|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор технологической схемы производстваСтр 1 из 7Следующая ⇒
Сырьевые материалы Портландцемент по ГОСТ 10178-85. Технические требования: не должен содержать добавок трепела, трасов, глинита, опорки и глиежа. Содержание трех кальциевого силиката не менее 50 процентов трех кальциевого алюмината не более шести процентов. Начало схватывания - не ранее двух часов, конец - не позднее четырех, после затворения . Органический заполнитель - применяется измельченная древесина из отходов лесозаготовок, соответствующая требованиям ГОСТ 19222-84. Измельченная древесина должна удовлетворять следующим требованиям: · размеры древесных частиц не должны превышать по длине 40, по ширине 10 мм, а по толщине 5 мм; · показатель пригодности (удельный расход цемента на единицу прочности арболита при сжатии) должен быть не более 15; · содержание водорастворимых редуцирующих веществ не должно быть более 2%. Фракционный состав органического заполнителя должен находиться в пределах, указанных в таблице 1.1.
Таблица 1.1 Фракционный состав органического заполнителя
Среднее значение коэффициента формы частиц не должно быть более восьми. Количество частиц с коэффициентом формы более восьми не должно превышать 20% для остатка на сите с отверстиями размером 20 мм и 10 % для остатков на ситах 10 и 5 мм. Натриевое жидкое стекло по ГОСТ 24211-80. Нейтрализуют действие вредных водорастворимых веществ древесины (сахаристые вещества, смоляные кислоты) и ускоряют процесс твердения арболита. Технические характеристики жидкого стекла: - двуокиси кремния 21-24 %; -окиси кальция макс. 0,2 %; - силикатный модуль 2,7-3,4 %; - плотность 1,28-1,34 г/см3. Хлорид кальция по ГОСТ 450-77 ХК. Применяется как ускоритель твердения. Размер частиц хлористого кальция, выпускаемого в виде чешуек и гранул, не должен превышать 10 мм. Допускается в жидком хлористом кальции, изготовляемом в течение года по безупарочному способу, массовая доля хлористого кальция не менее 32 %, а в продукте, изготовляемом другими способами в период с октября по апрель (включительно), массовая доля хлористого кальция - не менее 30 %. Химические добавки допускаются к применению только в виде комплексных добавок (в пересчете на сухое вещество): жидкое стекло и хлорид кальция в соотношении 2 : 1по массе в количестве 4 - 6 % от массы цемента. Вода по ГОСТ 23732-79. Технические требования: вода не должна содержать пленки нефтепродуктов, жиров, масел. Также в воде не должно быть окрашивающих примесей. Окисляемость воды не должна быть более 15 мг/л. Водородный показатель воды (pH) не должен быть менее 4 и более 12,5. Вода не должна содержать также примесей в количествах, нарушающих сроки схватывания и твердения цементного теста и бетона, снижающих прочность и морозостойкость бетона. Дозирование материалов при изготовлении арболитовой смеси должно производиться с точностью: цемента ±2 % по массе; древесной дробленки
Оптимальным В/Ц отношением при Д/Ц=0,6 является отношение В/Ц=1,1. Способ прессования Принципиальная схема производства изделий из арболита методом горизонтального прессования приведена на рис 3.1.1. Формовочная технологическая линия представляет собой тележечный конвейер с приводом и тележкой, на которой находится форма. Тележка с помощью привода устанавливается под бункером для раствора и арболита. На этом посту в форму укладывают последовательно нижний слой фактурного раствора, арболитовую смесь и верхний слой раствора. Затем тележка с формой, в которой изделие зафиксировано съемной крышкой, перемещается на пост уплотнения, оснащенный вибропрессом, откуда по завершении уплотнения перемещается на пост выдержки. Изделие в форме снимается, и на тележку устанавливается другая форма. После этого цикл повторяется. [7]
Рис. 3.1.1 - Метод прессования.
Расчет материального потока Режим работы предприятия Годовой фонд рабочего времени технического оборудования рассчитывается по формуле: Тф = (Тн - Тр)*n*t*Ки (5.1.1) где Тф – годовой фонд рабочего времени, ч; Тн – количество рабочих суток в год, Тн=260 сут.; Тр – длительность плановых остановок в сутках на ремонт оборудования, Тр=7; n – количество рабочих смен, n=2; t - продолжительность рабочей смены, t= 8 час.; Ки – коэффициент использования технологического оборудования, Ки=0,92.
Тф=(260-7)*2*8*0,92 = 3724 ч [3] Для расчета материального потока уточняется деление производного процесса на технологические зоны и нормы неизбежных потерь материалов по зонам. Зона 1: транспортно-сырьевой участок. Потери цемента 1%, древесины 1,5%, химических добавок 0,1%, песка 2%. Зона 2: склады сырья, потери цемента 1%, песка 2%, химических добавок 0,1%, древесины 1,5%. Зона 3: бетоносмесительный узел, потери арболитовой смеси 1%. Зона 4: формовочная линия, потери арболитовой смеси 0,5%. Зона 5: участок термической и доводки изделий, потери 0,5%. Зона 6: склад готовой продукции, потери 0,5%.
Пn=Пn+1/(1-Qn /100) (5.1) где Пп – производительность в зоне n, м3/год; Пп+1 – производительность в зоне, следующей за рассчитываемой (для зоны 6: П6+1=Пзавод), м3/год; Qп – производственные потери в зоне, %.
Ц²= (Пз*Ц /(1-Qц/100) ) + Цф ; (5.2) П²= Пф*П/(1- Qц /100) ; (5.3) Др²= Пза * Др /(1- Qр /100) ; (5.4) Дб²= Пза * Дб /(1- Qб /100) , (5.5)
где Ц², П², Др² и Дб² – потребности в материалах, соответственно в цементе, песке, древесной дробленке и химической добавке; Пз – производительность в данной зоне; Ц, П, Др и Дб – соответственно расход цемента, песка, древесины и химической добавки на 1м³ условного бетона, м³; Qц,Qп,Qр,Qб – соответственно потери цемента, песка, древесины и химической добавки (для зон 1 и 2).
Суточные (м3/сут) и часовые (м3/ч) производительности в зонах рассчитываются по формулам:
Псут=Пп/((Тн-Тр)*Ки) ; (5.6) Пч=Пп/Тф , (5.7) где Тн – нормальное количество рабочих суток в гад , Тн=260 сут; Тр – длительность плановых остановок на ремонт, Тр=7 сут; Тф – годовой фонд рабочего времени оборудования, Тф= 3724 ч; Ки – коэффициент использования технологического оборудования, (для поточно-агрегатных Ки=0,92). [3]
Для 1-го изделия: Vф.слоя = (0,01 + 0,015)*0,39*0,188 = 0,0018м³ Для всех изделий: Vф.слоя∑ = Пза* Vф.слоя /0,39*0,19*0,188 (5.8)
Песок речной для фактурного слоя принимаем со следующими характеристиками: - насыпная плотность песка, ρнп = 1,52 т/м³; - истинная плотность песка, ρп= 2,51 т/м³; [4]
В соответствии с [5] ориентировочный расход портландцемента М400 при марке раствора 75 составляет 240 кг на 1 м³ раствора. Ориентировочный расход воды, л на 1 м³ растворной смеси, определяется по формуле: В= 0,75*Цф (5.9) В=0,75*240= 180 л.
Расход песка на 1 м³ растворной смеси рассчитывается по формуле: П= 1/((Vп.п×α/ρнп) + 1/ρп ) , (5.10) где Vп.п – пустотность песка в рыхлом состоянии: Vп.п = 1 – ρнп / ρп ; (5.11) ρнп, ρп – соответственно насыпная и истинная плотность песка, т/м³; α – коэффициент раздвижки зерен песка. Для растворных смесей подвижностью 6-10см α=1,2. [5,стр.14-15] Vп.п = 1 – 1,52/2,51 = 0,39 П =1/((0,39×1,2/1,52) + 1/2,51) = 1,42 т/м³ Цф/Цф : В/Цф : П/Цф = 0,24/0,24 : 0,18/0,24 : 1,42/0,24 = 1 : 0,75 : 6
Расчет 0-ой зоны: По = 20000 м³/год; Пºсут = 20000/(260-7)*0,92 = 72,73 м³/сут; Пºчас = 20000/3724 = 5,37 м³/час. Расчет 6-ой зоны: П6 = По/(1-0,5 /100) = 20000/(1-0,5/100) = 20101 м³/год; Пºсут = П6/((260-7)*0,92) = 20101/(260-7)*0,92 = 73,09 м³/сут; Пºчас = П6 /3724 = 20101/3724 =5,4 м³/час. Расчет 5-ой зоны: П5 = П6/(1-0,5 /100) = 20101/(1-0,5/100) = 20202 м³/год; П сут = П5/((260-7)*0,92) = 20202/(260-7)*0,92 = 73,46 м³/сут; П час = П5 /3724 = 20202 /3724 =5,43 м³/час. Расчет 4-ой зоны: П4 = П5/(1-0,5 /100) = 20202 /(1-0,5/100) = 20304 м³/год; П сут = П4/((260-7)*0,92) = 20304/(260-7)*0,92 = 73,83 м³/сут; П час = П4 /3724 = 20304/3724 = 5,45 м³/час. Расчет 3-ой зоны: Для арболитовой смеси: П3а = П4/(1-1 /100) = 20304/(1-1/100) =20509 м³/год; П³ сут = П3а/((260-7)*0,92) = 20509/(260-7)*0,92 = 74,58 м³/сут; П³ час = П3а /3724 = 20509/3724 = 5,51 м³/час.
Для фактурного слоя: П3ф = 20509*0,0018/0,390*0,190*0,188 = 2650 м³/год; П³ сут = П3ф/((260-7)*0,92) = 2650 /(260-7)*0,92 = 9,64 м³/сут; П³ час = П3ф /3724 = 2650 /3724 = 0,72 м³/сут; Расчет 2-ой зоны: Древесина: Др²=20509*0,24 /(1- 1,5 /100) = 4997,1 т/год;
Др,сут² =24986/(260-7)*0,92 = 90,86 м³/сут; Др,час² =24986/3724 = 6,71 м³/час; Химические добавки: Дб² =20509*0,008 /(1- 0,1/100) = 164,24 т/год; Дб,сут² =164,24/(260-7)*0,92 = 0,61 т/сут; Дб,час² =164,24/3724 = 0,044 т/час; Цемент: Ц² =20509*0,36 /(1- 1/100) + 2650*0,24/(1- 1/100) =8261 т/год; Цсут² = 8261/(260-7)*0,92 = 30,1 т/сут; Цчас² = 8261/3724 = 2,22 т/час; Песок: П² = 2650*1,42 /(1- 2/100)*1,52 = 5836,5 м³/год; Псут² = 5836,5 /(260-7)*0,92 = 24,22 м³/сут; Пчас² = 5836,5 /3724 = 1,56 м³/час. Расчет 1-ой зоны: Древесина: Др¹= Др²/(1- 1,5 /100) = 24986/(1- 1,5 /100) = 25366 м³/год; Др,сут¹= 25366/(260-7)*0,92 = 92,24 м³/сут; Др,час¹= 25366/3724 = 6,81 м³/час; Химические добавки: Дб¹= Дб²/(1- 0,1/100) = 164,24/(1- 0,1/100) = 164,4 т/год; Дб,сут¹= 164,4/(260-7)*0,92 = 0,61 т/сут; Дб,час¹= 164,4/3724 = 0,044 т/час; Цемент: Ц¹= Ц²/(1- 1/100) =8261/(1- 1/100) = 8344,4 т/год; Цсут¹= 8344,4/(260-7)*0,92 = 30,34 т/сут; Цчас¹= 8344,4/3724 = 2,24 т/час; Песок: П¹ = П²/(1- 2/100)= 5836,5/(1- 2/100) = 5955 м³/год;
Пчас¹= 5955/3724 =1,59 м³/час.
Результаты расчетов материалов на проектную производительность с учетом режима работы предприятия с технологическими потерями приведены в табл.5.1
Расчет склада цемента
Цемент на проектируемом заводе хранится в силосных складах прирельсового типа. Требуемую вместимость склада цемента находим из формулы: Vсут=(Ц²сут*n)/Кз (6.1.1) где Ц²сут – суточная потребность завода в цементе, т (см.таб.5.1); n – нормативный запас цемента, сут.(принимаем n=7сут); Кз – коэффициент заполнения емкости склада, Кз=0,9; Vсц=(30,1*7)/0,9= 234,11 т Выбираем типовой склад цемента 409-29-62.
Расчет склада заполнителей
Для хранения древесной дробленки и песка будет использоваться прирельсовый склад закрытого типа. Расчет склада производится исходя из потребности в сырьевых материалах, нормативных запасов и конкретной характеристики принятого типа склада. Расчеты сводятся к определению вместимости, площади и геометрических размеров склада. Емкость (м³) в складе для хранения каждого вида заполнителя рассчитывается по формуле:
Vс = Зсут*n* Кф*Кз , (6.2.1) где Зсут – суточная потребность предприятия в данном виде заполнителя (Дб,сут², Псут²) (см. табл.5.1); Кф- коэффициент учитывающий необходимое увеличение емкости склада при хранении нескольких фракций заполнителей (Кф=1, т.к. будет хранится только одна фракция заполнителя) Кз - коэффициент загрузки (для полубункерных складов Кз =1,2)
Vсб = 90,86*7*1*1,2 =763,22 м³ Vсп = 24,22*7*1*1,2 =203,45 м³ Общая вместимость склада заполнителей подсчитывается как сумма емкостей для хранения каждого вида заполнителя [3]. Vс = 763,22+203,45 = 966,67 м³ Предположим, что заполнитель на складе будет храниться в форме усеченного конуса, тогда: Vc=Vконуса=966,67м3 Примем h=10м, тогда Vконуса=10,5(R12+R1R2+ R22); Примем R2=5м, раскроем скобки, подставим значение Vc получим выражение 10,5*R12+52,5*R1+262,5=966,67, для удобства расчета, поделим выражение на 10,5, получим уравнение R12 + 5R1 - 67,06 = 0. Решив данное уравнение получим R1=11,06м. Площадь основания конуса, Sк=π R12 = 384,1м2
Расчет габаритов форм
Рисунок 2. Стеновой блок
V1-го изд.= 0,39*0,188*0,19 = 0,0139м3 Ширина формы определяется по формуле:
Bф =bизд*n + (n-1)*0,05 + 2*0,14 , (7.3.1) где bизд - ширина 1-го стенового блока (bизд=0,188 м); n - количество изделий по ширине (n=5).
Вф = 0,188*5 + (5-1)*0,05 + 2*0,14 = 1,5 м.
Нф= Нподд * αум+ Низд , (7.3.2)
где Нподд – высота поддона (Нподд =0,3 м); Низд – высота изделия (Низд =0,19 м).
Нф= 0,19*1,2 + 0,3 = 0,53 м.
Длина формы определяется по формуле:
Lф= Lизд *m + (m-1)*0,02 + 2*0,14 , (7.3.3) где Lизд – длина изделия (Lизд =0,39 м); m – количество изделий по длине формы (m=14);
Lф= 0,39 *13 + (13-1)*0,02 + 2*0,14 = 6 м.
Рис. 3 Форма для изделий Годовая производительность технологической линии определяется по формуле:
Р = 55,2 * С * В * Vф/Тц , (7.3.4)
В – число часов работы формовочного поста в сутки (В=16ч); Vф – объем одной формовки: Vф = n*m*V1-го изд. (7.3.5) Vф = 5*14*0,0139 = 0,9 м³; Тц – продолжительность цикла формования (Тц=15мин);
Р = 55,2 * 233 * 16 * 0,9/15 = 12395,15 м³/год Требуемое количество технологических линий определяют по формуле:
Nт.л.= Пг/(Р*Ки) , (7.3.6) где Пг – годовая производительность по данной группе изделий (20304м³/год); Ки – коэффициент использования оборудования (Ки=0,97). Nт.л.= 20304/12395,15 *0,97 = 1,59 Принимаем 2 технологические линии
Потребность цеха в металлических формах:
Nф=(Пг*Крф)/(Трф*Vф*Коф*Кио) , (7.3.7) где Пг – требуемая годовая производительность завода, м3; Трф – фактическое рабочее время работы данной линии, Трф=235 сут; Крф – коэффициент запаса форм, Крф=1,1;
Коф – коэффициент оборачиваемости форм в сутки, Коф=1;
Кио – коэффициент использования оборудования, Кио=0,97. Nф=(20304*1,1)/(235*0,9*1*0,97)=108,87 шт
Принимаем 110 форм. Определение требуемой грузоподъемности виброплощадки рассчитывается по формуле: Qв =Qф + Qб + Qщ , (7.3.8) где Qф – масса формы, т: Qф = Vф *Мув , (7.3.9) где Мув – удельная металлоемкость формы (Мув=1,8т/м³); Qф = 0,9*1,8 = 1,62 т. Qб – условная масса арболитовой смеси: Qб = Vф*ρ , (7.3.10) где ρ – плотность арболитовой смеси (ρ=0,7т/м³);
Qщ – условная масса пригрузочного щита (Qщ=2 т); Qв = 1,62 +0,63 + 2 = 4,25 т.
Входной контроль
Операционный контроль
Приемочный контроль
Правила приемки Результаты входного, операционного и приемочного контроля должны быть зафиксированы в соответствующих журналах ОТК, заводской лаборатории или других документах. Приемку конструкций осуществляют партиями. В состав партии включают конструкции одного типа, последовательно изготовленные предприятием по одной технологии в течение не более одних суток из материалов одного вида.
Испытания блоков по отпускной влажности, морозостойкости, теплопроводности следует проводить не реже одного раза в месяц. Для контрольной проверки от каждой партии изделий, принятых техническим контролем предприятия-изготовителя, отбирают 5 % изделий, но не менее 3 шт. Отобранные изделия подвергают поштучному осмотру, обмеру и взвешиванию. При необходимости проверки толщины отделочного слоя, защитного слоя бетона и расположения арматуры следует производить вскрытие изделий. Если при проверке отобранных изделий окажется хотя бы одно изделие, не соответствующее требованиям ГОСТ 19222-84, то производят повторную проверку удвоенного количества изделий. Если при повторной проверке окажется хотя бы одно изделие, не соответствующее требованиям ГОСТ 19222-84, то данная партия изделий приемке не подлежит. Потребитель имеет право производить контроль качества конструкции на строительной площадке или в другом согласованном месте по показателям, которые могут быть проверены на готовых конструкциях, применяя при этом правила приемки, установленные стандартом ГОСТ 13015.1-81. Показатели качества, которые не могут быть проверены на готовых конструкциях, потребитель имеет право проверить по данным журналов ОТК, заводской лаборатории или другой документации завода-изготовителя.
По результатам приемки составляют документ о качестве поставляемой продукции в соответствии с ГОСТ 13015.3. Содержание Введение 3 1.Номенклатура выпускаемой продукции 5 2.Сырьевые материалы 5 3. Выбор технологической схемы производства 7 3.1 Способ прессования 8 3.2 Способ силового вибропроката 9 3.3 Способ виброуплотнения и способ роликовогового вибропроката 10 3.4 Способ послойного уплотнения 12 3.5 Способ виброуплотнения 13 3.6 Способ виброуплотнения с пригрузом 16 4. Расчет состава сырьевой смеси 17 5. Расчет материального потока 19 6. Расчет складов 25 6.1 Расчет склада цемента 25 6.2 Расчет склада заполнителей 25 6.3 Расчет склада готовой продукции 27 7. Подбор оборудования 28 7.1 Расчет бетоносмесительного отделения 28 7.2 Расчет габаритов форм 29 7.3 Расчет камеры термообработки 32 7.4 Подбор вспомогательного оборудования 33
9. Контроль качества 38 9.1 Входной контроль 38 9.2 Операционный контроль 39 9.3 Приемочный контроль 41 9.4 Правила приемки 41 10. Техника безопасности и охрана окружающей среды 43 Список литературы 45
Сырьевые материалы Портландцемент по ГОСТ 10178-85. Технические требования: не должен содержать добавок трепела, трасов, глинита, опорки и глиежа. Содержание трех кальциевого силиката не менее 50 процентов трех кальциевого алюмината не более шести процентов. Начало схватывания - не ранее двух часов, конец - не позднее четырех, после затворения . Органический заполнитель - применяется измельченная древесина из отходов лесозаготовок, соответствующая требованиям ГОСТ 19222-84. Измельченная древесина должна удовлетворять следующим требованиям: · размеры древесных частиц не должны превышать по длине 40, по ширине 10 мм, а по толщине 5 мм; · показатель пригодности (удельный расход цемента на единицу прочности арболита при сжатии) должен быть не более 15; · содержание водорастворимых редуцирующих веществ не должно быть более 2%. Фракционный состав органического заполнителя должен находиться в пределах, указанных в таблице 1.1.
Таблица 1.1 Фракционный состав органического заполнителя
Среднее значение коэффициента формы частиц не должно быть более восьми. Количество частиц с коэффициентом формы более восьми не должно превышать 20% для остатка на сите с отверстиями размером 20 мм и 10 % для остатков на ситах 10 и 5 мм. Натриевое жидкое стекло по ГОСТ 24211-80. Нейтрализуют действие вредных водорастворимых веществ древесины (сахаристые вещества, смоляные кислоты) и ускоряют процесс твердения арболита. Технические характеристики жидкого стекла: - двуокиси кремния 21-24 %; -окиси кальция макс. 0,2 %; - силикатный модуль 2,7-3,4 %; - плотность 1,28-1,34 г/см3. Хлорид кальция по ГОСТ 450-77 ХК. Применяется как ускоритель твердения. Размер частиц хлористого кальция, выпускаемого в виде чешуек и гранул, не должен превышать 10 мм. Допускается в жидком хлористом кальции, изготовляемом в течение года по безупарочному способу, массовая доля хлористого кальция не менее 32 %, а в продукте, изготовляемом другими способами в период с октября по апрель (включительно), массовая доля хлористого кальция - не менее 30 %. Химические добавки допускаются к применению только в виде комплексных добавок (в пересчете на сухое вещество): жидкое стекло и хлорид кальция в соотношении 2 : 1по массе в количестве 4 - 6 % от массы цемента. Вода по ГОСТ 23732-79. Технические требования: вода не должна содержать пленки нефтепродуктов, жиров, масел. Также в воде не должно быть окрашивающих примесей. Окисляемость воды не должна быть более 15 мг/л. Водородный показатель воды (pH) не должен быть менее 4 и более 12,5. Вода не должна содержать также примесей в количествах, нарушающих сроки схватывания и твердения цементного теста и бетона, снижающих прочность и морозостойкость бетона. Дозирование материалов при изготовлении арболитовой смеси должно производиться с точностью: цемента ±2 % по массе; древесной дробленки
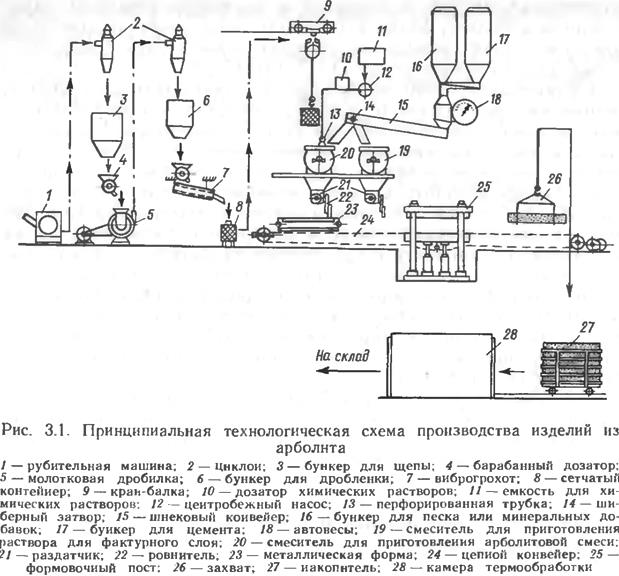
Оптимальным В/Ц отношением при Д/Ц=0,6 является отношение В/Ц=1,1. Выбор технологической схемы производства Технологический процесс производства арболитовых изделий и конструкций состоит из следующих операций: дробления и подготовки заполнителя по гранулометрическому составу, его обработки, приготовление химических добавок, дозировки компонентов арболита, приготовления арболитовой смеси, укладки ее в формы и уплотнения, термообработки сформованных изделий, вызревания при положительных температурах и транспортирования изделий на склад (рис. 3.1). Дозирование материалов при изготовлении арболитовой смеси должно производиться с точностью: цемента ±2 % по массе; древесной дробленки Ускорение твердения изделий является важной технологической операцией в производстве арболита так как при массовом его производстве, твердение на воздухе не рационально, поскольку требует значительной площади для склада, кроме того на процесс твердения арболита сказывается изменение погоды, а в зимний период этот способ вообще не приемлем. Для ускорения твердения стеновых блоков из арболита будем подвергать его тепловой обработке в течение 4 часов в камерах туннельного типа при температуре 40 - 50 0С. Важнейшим из технологических факторов, влияющих на физико-механические свойства арболита и экономические показатели его производства, является способ формования и уплотнения. От него, прежде всего, зависит макро- и микроструктура материала, средняя плотность, тепло- и звукопроводность, влагостойкость и т.д.[7]
Выбор способа уплотнения арболитовой смеси определяется производительностью линии, типом изделий, свойствами формуемой смеси. Анализ отечественного и зарубежного опыта производства арболита позволяет сформулировать основные требования, которым должна удовлетворять эффективная технология получения этого материала: -формование изделий должно производиться в горизонтальных формах, что позволяет получать изделия, офактуренные с двух сторон в процессе их изготовления; -формование следует осуществлять в металлической матрице со сменными поддонами и бортовой оснасткой из деревянных брусков; это позволяет исключить из технологической схемы камеры тепловой обработки, последняя происходит за счет использования теплоты, образующейся в процессе гидратации цемента. -для уменьшения металлоемкости уплотняющего оборудования и полного отказа от прессового оборудования рекомендуется применять способ вибрирования с пригрузом или вибрирования при поризации арболитовой смеси. С целью снижения уровня шума виброплощадки рекомендуется заменять ударными установками с гашением удара. Известные способы формования арболитовых изделий требуют больших капиталовложений, значительных затрат на металлоформы, отличаются сложностью технологического оборудования. Поэтому при выборе способа формования должны быть учтены не только технические, но и экономические показатели.
Способ прессования Принципиальная схема производства изделий из арболита методом горизонтального прессования приведена на рис 3.1.1. Формовочная технологическая линия представляет собой тележечный конвейер с приводом и тележкой, на которой находится форма. Тележка с помощью привода устанавливается под бункером для раствора и арболита. На этом посту в форму укладывают последовательно нижний слой фактурного раствора, арболитовую смесь и верхний слой раствора. Затем тележка с формой, в которой изделие зафиксировано съемной крышкой, перемещается на пост уплотнения, оснащенный вибропрессом, откуда по завершении уплотнения перемещается на пост выдержки. Изделие в форме снимается, и на тележку устанавливается другая форма. После этого цикл повторяется. [7]
Рис. 3.1.1 - Метод прессования.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-31; Просмотров: 340; Нарушение авторского права страницы

 Самый высокий оптимальный показатель прочности арболита, изготовленного на древесной дробленке, можно получить при Д/Ц=0,6.
Самый высокий оптимальный показатель прочности арболита, изготовленного на древесной дробленке, можно получить при Д/Ц=0,6.

 Производительность технологических переделов, м3/год:
Производительность технологических переделов, м3/год: Расчет растворной смеси для фактурного слоя
Расчет растворной смеси для фактурного слоя
 Др² = 4997,1/0,2 = 24986 м³/год;
Др² = 4997,1/0,2 = 24986 м³/год;  Псут¹= 5955/(260-7)*0,92 =24,66 м³/сут;
Псут¹= 5955/(260-7)*0,92 =24,66 м³/сут; Таблица 5.1. Материально-производственный поток
Таблица 5.1. Материально-производственный поток 6. Расчет складов
6. Расчет складов

 Окончательно принимаем склад заполнителей высотой 15м и площадью застройки 500м2.
Окончательно принимаем склад заполнителей высотой 15м и площадью застройки 500м2.
 Высота формы определяется по формуле:
Высота формы определяется по формуле:
 где С – число рабочих дней в году (С=233);
где С – число рабочих дней в году (С=233);
 Qб=0,9*0,7 = 0,63 т;
Qб=0,9*0,7 = 0,63 т;

 При изготовлении конструкций нерегулярно или в небольшом количестве, при обеспечении однородности качества продукции, в состав партии допускается включать конструкции, изготовленные в течение нескольких суток, но не более одной недели.
При изготовлении конструкций нерегулярно или в небольшом количестве, при обеспечении однородности качества продукции, в состав партии допускается включать конструкции, изготовленные в течение нескольких суток, но не более одной недели. 8. Описание технологии производства 36
8. Описание технологии производства 36