|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет производительности гильотинных ножниц
Техническая характеристика станка НГ-30
где τ 1 = 6 с – продолжительность ручных операций на одну подобранную пачку кускового шпона; τ 2 = 4 с – продолжительность машинной обработки одной пачки; q - средний объем одной пачки;
Кр = 0, 95 – коэффициент использования рабочего времени смены;
Принимаем n = 1 Коэффициент загрузки
Техническая характеристика станка РС-5
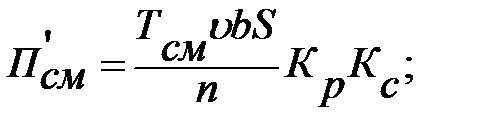
где υ = 10 м/мин – скорость подачи шпона [1, таблица 27]; Кр = 0, 96 – коэффициент использования рабочего времени смены; Кс = 0, 96 – коэффициент проскальзывания шпона; b = 1, 6 м – ширина листа сухого форматного шпона; S = 0, 0015 м – толщина кускового шпона; n – число клеевых швов в форматном листе шпона
где bn = 0, 25 м – средняя ширина полосы кускового шпона.
Принимаем n = 6.
Принимаем, что объем шпона необходимого на ребросклеивание 15% тогда
Принимаем n = 1 Коэффициент загрузки Расчет кромкофуговальных станков
Техническая характеристика станка КФ-9М
Определим производительность кромкофуговального станка КФ–9М
где КВ = 0, 8 – коэффициент использования рабочего времени;
Принимаем n = 3 Коэффициент загрузки Расчет производительности оборудования для Нанесения клея на шпон, холодной подпрессовки пакета, склеивания фанеры Расчет производительности клеенаносящих станков Барабанного типа
Техническая характеристика станка КВ28-1
Определим сменную производительность клеенаносящего станка барабанного типа КВ28–1 при выполнении операции нанесения клея на внутренние листы шпона, сборки их в пакет
где τ 4 = 7 с – время на один лист наиболее продолжительной операции цикла нанесения клея на лист шпона, укладки его в пакет; τ 5 = 1, 5 с – косвенные затраты времени на один лист пропускаемого через станок шпона при нанесении на него клея и укладке его в собираемый пакет;
Принимаем n = 6 Коэффициент загрузки |
Последнее изменение этой страницы: 2019-03-29; Просмотров: 971; Нарушение авторского права страницы

 – соответственно средняя длина, ширина и толщина кускового шпона;
– соответственно средняя длина, ширина и толщина кускового шпона;