
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Свойства металлов и метолы их испытаний.Стр 1 из 26Следующая ⇒
Ошибка! Ошибка связи. К физическим свойствам металлов относят электрические, магнитные, тепловые свойства. Для целого ряда деталей именно они определяют возможность применения металлов. Прежде всего это детали, используемые в электротехнической промышленности, от которых может требоваться высокая электропроводность или, наоборот, высокое электросопротивление, определенные магнитные свойства, например материал должен быть немагнитным, и т.д. В этих случаях механические свойства второстепенны. Физические свойства металлов определяются их строением — наличие свободных электронов — электронного газа определяет высокие электро- и теплопроводность. Все металлические материалы непрозрачны в видимой области спектра, а в отраженном свете обладают блеском, особенно значительным на свежем срезе. Каждый материал имеет свой оттенок блеска: медь — красный; алюминий, олово и магний -- белый; сталь — серый; чугун — темно-серый; свинец и цинк — светлосерый. По оттенку блеска опытный квалифицированный рабочий может определить не только группу металла и вид сплава, но и их марки. Различные цвета металлов и сплавов обусловлены разным спектральным составом (т.е. неодинаковым сочетанием длин волн) света, отражаемого поверхностями этих материалов. Свет с разной длиной волны человеческий глаз воспринимает как различные цветовые ощущения (белый, желтый, красный и другие цвета). Удельный вес – это вес , приходящийся на единицу объёма металла, величина, обратная плотности.
γ = G / W; [ Н / м3 ] В зависимости от значения удельного веча ( плотности ) все металлы делятся на легкие и тяжелые. К легким относятся металлы, плотность которых менее 5 г / см3 ( магний, бериллий, алюминий, титан ). Электросопротивление проводника r зависит от его размеров (оно тем больше, чем больше длина l и меньше площадь поперечного сечения s проводника) и материала: r = ρ l / s,
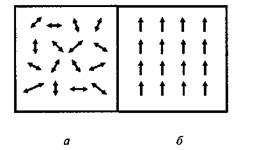
где ρ - (Ом х мм2/м или Ом х см) — удельное электросопротивление материала, т.е. сопротивление проводника площадью 1 мм2 и длиной 1 м. Удельное электросопротивление металлов зависит от температуры, оно тем больше, чем выше температура. В качестве проводников в электротехнике наиболее широко применяют медь, (ρ = 1,7-10-6 Ом-см) и алюминий (ρ = 2,7-10-6б Ом см), имеющие малое удельное электросопротивление. Величина, обратная удельному электросопротивлению, называется удельной проводимостью: γ = 1/ρ. Магнитные свойства. По магнитным свойствам материалы делятся на два класса: магнитно-неупорядоченные и магнитно-упорядоченные. К первому классу относятся диамагнитные и парамагнитные материалы, ко второму — ферромагнитные. У материалов первого класса элементарные магнитные моменты в пространстве расположены хаотически, а у второго — упорядоченно (рис. 10).
Рисунок 10 – Схема расположения магнитных моментов: а – парамагнетик; б – ферромагнетик.
Магнитно-упорядоченные металлы, в отличие от магнитно-неупорядоченных, отличаются большой величиной магнитной восприимчивости (это величина Таким образом, в магнитном поле намагничиваются ферромагнетики. Они имеют большую магнитную восприимчивость и могут быть намагничены до насыщения в сравнительно малых полях, кроме того, они обладают остаточной намагниченностью, т.е. сохраняют магнитные свойства после снятия магнитного поля. Для того чтобы размагнитить ферромагнетик, необходимо приложить поле обратного направления. Различные сочетания магнитных свойств материалов определяют их применение. Для изготовления постоянных магнитов используют магнитотвердые материалы, от которых требуется получение высоких значений коэрцитивной силы. Магнитомягкие материалы, используемые для изготовления магнитопроводов, якорей машин постоянного тока и др., напротив, должны обладать низкой коэрцитивной силой, а также высокой магнитной проницаемостью. Это достигается применением чистого, без примесей и включений металла с крупным зерном. В электротехнике, приборостроении и других отраслях требуются немагнитные (парамагнитные) материалы. К таким относятся цветные металлы (медь, алюминий и сплавы на их основе), а также аустенитные стали. Теплопровооность материала характеризует его способность передавать тепловую энергию от одной части к другой, если между ними возникает разница температур. Для определения теплопроводности испытуемый материал помещают одним концом в нагревательное устройство, обеспечивающее постоянную температуру, а вторым — в водяной калорифер, служащий холодильником. По нагреву воды судят о количестве теплоты , прошедшей за определенное время. Большая разница в теплопроводности определяет применение материалов в технике и быту. Теплоизолирующими свойствами обладают неметаллические материалы, в случае необходимости отвода теплоты должны быть использованы металлы, так как они обладают высокой теплопроводностью.
Механическими свойствами материалов называют свойства, которые выявляются испытаниями при воздействии внешних нагрузок. В результате таких испытаний определяют количественные характеристики механических свойств. Эти характеристики необходимы для выбора материалов и режимов их технологической обработки, расчетов на прочность деталей и конструкций, контроля и диагностики их прочностного состояния в процессе эксплуатации. Контроль механических свойств начинается еще при производстве металла на металлургических заводах. Когда металл или прокат поступает к потребителю, например на машиностроительные заводы, его отбирают в зависимости от уровня характеристик механических свойств для изготовления тех или иных изделий с учетом условий их эксплуатации. При изготовлении изделий металл подвергается различной технологической обработке (механической, термической и др.), под воздействием которой происходят изменения в структуре и механических свойствах. Поэтому необходим контроль механических свойств металла и на различных стадиях изготовления изделий. В процессе эксплуатации изделий под влиянием различных факторов (повышенные или пониженные температуры, давление, агрессивная среда и др.) изменяются структура и механические свойства, что с течением времени приводит к ухудшению свойств и даже разрушению металла. Это вызывает необходимость периодического контроля механических свойств металла с целью выявления опасных зон в деталях и конструкциях и предотвращения аварий. Более того, во многих отраслях промышленности (например, в теплоэнергетике, нефтегазохимии и др.) насчитывается большое число агрегатов, пробывших длительное время в эксплуатации и выработавших свой расчетный срок службы. Поэтому требуется уточненная оценка их остаточного ресурса, которая невозможна без определения и учета фактических механических свойств материалов, из которых изготовлены эти агрегаты. При проведении механических испытаний стремятся воспроизвести такие условия воздействия на материал, которые имеют место при эксплуатации изделия, изготовленного из этого материала. Многообразие условий службы материалов обусловливает проведение большого числа механических испытаний. Но вместе с тем основными признаками, позволяющими классифицировать виды механических испытаний, являются: - способ нагружения (растяжение, сжатие, изгиб, кручение, срез, циклическое нагружение и др.); - скорость нагружения (статическая, динамическая); - протяженность процесса испытания во времени (кратковременная, длительная); - температура процесса испытания (нормальная, повышенная, пониженная ); другие признаки классификации, которые характеризуются сложностью напряженно-деформированного состояния, режимами нагружения, типами образцов, агрессивностью среды. В результате механических испытаний материалов определяют следующие характеристики: упругость – свойство металла деформироваться без остаточной деформации; пластичность – свойство деформироваться в определенной степени боз разрушения; прочность – свойство выдерживать заданные нагрузки; твердость – способность сопротивляться проникновению более твердого материала; вязкость – склонность материалов к хрупкому разрушению; выносливость – свойство противостоять процессу постепенного накопления повреждений в металле под действием циклических нагрузок; жаропрочность – способность работать в условиях высоких температур и действия механических нагрузок; жаростойкость – способность работать в агрессивных средах при высоких температурах в малонагруженном состоянии.
Технологические свойства металлов характеризуют поведение материалов в процессе изготовления из них деталей. Под технологичностью следует понимать легкость проведения технологических операций. Это означает, что уровень технологических свойств определяет возможность применения той или иной технологии. Низкая технологичность материала может являться причиной брака или вызывает снижение производительности обработки. Основные технологические процессы, применяемые при изготовлении деталей: литье, обработка давлением, обработка резанием, сварка, пайка, термическая обработка. Литейные свойства оценивается жидкотекучестью материала и усадкой. Жидкотекучесть характеризует способность материала заполнять литейную форму. Представим себе трубку, в которую заливают жидкий металл. По мере прохождения по этой трубке металл остывает, и его перемещение прекращается, когда произошло затвердевание. Таким образом, жидкотекучесть лучше у того металла, который имеет более низкие темпепатуры плавления. Анализ диаграмм состояния показывает, что наименьшую температуру затвердевания имеют сплавы эвтектического состава. Так, система «А1 — Si»— это сплав, содержащий ll,7%Si. Сплавы с близким содержанием кремния — это литейные сплавы, называемые силуминами. Именно наличие эвтектики в структуре чугунов определяет их высокие литейные качества в отличие от сталей, в структуре которых эвтектики нет. Усадка. При производстве фасонного литья, т.е. изделий сложной формы, материал должен обладать малой усадкой, т.е. его объем должен мало изменяться (уменьшаться) при затвердевании. В чугунах это достигается за счет наличия в структуре свободного углерода — графита. Поскольку его плотность значительно меньше плотности железа, т.е. он имеет больший удельный объем, достигается меньшая усадка. Малой усадкой обладают также бронзы, так как для бронзового литья характерна большая пористость; коэффициент усадки бронз менее 1%, чугуна — около 1,5%, тогда как для сталей он превосходит 2%. Обрабатываемость давлением. Обрабатываемость давлением (прокат, ковка и др.) зависит от пластичности металла. Напомним, что только для металлов возможна обработка давлением. Это связано с тем, что пластичность определяется металлическим, гибким, ненаправленным типом связи. Высокая пластичность присуща однофазным сплавам, появление второй фазы, особенно если она обладает высокой твердостью или малой пластичностью, резко снижает пластичность металла. Так, в системе «А1 — Си» деформируемыми являются сплавы с содержанием меди до 5,7%, т.е. не содержащие эвтектики. В сплавах системы «Си — Zn» высокая пластичность наблюдается при содержания цинка не более 38—39%, т.е. в однофазных, а затем она резко снижается. Остановимся особо на обрабатываемости давлением сталей — основного конструкционного металла. Чугуны из-за высокой хрупкости и весьма малой пластичности не могут быть обработаны методами пластической деформации. Пластичность стали тем выше, чем меньше в ней содержание углерода и вредных примесей — серы и фосфора. Повышенное содержание серы вызывает в стали красноломкость — разрушение при горячей пластической деформации. Это связано с тем, что сульфиды образуют в системе «FeS - Fe» легкоплавкую эвтектику, при нагреве под ковку в структуре образуется жидкость, что вызывает разрушение в процессе деформации. В промышленности при изготовлении деталей из стали широкое распространение получила технология холодной пластической деформации. Это операции листовой (вытяжка, гибка) и объемной (высадка) штамповки. В сталях для особо сложной штамповки с большими степенями деформации содержание углерода не должно превышать 0,08%. При содержании углерода 0,20—0,30% можно производить гибку деталей и незначительную вытяжку, а при содержании 0,30—0,40% только гибку с большим радиусом. Для оценки возможности проведения операций с определенной степенью деформации применяют различные технологические испытания (пробы), имитирующие процесс холодной пластической деформации. В зависимости от сортамента металла используют следующие технологические пробы: на загиб, на перегиб, на скручивание, на вытяжку сферической лунки. Обрабатываемость резанием — это комплексная характеристика материала. Обрабатываемость оценивают рядом показателей: производительностью обработки, качеством обработанной поверхности, видом образующейся стружки. В зависимости от конкретных условий решающим может оказаться любой из критериев. Например, в условиях автоматизированного производства важнейшим является вопрос стружкообразования — стружка должна легко удаляться из зоны резания, т.е. быть элементной, а не сливной. Наиболее распространенной является оценка обрабатываемости материала по производительности. Она оценивается скоростью резания, при которой достигается заранее заданная стойкость инструмента. Используют критерий - скорость резания (м/мин), при которой достигается 60-минутная стойкость режущего инструмента до регламентируемого износа. Производительность обработки тем ниже, чем выше твердость и прочность обрабатываемого материала. Кроме того, обрабатываемость зависит от структуры — наличие твердых частиц в структуре снижает обрабатываемость материала (так, увеличение содержания углерода в стали приводит к росту количества твердых карбидов в структуре, обрабатываемость при этом понижается). Обрабатываемость при прочих равных условиях ниже у материалов с малой теплопроводностью, т.е. она ниже у легированных сталей, чем у углеродистых. При очень низкой твердости обрабатываемость также понижается. Материал имеет высокую пластичность, при обработке он налипает на режущий инструмент, что приводит к потере стойкости, а также к снижению качества обработанной поверхности. Шероховатость обработанной поверхности зависит главным образом от твердости материала — более высокая твердость обеспечивает меньшую шероховатость, т.е. лучшее качество поверхности. Элементная, «сыпучая» стружка образуется в том случае, если в структуре присутствует фаза, обладающая малой прочностью (например, графит в чугуне). В условиях массового автоматизированного производства необходимо использовать материалы, обладающие высокой обрабатываемостью (например, при производстве нормалей — винтов, болтов, гаек и т. п). Для этих целей используют специальные материалы. К ним относятся автоматные стали и латуни (термин «автоматные» означает, что материал специально предназначен для обработки на автоматических станках). Наиболее известны автоматные стали с повышенным содержанием серы. Сернистые включения в виде сульфидов нарушают сплошность металла, что приводит к дроблению стружки, кроме того, они оказывают смазывающее влияние. В автоматные латуни вводится свинец, его влияние аналогично. Помимо автоматных сталей и латуней, к материалам с высокой обрабатываемостью относятся медные сплавы, чугуны без отбела (см. гл. 4). К труднообрабатываемым материалам относятся нержавеющие и жаропрочные стали и сплавы; материалы с высокими твердостью и прочностью; сплавы на основе титана и тугоплавких металлов (вольфрама, молибдена, ниобия). Свариваемость металлов. Это понятие можно разделить на физическую и технологическую свариваемость. Физическая свариваемость — это свойство металла образовывать монолитное соединение. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов и неметаллов. Технологическая свариваемость оценивает поведение металла в процессе сварки. Она характеризуется склонностью к окислению металла при сварочном нагреве; склонностью к образованию горячих и холодных трещин. Склонность к окислению определяется химическими свойствами металла. Чем выше химическая активность, тем больше склонность к окислению и, соответственно, выше должна быть защита металла при сварке. К наиболее активным металлам относятся титан, цирконий, ниобий, тантал, вольфрам, молибден. При их сварке необходимо защищать не только расплавленный металл, но и прилегающий к сварочной ванне основной металл и остывающий шов. Сварку этих металлов следует выполнять в вакууме или в среде инертных газов высокой чистоты. Высокой химической активностью отличаются также цветные металлы: алюминий, магний, медь, никель, сплавы на их основе. Их сварка должна выполняться в среде инертных газов или с использованием специальных покрытий или флюсов. Склонность к образованию горячих трещин. Горячие трещины возникают в процессе кристаллизации, т.е. во время существования твердой и жидкой фаз, а также при высоких температурах в твердом состоянии. При высоких температурах прочность материала пониженная, поэтому он может разрушаться вследствие воздействия напряжений, возникающих при усадке шва и уменьшении объема металла при охлаждении. Горячие трещины могут возникать как в самом шве, так и в околошовной зоне. Склонность к образованию холодных трещин. Они могут возникнуть вследствие закалки нагретого металла при быстром охлаждении, когда металл теряет пластичность или под действием остаточных напряжений, возникающих в сварных соединениях. В целях предотвращения холодных трещин осуществляют подогрев зоны металла, прилегающей к сварному шву, с целью снижения скорости охлаждения. Способность материала поддаваться термической обработке определяют свойства закаливаемость и прокаливаемость. Закаливаемость – свойство увеличивать твердость в результате термообработки. Закаливаемость стали определяется в первую очередь содержанием в ней углерода. При его увеличении закаливаемость увеличивается. Легирующие элементы оказывают относительно небольшое влияние на закаливаемость. Прокаливаемость – способность закаленный слой с высокой твердостью на ту или иную глубину. Прокаливаемость определяется скоростью охлаждения, и химическим составом стали. Сильно повышают прокаливаемость марганец, хром, молибден и малые добавки бора (0,003 – 0,005 %), менее сильно влияют никель и кремний. Прокаливаемость особенно возрастает при одновременном введении в сталь нескольких легирующих элементов.
Испытания на твердость. Твердость — это свойство материала оказывать сопротивление значительной деформации или хрупкому разрушению при внедрении индентора в его поверхность. Испытания на твердость — самый доступный и распространенный вид механических испытаний. Это объясняется рядом причин: определение твердости является неразрушающим методом, деталь после такого измерения может быть использована по назначению; испытания не требуют высокой квалификации; по значению твердости можно судить о других механических свойствах. Наибольшее применение в технике получили статические методы испытания на твердость при вдавливании индентора: метод Бринелля, метод Виккерса, метод Роквелла и метод Шора.. Метод Бринелля. В качестве индентора используется стальной закаленный или твердосплавный шарик диаметром 10, 5, 2.5, 2 и 1 мм, который вдавливается в испытуемый образец на специальном прессе - твердомере (рис. 11). Вдавливание шарика происходит при постоянной нагрузке, в результате на поверхности образца образуется отпечаток в виде сферической лунки (рис. 12). Диаметр отпечатка измеряется в двух взаимно перпендикулярных направлениях с помощью микроскопа Бринелля — это лупа со шкалой.
Рисунок 11 – Прибор для измерения твердости по Бринеллю: 1 — установочный стол; 2 — маховик вращения винта для создания предварительной нагрузки; 3 — груз; 4 — держатель индентора; 5 — электродвигатель
Рисунок 12 – Схема определения твердости по Бринеллю.
Значения твердости — это отношение приложенной нагрузки к площади поверхности отпечатка. Значения твердости вычисляются по формуле:
НВ = 2 P / (D(D - (D2- d2)1/2),
где НВ — обозначение твердости; Р — прилагаемая нагрузка (кгс); D и d — диаметры шарика и отпечатка (мм). На практике пользуются таблицей, в которой указаны значения твердости в зависимости от диаметра отпечатка. Диаметр шарика и нагрузку выбирают так, чтобы соблюдалось соотношение: d= (0,25 ... 0,5)D т.е. для разных материалов эти параметры различны. При диаметре индентора 10 мм, нагрузке 3000 кгс (29 430 Н) и времени выдержки под нагрузкой 10 с твердость обозначается только цифрами и латинскими буквами, например 200 НВ. Эти условия приняты для определения твердости сталей и чугунов. При изменении условий испытаний помимо значений твердости указываются диаметр шарика, усилие и выдержка под нагрузкой. Например, 185НВ 5 / 750 / 20, здесь 5 — диаметр шарика в мм, 750 — нагрузка в кгс, 20 — время выдержки под нагрузкой в с. При использовании твердосплавного индентора применяют символ НВW. Метод Бринелля не является универсальным. Он не позволяет испытывать материалы с твердостью более 450 НВ стальным шариком и не более 650 НВW твердосплавным, так как при этом может деформироваться шарик, а также образцы толщиной менее 1-2 мм из-за их продавливания. Между твердостью_гю_Бринеллю с одной стороны и пределами прочности и текучести соблюдаются следующие примерные соотношения: для стали σв= НВ/3, σт= НВ/6; для алюминиевых сплавов σв= 0,362 НВ; для медных сплавов σв= 0,26 НВ. Применяют этод метод для измерения твёрдости чугуна, незакаленной стали и цветных металлов и сплавов.
Метод Виккерса. Метод основан на вдавливании четырехгранной алмазной пирамидки с углом между противоположными гранями, равным 136°. Твердость (она обозначается HV) определяется отношением нагрузки к площади поверхности отпечатка. Значения твердости вычисляются по формуле:
HV = 1,854 Р / d2 ,
где d - среднее значение длины диагоналей отпечатка. Нагрузка может изменяться в пределах от 1 до 250 кгс. Величина диагоналей определяется с помощью специального микроскопа, встроенного в прибор. Для измерения очень тонких слоев или отдельных фаз сплава используют метод измерения микротвердости при нагрузке от 1 до 500 г, твердость определяется в единицах НV. Число твердости по Виккерсу обозначается символом НV с указанием нагрузки Р и времени выдержки под нагрузкой. Продолжительность выдержки индентора под нагрузкой принимают для сталей 10 – 15 сек, а для цветных металлов - 30 сек. Например, 450 HV 10 /15 означает , что число твердости 450 по Виккерсу получено при нагрузке 10 кгс и выдержке 15 сек. Методом Виккерса применяют для измерения твердости более твердых материалов. Значения твердости по Бринеллю и Виккерсу практически равны. Метод Роквелла. Принципиальное отличие этого метода от рассмотренного ранее заключается в том, что твердость определяется не площадью поверхности отпечатка индентора, а глубиной его проникновения в исследуемый образец. В качестве индентора используют алмазный конус с углом при вершине 120о при испытаниях твердых материалов и стальной закаленный шарик диаметром 1, 588 мм ( 1/16 дюйма) при испытаниях мягких материалов. Нагрузка при использовании алмазного конуса устанавливается 150 или 60 кгс в зависимости от твердости материала — большая для незакаленные стали), меньшая для материалов с очень высокой твердостью (твердые сплавы, режущая керамика). Стальной шарик вдавливают с нагрузкой 100 кгс. Испытания выполняются на специальном приборе, имеющем черную (С) и красную (В) шкалы. Шкала «С» используется при испытаниях с помощью алмазного конуса при нагрузке 60 и 150 кгс, шкала «В» — для шарика с нагрузкой 60 кгс. Значения твердости обозначаются: HRC — алмазный конус, нагрузка 150 кгс; HRA — алмазный конус, нагрузка 60 кгс; HRB — шарик (например, 90 HRA). Шкала по измерению твердости HRC изменена в связи с изменением эталона, поэтому в измеряемые значения следует вносить поправку. Твердость в этом случае обозначается HRCэ, она меньше HRC на 1—2 единицы. В настоящее время часть приборов может быть настроена уже по новой шкале, это следует знать при измерении твердости. Значения твердости в единицах HRC примерно в 10 раз меньше, чем в единицах НВ, т.е. твердость 30HRC примерно соответствует 300НВ. Между значениями твердости по шкалам «С» и «А» имеется следующая зависимость: HRC = 2HRA - 104 Метод Шора. При измерении твердости по Шору груз вместе с укрепленным на нем индентором (обычно это стальной шарик) падает с высоты на образец перпендикулярно его поверхности. Твердость по Шору определяется по высоте отскока шарика (груз с индентором). Шкала твердости разделена на 130 единиц. Она рассчитана таким образом, что твердость закаленной эвтектоидной стали оказывается равной 100 единицам. Эти приборы используются для экспресс-анализов. В некоторых случаях, когда применение перечисленных методов невозможно, твердость определяется с помощью тарированных напильников. Этот метод менее точен, но прост и легко применим в цеховых условиях.
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 89; Нарушение авторского права страницы
 , которая связывает напряженность магнитного поля Н намагниченность I, т.е. I=
, которая связывает напряженность магнитного поля Н намагниченность I, т.е. I= 
