84, 8 ± 0, 9 мм; Размеры наносим на чертеж отливки (рис. 44).
Рис. 44. Заготовка поршня 9. Объем отливки
Масса отливки M= QV, где Q = 7, 4 … 7, 6 г/см3 – плотность серого чугуна. Принимаем Q = 7, 5 г/см3. Тогда M = 7, 5 · 893, 3 = 6699, 75 г 10. Класс точности массы отливки по табл. 13 с учетом примечания принимаем равным 8. 11. Шероховатость поверхности отливки по табл. 12 для 10 степени точности Ra = 16 мкм. 12. Условные обозначения точности отливки 9т класса размерной точности, 0 степени коробления, 10 степени точности поверхности, 8 класса точности массы. Точность отливки 9т-0-10-8 ГОСТ 26645-85.
6. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ ОПЕРАЦИЙ 6.1. Основные положения Технические нормы времени устанавливают для каждой операции в соответствии со спроектированным технологическим процессом с учетом определенных организационных условий. Технические нормы времени устанавливают методом технического расчета по нормативам времени, исходя из типового содержания операции, расчлененной до приемов или комплекса приемов. Установление нормы времени требует разработанного технологического процесса по операциям и переходам с учетом паспортных данных станков. Определение нормы времени производят в следующей последовательности: 1. Для каждого перехода в соответствии с нормативами и паспортными данными станка рассчитывают режимы резания (по одной из книг [30–32]). 2. На основании режима резания рассчитывают основное время to обработки на каждом переходе. 3. Для каждого перехода устанавливают содержание вспомогательной работы по приёмам или комплексам приёмов и определяют по нормативам продолжительность вспомогательного времени t в (по книге [33]). 4. По нормативам определяют время t обс организационно-технического обслуживания, подготовительно-заключительное tпз и to тд на отдых и личные надобности [33]. 5. Определяют штучное время. Штучное время рассчитывают по формуле
где 6. Определяют штучно-калькуляционное время.
где Сумму основного и вспомогательного времени называют оперативным временем. 6.2. Расчет режимов резания Установление рациональных режимов резания при любом виде механической обработки (точение, фрезерование, сверление, шлифование и др.) заключается в выборе оптимального сочетания глубины резания, подачи и скорости резания, обеспечивающих наибольшую производительность при соблюдении всех требований, предъявляемых к обрабатываемой детали. Расчет режимов резания выполняют в следующей последовательности [30].
1. Устанавливают глубину резания t. При черновой (предварительной) обработке назначают по возможности максимальную t (мм), равную всему припуску на обработку или большей части его; при чистовой (окончательной) обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности. 2. Выбирают подачу s (мм/об). При черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности технологической системы станок-приспособление-инструмент-заготовка, погрешности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности. Выбранную по таблицам подачу согласуют с подачами по паспорту станка. 3. Выбирают период стойкости инструмента Т – период работы инструмента до затупления (мин), приводимый в таблицах для различных видов обработки, соответствует условиям одноинструментной обработки. При многоинструментной обработке период стойкости Т следует увеличивать. Он зависит прежде всего от числа одновременно работающих инструментов, отношения времени резания к времени рабочего хода, материала инструмента, вида оборудования. 4. Скорость резания V (м/мин) рассчитывают по эмпирическим формулам, установленным для каждого вида обработки, которые имеют общий вид
где T – период стойкости инструмента, мин; m, x, y – показатели степени;
важнейшими из них, общими для различных видов обработки, являются:
Значения коэффициента 5. Расчет частоты n вращения шпинделя станка. Например, для продольного точения по формуле
где D – диаметр обрабатываемой поверхности заготовки. 6. Принятие частоты вращения шпинделя ncт по паспорту станка и расчет фактической скорости резания Vф, соответствующей ncт
6.3. Определение основного технологического времени Основным технологическим временем называют время, в течение которого при обработке происходит изменение размеров и формы заготовки при изменении состояния её поверхности. Основное технологическое время перехода, которое в дальнейшем будем для краткости называть основным временем, рассчитывают по формуле
где Расчетную длину обработки рассчитывают по формуле:
где Основное время при точении, сверлении, зенкеровании
где Эскизы, поясняющие расчет и задание составляющих величины
Рис. 45. Длина врезания и перебега резца при точении
Рис. 46. Длина врезания и перебега инструмента при сверлении Основное время при фрезеровании
где
Эскиз, поясняющий расчет и задание составляющих величины
Рис. 47. Длина врезания и перебега инструмента при фрезеровании 6.4. Определение вспомогательного времени В состав вспомогательного tв времени включают: ¾ время, связанное с установкой, закреплением, выверкой, раскреплением и снятием детали; ¾ время управления станком; ¾ время перемещения частей станка; ¾ время измерения детали; ¾ время на смену положения режущего инструмента, обусловленной выполнением технологического процесса. При нормировании указанные приемы объединяют в комплексы приемов. В соответствии с этим разработан ряд нормативов времени для нормирования вспомогательного времени [33]. Нормативы времени для нормирования комплекса приемов, связанных с установкой и снятием детали, зависит от массы заготовки, типа приспособления, наличия и степени сложности выверки, характера базирующих поверхностей заготовки, способа базирования, количества зажимов. Нормативы времени для нормирования комплекса приемов, связанных с переходом, включают время на: 1. Приемы управления станком, к которым относят включение подачи, пуск и останов станка. 2. Приемы перемещения частей станка, к которым относят подвод к обрабатываемой поверхности и установку на размер инструмента, возвращение его в исходное положение. Продолжительность выполнения этих приемов зависит от размера обрабатываемой поверхности, определяющей расстояние перемещения инструмента, размеров станка и др. К приемам вспомогательного времени, не вошедшим в предыдущий комплекс, относят: ¾ приемы, связанные с изменением частоты вращения шпинделя и подачи; продолжительность этих приемов зависит от способа управления и размеров станка; ¾ приемы смены инструментов, продолжительность которых зависит от типа инструмента, конструкции держателей, патронов, оправок и т.п.; ¾ приемы, связанные с поворотом и перемещением частей станка и приспособлений; продолжительность этих приемов в основном зависит от конструкции механизмов управления и размеров станка. Нормативы вспомогательного времени на измерение предусматривают применение как универсальных, так и специальных измерительных инструментов. Ими следует пользоваться для определения времени на контрольные промеры детали после ее обработки. 6.5. Определение времени на обслуживание рабочего места, отдых и личные надобности Время на обслуживание рабочего места tобс. подразделяют на время технического обслуживания tт.о. и время организационного обслуживания tо.о., и приводится в нормативах в процентах от оперативного времени. Техническое обслуживание рабочего места предусматривает выполнение следующих работ: ¾ смену затупившегося инструмента; ¾ регулировку и подналадку станка в процессе работы; ¾ уборку стружки в процессе работы. Организационное обслуживание рабочего места предусматривает следующие работы: ¾ осмотр и опробование оборудования; ¾ раскладку инструмента в начале смены и уборка его по окончании смены; ¾ получение инструктажа у мастера в течении смены; ¾ уборку станка и рабочего места по окончании смены. Затраты времени на обслуживание рабочего места зависят от характера выполняемой работы, типа и размера станка, организационных условий данного производства. tобс. = tт.о. + tо.о. Время на обслуживание рабочего места, перерыв на отдых и личные надобности рассчитывается по формуле
где aобс и aотд – соответственно время на обслуживание рабочего места и время перерывов на отдых и личные надобности в процентах от оперативного времени toп toп= to + tв. В условиях серийного производства часто Обозначим
6.6. Определение штучно-калькуляционного времени Штучно-калькуляционным называют время, слагающееся из штучного времени и доли подготовительно-заключительного времени, приходящейся на одну деталь. Подготовительно-заключительным называют время, затрачиваемое на подготовку к обработке партии деталей и не входящее в штучное время. В состав подготовительно-заключительного времени входит: ¾ ознакомление с работой (технологической картой, чертежом и т.п.); ¾ настройка оборудования на операцию: смена и наладка установочных приспособлений, смена и регулировка режущих инструментов, настройка механизмов станка, установления требуемого режима резания; ¾ пробная обработка деталей; ¾ получение на рабочем месте заданий, материалов, заготовок, приспособлений, инструмента, сдача готовой продукции и т.п. В массовом и в ряде случаев в крупносерийном производствах доля подготовительно-заключительного времени, приходящаяся на одну деталь настолько мала, что можно считать штучное и штучно-калькуляционное время равным друг другу. В единичном производстве, при обработке одной детали, штучное время равно штучно-калькуляционному времени.
Примеры нормирования операций механической обработки приведены ниже в п. 7.5.3.1–7.5.3.4.
7. ОБЩАЯ МЕТОДИКА И ПОСЛЕДОВАТЕЛЬНОСТЬ 7.1. Выбор рациональных способов
Каждая деталь должна быть восстановлена с минимальными трудовыми и материальными затратами при обеспечении максимального срока службы детали после ремонта. Это возможно при использовании рациональных способах восстановления детали. Здесь следует учитывать, что один и тот же способ устранения дефектов в разных случаях может иметь разные варианты организации производства.
Рекомендуемая последовательность выбора способов 1. Изучить конструкцию детали. 2. Рассмотреть каждый дефект в отдельности и перечислить все возможные способы устранения с учетом конструкции детали, ее материала и производственной возможности ремонтного подразделения автопредприятия. 3. Выполнить анализ возможных способов устранения каждого дефекта в отдельности и найти, по возможности, одноименные способы для устранения нескольких дефектов. 4. В результате анализа выбрать конкретные способы устранения какого-либо дефекта в отдельности. 5. Привести обоснование выбранным способам восстановления.
Пример. Выбрать способы устранения дефектов поворотного кулака автомобиля ГАЗ-24. Дефекты: 1. Износ шейки под внутренний роликоподшипник. 2. Износ шейки под наружный роликоподшипник. 3. Срыв резьбы М24х1, 5-6Н. Возможные способы устранения. По дефекту 1: - осталивание (железнение); - хромирование; - наплавка в среде СО2; - наплавка вибродуговая; - наплавка под слоем флюса и др. По дефекту 2: способы устранения аналогичны предыдущему. По дефекту 3: – наплавка вибродуговая; – наплавка в среде СО2. При анализе способов устранения каждого дефекта выявлены два способа, пригодных для устранения всех дефектов: наплавка вибродуговая, наплавка в среде СО2, причем первый способ более предпочтителен. Таким образом, для устранения всех трех дефектов выбираем вибродуговую наплавку.
7.2. Схемы технологических процессов Технологический процесс восстановления детали составляется в виде последовательности операций по устранению дефектов детали. Для правильного составления этой последовательности предварительно должны быть составлены схемы технологического процесса. Схема технологического процесса – это последовательность операций, необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов схемы составляется на каждый дефект в отдельности. При определении числа операций надо исходить из следующих положений: - операция – законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризующаяся единством содержания и последовательности технологических переходов; - для реализации конкретного способа устранения дефекта требуются обычно подготовительные, собственно восстановительные, заключительные и контрольные операции. При устранении дефектов, связанных с износом поверхностей, подготовительные операции обычно предназначены для устранения следов износа и придания поверхности правильной геометрической формы и требуемой шероховатости поверхности. Эти операции обычно выполняется в виде станочной обработки. Припуск на обработку зависит от вида и характера износа, а также вида обработки (лезвийная или абразивная) и вида операции основного процесса (гальванические покрытие, наплавка, постановка дополнительной ремонтной детали (ДРД), напыление и др.) Заключительные операции предназначены для обработки после основной операции для придания поверхности размеров, формы, шероховатости и точности согласно техническим требованиям. Контрольные операции выполняются по необходимости. При назначении контрольных операций следует различать виды контроля в технологическом процессе. В технологических процессах могут быть три вида контроля: - внутриоперационный (в процессе выполнении операции для контроля размеров, например, непрерывный контроль при шлифовании. Для выполнения этого контроля не требуется отдельного рабочего места. Контроль в технологическом процессе является частью операции и записывается как переход; - межоперационный, выполняется как отдельная операция на своем рабочем месте, требует, как правило, специального оборудования; - контроль ОТК. Место и содержание этого контроля в технологическом процессе определяют работники ОТК. В схемах технологического процесса следует определить место межоперационного контроля. На этапе составления схем технологического процесса операциям присваивается порядковый номер внутри каждой схемы в отдельности. Наименование операции зависит от вида применяемого оборудования. Например: токарная, шлифовальная, осталивание, наплавка и т.д. Содержание операции должно быть кратким и выражено в виде наименования переходов в повелительном наклонении. Например: расточить отверстие, фрезеровать паз, наплавить шейку, править вал и т.д. На этапе составления схем содержание операции должно отражать только суть выполняемой работы. Подробности: размеры, точность, припуски и т.д. записываются в операционных картах, где операция разбивается на переходы. Например: наплавить коренные шейки коленчатого вала, сверлить 4 отверстия и т.д. В учебной маршрутной карте, составляемой в рамках технологического раздела ДП, наименование операции и содержание её переходов записываются в одной колонке таблицы (см. п. 5.6). После определения числа и последовательности операций для устранения дефекта требуется определить технологическую базу, необходимую для выполнения каждой операции в отдельности. По возможности следует использовать заводские базы. 7.3. Примеры разработки схем технологического Деталь – кулак поворотный автомобиля ГАЗ-24. Дефект – износ шейки под внутренний роликовый подшипник. Способы устранения: I способ. Осталивание. II способ. Вибродуговая наплавка. |
Последнее изменение этой страницы: 2019-03-29; Просмотров: 522; Нарушение авторского права страницы
 мкм.
мкм. мм.
мм.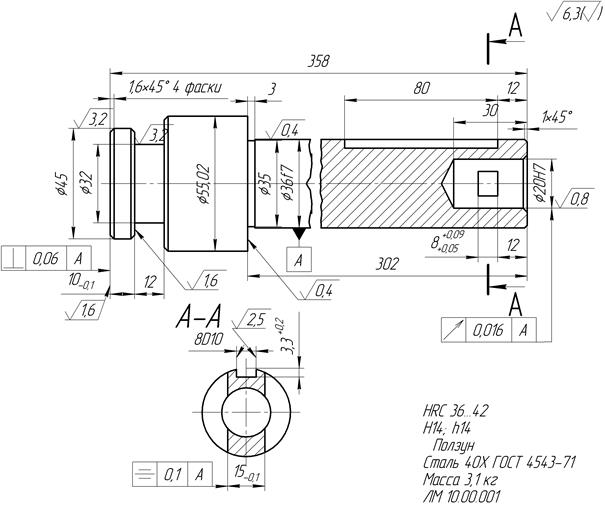
 ;
;  см3.
см3. 7, 7 кг.
7, 7 кг. ,
, 
 1 = 358, Ra = 1, 6 мкм односторонний припуск
1 = 358, Ra = 1, 6 мкм односторонний припуск







 ;
;  ;
;  ;
;  ;
;  ;
;  .
. ;
;  ;
;  ;
;  ;
;  . Допуски на размеры L2 и L3 остаются без изменений.
. Допуски на размеры L2 и L3 остаются без изменений. 1 + 2 Z70 = 70 + 2, 2 = 72, 2 мм;
1 + 2 Z70 = 70 + 2, 2 = 72, 2 мм; 
 ,
, 
 ,
,  основное технологическое время;
основное технологическое время;  вспомогательное время;
вспомогательное время;  время организационно-технического обслуживания;
время организационно-технического обслуживания;  время на отдых и личные надобности.
время на отдых и личные надобности. ,
,  подготовительно-заключительное время;
подготовительно-заключительное время;  количество деталей в партии;
количество деталей в партии;  ,
,  – эмпирический коэффициент;
– эмпирический коэффициент;  – поправочный коэффициент, являющийся произведением ряда коэффициентов
– поправочный коэффициент, являющийся произведением ряда коэффициентов
 – коэффициент, учитывающий качество обрабатываемого материала (табл. 1 – 4 [30]);
– коэффициент, учитывающий качество обрабатываемого материала (табл. 1 – 4 [30]);  – коэффициент, отражающий состояние поверхности заготовки (табл. 5 [30]);
– коэффициент, отражающий состояние поверхности заготовки (табл. 5 [30]);  – коэффициент, учитывающий качество материала инструмента (табл. 6 [30]).
– коэффициент, учитывающий качество материала инструмента (табл. 6 [30]). (об/мин)
(об/мин)
 ,
,  расчетная длина обработки, мм;
расчетная длина обработки, мм;  минутная подача, мм/мин;
минутная подача, мм/мин;  число проходов.
число проходов. ,
,  – длина обрабатываемой поверхности по чертежу детали;
– длина обрабатываемой поверхности по чертежу детали;  путь врезания, который рассчитывают из геометрических соотношений;
путь врезания, который рассчитывают из геометрических соотношений;  установочный зазор, который необходим для предотвращения удара инструмента о заготовку в момент окончания его быстрого подвода. Размер
установочный зазор, который необходим для предотвращения удара инструмента о заготовку в момент окончания его быстрого подвода. Размер  выбирают равным 0.5 – 5 мм и он зависит от размера заготовки, допуска на соответствующий размер, точности позиционирования быстрого хода и др;
выбирают равным 0.5 – 5 мм и он зависит от размера заготовки, допуска на соответствующий размер, точности позиционирования быстрого хода и др;  перебег, который также задают равным 0.5 – 5 мм и который необходим для обеспечения полного формообразования всей обработанной поверхности; перебег зависит также от размера заготовки и допуска на соответствующий размер и ограничивается конструктивными особенностями зажимного приспособления.
перебег, который также задают равным 0.5 – 5 мм и который необходим для обеспечения полного формообразования всей обработанной поверхности; перебег зависит также от размера заготовки и допуска на соответствующий размер и ограничивается конструктивными особенностями зажимного приспособления. ,
,  частота вращения шпинделя;
частота вращения шпинделя;  подача на оборот.
подача на оборот. , показаны на рис. 45 и 46.
, показаны на рис. 45 и 46.

 ,
,  подача на зуб фрезы;
подача на зуб фрезы;  число ее зубьев.
число ее зубьев.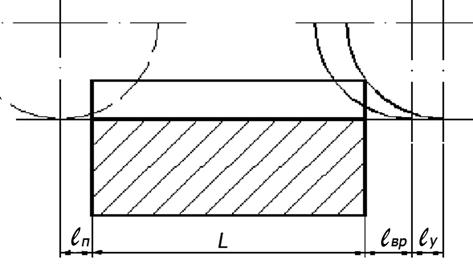
 мин
мин и
и  задаются в размере к = 5…9 % от
задаются в размере к = 5…9 % от  , т.е.
, т.е. 
 где tд – дополнительное время,
где tд – дополнительное время, 