
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Маршрутная технология ремонта ⇐ ПредыдущаяСтр 5 из 5
Под маршрутной технологией ремонта понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций. В табл. 1показана примерная схема маршрутной технологии ремонта кулачкового вала. Таблица 1. Схема маршрутной технологии ремонта кулачковых валов
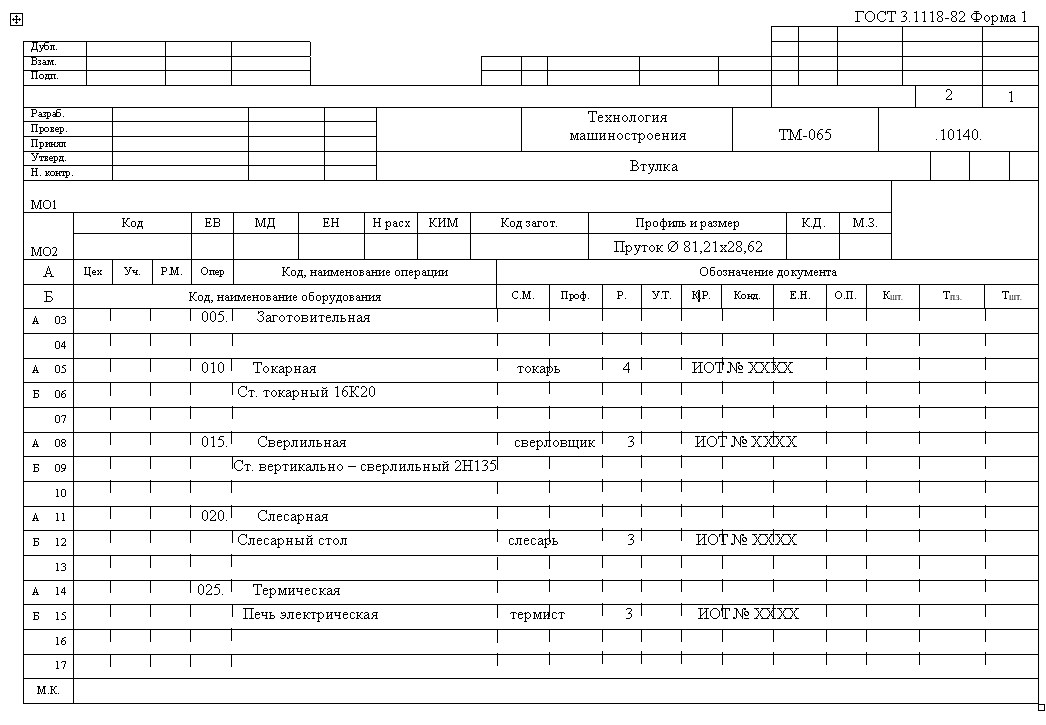
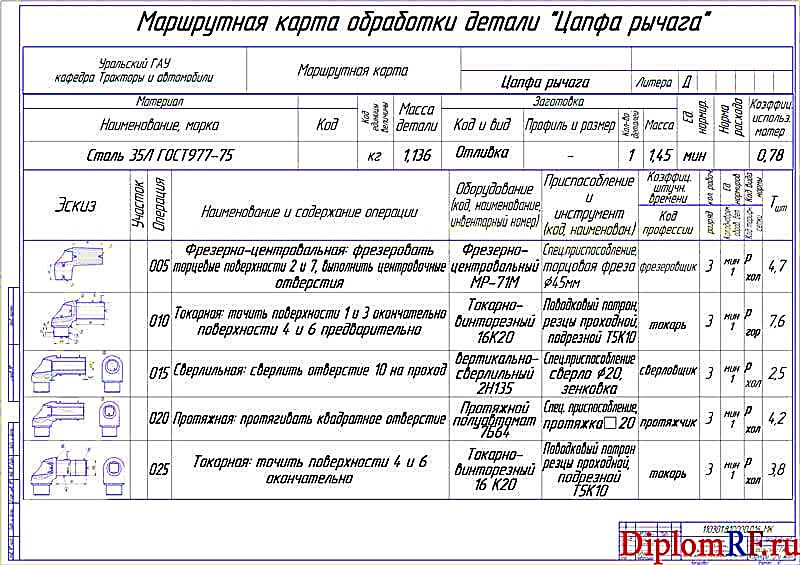
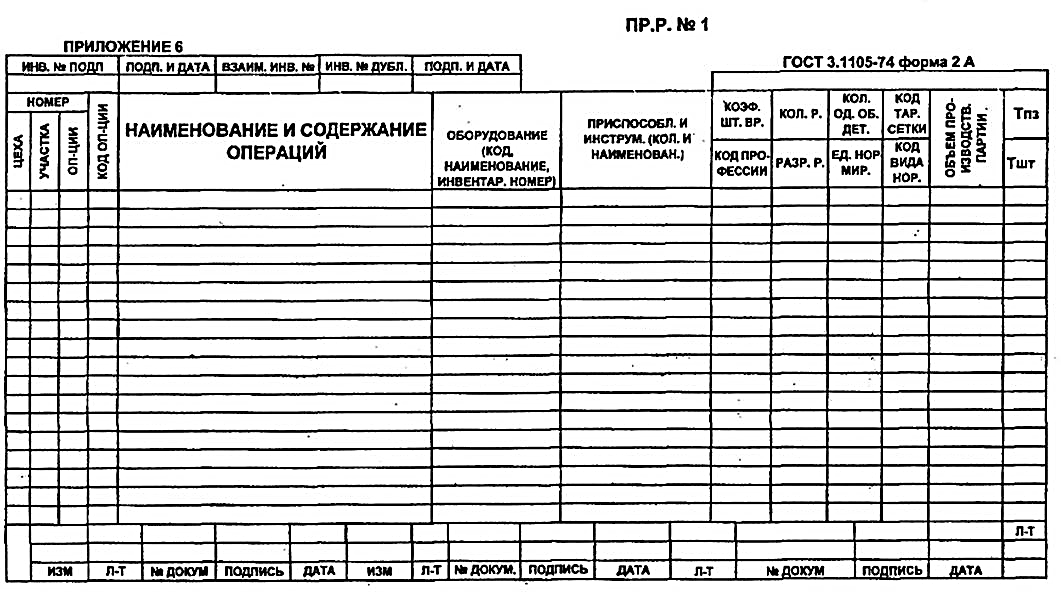
Маршрутная технология позволяет повысить качество ремонта деталей дизеля. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей. Маршрутная карта предназначена для описания технологического процесса ремонта, включая контроль и перемещение по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастки, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 1б ГОСТ 3.1118-82 «Формы и правила документов общего назначения ». Маршрутная карта (МК) восстановления составляется на все возможные дефекты согласно ЕСТД. Исходными данными для разработки МК служат карта эскизов или ремонтный чертеж, схема выбранного рационального способа устранения дефектов, сведения для выбора оборудования и оснастки, разряд работы и нормы времени. В качестве эскиза к МК допускается применять ремонтный чертеж. При этом, на нем должны быть пронумерованы все обрабатываемые поверхности, указаны номера и наименования дефектов Приступая к разработке маршрутной карты, по всем дефектам намечают последовательность выполнения операций технологического процесса восстановления. При этом строго придерживаются следующих основных положений: - в одной операции совмещают восстановление нескольких изношенных поверхностей, если их восстанавливают одним технологическим способом; - в конце технологического процесса предусматривают финишные операции; - контрольные операции записывают, как правило, в конце технологического процесса. В МК указывают наименование, номер по каталогу, материал, размер и массу детали. В соответствующей строке (служебный символ "А") записывают номера цеха, участка, рабочего места и операции, кратные пяти. Содержание операции (срока со служебным символом "О") записывают кратко и четко и выражают глаголом в повелительном наклонении, приводят наименование восстановленного элемента детали. Допускается не включать в состав технологических операций операции перемещения. В строке "оборудование, приспособления, инструмент" необходимо указать наименование, инвентарный номер и ГОСТ на соответствующую технологическую операцию и оснастку по действующему классификатору. В МК по каждой операции в соответствующих строках указывают условия труда (УТ), то есть код тарифной сетки (Х - холодная, Г - горячая, ОВ - особо вредная), код вида нормы (Р - расчетная, Х - хронометрическая, ОС - опытно-статистическая), а также устанавливают расчетом и по справочной литературе разряд работы и нормы времени, Тпз и Тшт. Операционная карта - это технологический документ, содержащий описание технологической операции с указанием последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Приложение 1 ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82
Форма бланка (ГОСТ 3.1105-84)
Составить маршрутную карту (МК) на ремонт узла (по выбору): 1.подшипник качения 2.резцедержатель,
3. трех кулачковый патрон
Задание №2 Составить маршрутную карту (МК) на ремонт станка (по выбору): токарного заточного, сверлильного Список литературы: 1. Технология машиностроения (специальная часть): - Учебник. /А.Г.Гусев и др. - М.: 2.Махаринский Е.И. и др. Основы технологии машиностроения: Учебник.- Минск, 1997, 423 с.(раздел 3). 3. Новиков М.Н. Основы технологии сборки машин и механизмов. - М.: Машиностроение, 1980. - 592 с. 4. Сборка и монтаж изделий машиностроения: Справочник в 2-х тт.: Машиностроение, 1983. T.I. Сборка. - 80 с. 5. Солонин И.О., Солонин С. И. Расчет сборочных и технологических размерных цепей. - М.: Машиностроение, 1980. - 110 с. 6. Размерный анализ сборочной структуры /Сост. В.И.Марусина, Е.Г.Лещинер, О.В.Фендик; - НЭТИ. - Новосибирск, 1994. - 32 с. 7. Мартынов Э.З. Расчёт точности механизмов и машин с учётом погрешностей расположения поверхностей: Учебное пособие, Новосибирск, 1999 г., 26 с. 8. Технология сборки и монтажа, Методические указания к практическим занятиям, сост. Мартынов Э.З., Новосибирск, 2000, 18 с. 9. Замятин В.К. Технология и оснащение сборочного производства машино- приборостроения: Справочник – М.: Машиностроение, 1995. – 608 с. Машиностроение, 1986. - 480 с
Интернет источники https://diplomrf.ru/images/01/01.01/01.01.02/01.01.02.06/01.01.02.06.15/8.jpg https://studfiles.net/preview/4260214/page:2/ https://studwood.ru/1610629/tehnika/razrabotka_marshrutnyh_operatsionnyh_kart_vosstanovleniya_zadannoy_detali |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-01; Просмотров: 2125; Нарушение авторского права страницы

 Задание №1
Задание №1 

