|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы сушки изоляции электрических машин.
Сушку изоляции выполняют: внешним нагревом, нагревом от тока постороннего источника, индукционным методом, током короткого замыкания в генераторном режиме, на «ползучей скорости» (для двигателей постоянного тока) и вентиляционными потерями.
В том случае, если один из перечисленных способов не создает необходимой для сушки температуры или обогрев происходит неравномерно, применяют комбинированную сушку. При этом одновременно используют не один, а какие-либо два способа. Сушка внешним нагревом.
Для внешнего нагрева машин применяют чугунные сопротивления или ящики сопротивлений, а также специально изготовленные нагреватели, которые располагают под машиной таким образом, чтобы исключить возможность местных перегревов от прямого излучения тепла или чрезмерно близкого размещения нагревателя.
Во время сушки следят за тем, чтобы температура горячего воздуха, поступающего в машину, не превышала 90 °С, а температура обмоток в наиболее нагретой части — 70 °С. Температуру замеряют термометрами, установленными на патрубке воздуходувки и в наиболее нагретой части обмотки, а в крупных электрических машинах — встроенными температурными индикаторами (термопарами). Этот способ применяют для сушки сильно отсыревших машин.
Сушка нагревом от тока постороннего источника.
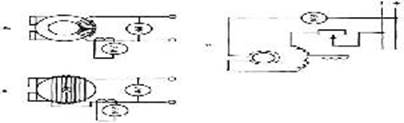
Для сушки машин этим способом применяют ряд схем. Ниже рассматриваются только наиболее распространенные из них. Синхронные машины сушат последовательным подключением всех трех фаз и ротора (при близких значениях тока ротора и статора) к источнику постоянного тока (рис. 5, а). Ток сушки должен составлять 0,5—0,7 /ном ротора.
Асинхронные двигатели сушат трехфазным током в режиме КЗ. Для этого ротор затормаживают, а его обмотку закорачивают на кольцах специальной перемычкой (во избежание подгорания колец). Ток сушки поддерживают не более 0,7/ном, следовательно, подводимое напряжение должно быть не более 0,7 напряжения КЗ.
Сушка индукционным способом.
Может быть рекомендована для всех электрических машин. При данном способе применяют одну из двух разновидностей сушки: потерями в активной, стали статора или потерями в корпусе статора. Нагревание производят за счет создания переменного магнитного потока путем накладывания на статор намагничивающей обмотки, питаемой однофазным током.
В первом случае обмотку накладывают таким образом (рис. 1, б), что благодаря значительной разнице магнитных проводимостей корпуса и активной стали в корпус ответвляется большой магнитный
поток. Во втором случае намагничивающую обмотку накладывают так, как показано на рис. 1, в.
53. Требования к контактным соединениям. Назначение цинково-вазелиновой пасты. Способы соединения проводов и жил кабелей Соединение плоских контактных поверхностей (шин прямоугольного сечения или наконечников с плоскими выводами электротехнических устройств), выполненных из меди и ее сплавов или из твердых алюминиевых сплавов, не требуют применения средств стабилизации и выполняются при помощи стальных крепежных изделий, защищенных от коррозии. Допускается применение вороненых стальных болтов, гаек и шайб. Соединение алюминиевых шин между собой или с плоскими выводами электротехнических устройств, а также с другими проводниками, выполненными из меди и ее сплавов или из твердых алюминиевых сплавов, должно выполняться с применением средств стабилизации, одного из нижеперечисленных: 1) крепежных изделий из цветных металлов с коэффициентом линейного расширения от 18-10-6 до 21-10-6 1/°С (латунь); 2) тарельчатых пружин; 3) металлических покрытий рабочих поверхностей алюминиевых проводников; 4) переходных медно-алюминиевых пластин (медно-алюминиевых наконечников) или переходных пластин и наконечников из твердого алюминиевого сплава. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин соединяются с алюминиевыми шинами сваркой. При применении средств стабилизации по пунктам 2,3,4 контактные соединения также выполняются при помощи стальных крепежных изделий, защищенных от коррозии. К штыревым выводам, выполненным из меди или латуни, присоединение проводников из меди или из твердых алюминиевых сплавов выполняется без средств стабилизации, а алюминиевых проводников - с применением средств стабилизации: при токах до 630 А - с использованием крепежных деталей из латуни, а при токах более 630 А - с использованием металлических покрытий (п. 3) или переходных пластин (п.4). Защитные цинко-вазелиновая и кварце-вазелиновая пасты представляют собой смесь технического вазелина (50%) с порошком цинка или кварцевого песка (50%). Пасты обладают способностью разрушать оксидную пленку при сборке контактов при помощи введенных в технический вазелин тонко раздробленных твердых наполнителей (порошок цинка или песка). ПУЭ: п2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями |
Последнее изменение этой страницы: 2019-03-31; Просмотров: 425; Нарушение авторского права страницы