|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологические испытания.
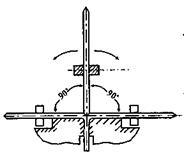
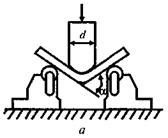
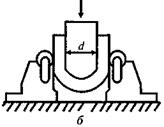
Технологические свойства металлов характеризуют поведение материалов в процессе изготовления из них деталей. Под технологичностью следует понимать легкость проведения технологических операций. Это означает, что уровень технологических свойств определяет возможность применения той или иной технологии. Низкая технологичность материала может являться причиной брака или вызывает снижение производительности обработки. Основные технологические процессы, применяемые при изготовлении деталей: литье, обработка давлением, обработка резанием, сварка. Для оценки возможности проведения обработки с определенной степенью деформации применяют различные технологические испытания (пробы), имитирующие процесс холодной пластической деформации. В зависимости от сортамента металла используют следующие технологические пробы: на загиб, на перегиб, на скручивание, на вытяжку сферической лунки. Испытания на загиб производятся в специальном приспособлении, металл может быть в холодном и нагретом состояниях. Их применяют для листового, полосового и фасонного материалов. Цель — определение способности металла принимать заданный по форме и размерам загиб. Толщина образца должна быть равной толщине материала, ширина — двойной толщине, но не менее 10 мм. Различают три вида загиба: загиб до определенного угла (рис. 20, а); загиб вокруг оправки до параллельности сторон (рис. 20, б), при этом толщина оправки регламентируется техническими условиями в зависимости от требований к пластичности; загиб вплотную до соприкосновения сторон образца («дублирование») (рис. 20, в). Отсутствие в образце трещин, надрывов, расслоений или излома является свидетельством того, что металл выдержал испытания.
Рисунок 20 – Схема испытаний на загиб.
Испытания на перегиб служат для определения способности металла выдерживать повторный загиб и разгиб. Испытанию подвергают полосовой и листовой материалы толщиной не более 5 мм и проволоку (прутки) диаметром 0,8—7 мм. Образец, зажатый одним концом (рис. 21), подвергают попеременному загибу влево и вправо. За один перегиб считается загиб и разгиб на 90°. Испытания ведутся до разрушения. Число перегибов до разрушения задается, исходя из технических требований.
Рисунок 21 – Схема испытаний на перегиб.
Испытания на вытяжку сферической лунки (метод Эриксена) проводятся на листе и ленте с толщиной 0,1—2,0 мм для выяснения способности материала к холодной штамповке. Испытание заключается в вытяжке сферической лунки в образце, зажатом по контуру между матрицей и прижимным кольцом, путем вдавливания пунсона соответствующей формы (рис. 22). Испытание прекращается при появлении мелких трещин на стороне, противоположной вдавливанию, которые обнаруживаются с помощью зеркала. Мерой способности металла к вытяжке является глубина вытянутой лунки. Так, для сталей марок 05КП, 08КП, 08ПС и 10КП при толщине листа 0,5 мм глубина выдавливания должна быть не менее: 9,0 мм для стали весьма глубокой вытяжки (ВГ); 8,4 мм для стали глубокой вытяжки (Г); 8,0 мм для стали нормальной вытяжки (Н).
Ошибка! Ошибка связи. Рисунок 22 – Схема испытаний на вытяжку сферической лунки.
Испытания на осадку характеризуют способность стали принимать холодную высадку. Их проводят на образце, высота которого равна удвоенному диаметру, а торцевые плоскости перпендикулярны оси. Испытания состоят в осаживании в холодном состоянии до определенной высоты, задаваемой техническими условиями (до 1/2 или 1/4 длины образца). На торцах и боковых поверхностях осаженного образца не должно быть трещин и надрывов.
Испытание на скручивание проводится для проволоки диаметром до 10 мм. Для проволоки создается определенное натяжение (2% от разрывного усилия), скручивание проводят с равномерной скоростью до разрушения. Показателем пластичности является количество скручиваний (это полный оборот на 360°).
Чугуны. Чугун – сплав железа с углеродом содержащий постоянные примеси, иногда легирующие элементы , при содержании углерода более 2.14% (обычно до 4%, максимум – 6,7%). Получение чугуна осуществляется в доменных печах и заключается в восстановлении железной руды коксом. При горении кокса выделяется тепло, необходимое для всех последующих реакций и происходит образование окиси углерода СО, являющейся восстановителем. При взаимодействии с окисью углерода происходит восстановление и науглероживание железа. Образующиеся капли расплава железа стекают вниз доменной печи, науглероживаются до 4 – 4,5% с образованием чугуна. Благодаря сочетанию высоких литейных свойств, достаточной прочности, износостойкости, а также относительной дешевизне чугуны широко применяются в машиностроении. Детали машин, полученные из чугунных отливок, значительно дешевле, чем детали. изготовленные обработкой реза- нием из горячекатаных стальных профилей или из поковок и штамповок. Хорошая жидкотекучесть чугунов и их способность к образованию малой усадочной раковины позволяют получать из них достаточно качественные отливки сложной формы даже при малой толщин стенок. Значительная часть выплавляемого чугуна переплавляется в сталь по классической схеме руда—чугун—сталь. В процессе переплавки из чугуна путем окисления удаляется некоторое количество серы и фосфора. Классификацию чугунов проводят по виду и форме углеродосодержащей структурной составляющей, т.е. по наличию и форме графита. По виду структурной составляющей выделяют чугуны без графита — белые чугуны, в которых практически весь углерод находится в химически связанном состоянии в виде цементита. Чугуны с графитом в зависимости от формы последнего разделяют на серые, ковкие и высокопрочные. Серыми называют чугуны, в структуре которых графит имеет пластинчатую форму. В ковких чугунах графит имеет хлопьевидную форму, в высокопрочных чугунах — шаровидную. К числу высокопрочных относят также чугуны с графитом вермикулярной (греч. — червячок) формы, которые по свойствам (ГОСТ 28394—89) занимают промежуточное положение между чугунами с шаровидным и пластинчатым графитом. Механические свойства чугуна обусловлены главным образом количеством и структурными особенностями графитной составляющей. Влияние графитных включений на механические свойства чугуна можно оценить количественно (ГОСТ 3443—87). Чем меньше графитных включений, чем они мельче и больше степень их изолированности, тем выше прочность чугуна при одной и той же металлической основе. Наиболее высокую прочность обеспечивает шаровидная форма графитной составляющей, а для хлопьевидной составляющей характерны высокие пластические свойства. Чугун с пластинчатым графитом можно рассматривать как сталь, в которой графит играет роль надрезов, ослабляющих металлическую основу. Применяемые для отливок чугуны в среднем имеют следующий состав: 2...4% С, 1,5...4% Si, 0,6...1,25% Мп, 0,1...1,2% Р и менее 0,06% S. Углерод определяет количество графита в чугуне: чем выше его содержание, тем больше образуется графита и тем ниже механические свойства. В то же время для обеспечения высоких литейных свойств (хорошей жид-котекучести) должно быть не меньше 2,4% С. Кремний оказывает большое влияние на структуру и свойства чугунов, так как величина температурного интервала, в котором в равновесии с жидким сплавом находятся аустенит и графит, зависит от его содержания. Чем больше содержание кремния, тем шире эвтектический интервал температур. Таким образом, кремний способствует процессу графитизации, действуя в том же направлении, что и замедление скорости охлаждения. Изменяя, с одной стороны, содержание в чугуне углерода и кремния, а с другой — скорость охлаждения, можно получить различную структуру металлической основы чугуна. Сера и марганец являются вредными технологическими примесями, содержание которых в чугунах ограничивают. Сера ухудшает механические и литейные свойства. И сера, и марганец препятствуют графитизации. Фосфор не влияет на графитизацию, а при повышенном (до 0,4...0,5%) содержании увеличивает износостойкость чугунов, так как образуются твердые включения фосфидной эвтектики. Белый чугун. Такое название он получил по виду излома, который имеет матово-белый цвет. Весь углерод в этом чугуне находится в связанном состоянии в виде цементита. Эти чугуны имеют большую твердость (НВ 450—530); из-за присутствия в них большого количества цементита; как следствие они очень хрупкие и для изготовления деталей машин не используются. Обладают высокой износостойкостью. Имеет очень низкую обрабатываемость резанием. Отливки из белого чугуна служат для получения деталей из ковкого чугуна с помощью графитизируюшего отжига. Отбеленные чугуны-отливки имеют поверхностные слои (12—30 мм) со структурой белого чугуна, а сердцевина — серого чугуна. Высокая твердость, поверхности такой отливки позволяет ей хорошо работать против истирания. Эти свойства отбеленного чугуна применяются для изготовления валков листовых прокатных станов, колес, шаров для мельниц, тормозных колодок и многих других деталей, работающих в условиях истирания. Маркировка белого чугуна не установлена. Серый чугун. Структура серого (литейного) чугуна состоит из металлической основы с вкрапленным в нее графитом пластинчатой формы. Такая структура образуется непосредственно при кристаллизации чугуна в отливке. Причем чем больше углерода и кремния в сплаве и чем ниже скорость его охлаждения, тем выше вероятность кристаллизации с образованием графитной эвтектики. При низком содержании углерода и кремния чугун модифицируют небольшими дозами некоторых элементов (например, алюминия, кальция, церия). Модифицирование металлов — введение в металлические расплавы модификаторов, т.е. веществ, небольшие количества которых (обычно не более десятых долей процента) способствуют созданию дополнительных искусственных центров кристаллизации и, следовательно, образованию структурных составляющих в измельченной или округлой форме, что улучшает механические свойства металла. Для характеристики структуры серого чугуна необходимо определять размеры, форму, распределение графита, а также структуру металлической основы. В обычном сером чугуне при медленном охлаждении во время кристаллизации графит очень слабо разветвляется. Он похож на розетку с небольшим числом изогнутых лепестков. Металлическая основа серых чугунов формируется из аустенита при эвтектоидном распаде и может быть перлитной, ферритной и ферритно-перлитной. Образование перлита происходит легко, в сравнительно короткий промежуток времени. Для получения ферритного белого чугуна используют изотермическую выдержку при 690...650°С, в результате которой цементит перлита распадается на феррит и пластинчатый графит. Механические свойства серых чугунов зависят от свойств металлической основы и главным образом от количества, формы и размеров графитных включений. Перлитная основа обеспечивает наибольшие значения показателей прочности и износостойкости. Марки серых чугунов согласно ГОСТ 1412—85 состоят из букв СЧ и цифр, соответствующих минимальному пределу прочности при растяжении σв, МПа/10. Чугун СЧ10 - ферритный; СЧ15, СЧ18, СЧ20 -ферритно-перлитные чугуны; начиная с СЧ25 до СЧ 45— перлитные чугуны. На долю серого чугуна с пластинчатым графитом приходится около 80% общего производства чугунных отливок. Серые чугуны обладают высокими литейными качествами (жидкотекучесть, малая усадка, незначительный пригар металла к форме и др.), хорошо обрабатываются резанием и сопротивляются износу, однако из-за низких прочности и пластических свойств в основном используются для изготовления неответственных деталей. В станкостроении серый чугун является основным конструкционным материалом (станины станков, столы и верхние салазки, колонки, каретки и др.); в автомобилестроении из ферритно-перлитных чугунов делают картеры, крышки, тормозные барабаны и др., а из перлитных чугунов — блоки цилиндров, гильзы, маховики и др. В строительстве серый чугун применяют в основном для изготовления деталей, работающих при сжатии (башмаков, колонн), а также санитарно-технических деталей (отопительных радиаторов, труб). Значительное количество чугуна расходуется для изготовления тюбингов, из которых сооружается туннель метрополитена. Из серого чугуна, содержащего фосфор (0,5%), изготавливают архитектурно-художественные изделия. Ковкие чугуны Ковкие чугуны с хлопьевидной формой графита получают из белых доэвтектических чугунов, подвергая их специальному графитизирующему отжигу. Графитизирующий отжиг белого чугуна основан на метастабильности цементита и состоит обычно из двух стадий. Первая стадия (950...1050°С) подбирается по длительности такой, чтобы весь цементит, находящийся в структуре отливки, распался на аустенит и хлопьевидный графит. Процесс графитообразования облегчается при модифицировании (например, алюминием и бором). Чугун, полученный таким образом, называется модифицированным. На второй стадии графитизирующего отжига при температуре эвтек-тоидного превращения формируется металлическая основа ковкого чугуна. В зависимости от режимов охлаждения ковкие чугуны могут иметь перлитную (непрерывное охлаждение), ферритную (очень медленное охлаждение в интервале 760...720°С или изотермическая выдержка при 720...700°С) или ферритно-перлитную (сокращение продолжительности второй стадии отжига) металлическую основу. Для получения в модифицированном ковком чугуне перлитной основы рекомендуется увеличивать содержание марганца, хрома и некоторых других элементов, которые повышают устойчивость цементита к распаду на феррит и пластинчатый графит в области температур эвтектоидного превращения. Ковкие чугуны с перлитной металлической основой обладают высокими твердостью (235...305 НВ) и прочностью (ав = 650...800 МПа) в сочетании с небольшой пластичностью (8 = 3,0...1,5%). Ковкий ферритный чугун характеризуется высокой пластичностью (δ = 10... 12%) и относительно низкой прочностью (σв= 370...300 МПа). Существенными недостатками графитизирующего отжига чугунов являются длительность отжига отливок (24—60 ч) и ограничение толщины их стенок. Ковкие чугуны согласно ГОСТ 1215—79 маркируются буквами КЧ — (ковкий чугун) и двумя группами цифр. Первые две цифры в обозначении марки соответствуют минимальному пределу прочности при растяжении σв, МПа/10, цифры после тире — относительному удлинению при растяжении, δ%. Чугуны марок КЧ30-6, КЧЗЗ-8, КЧ35-10, КЧ37-12, имеющие повышенное значение удлинения при растяжении, относятся к ферритным, а марок КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5 — к перлитным чугунам. Ковкие чугуны, обладая высокими пластическими свойствами, находят применение при изготовлении разнообразных тонкостенных (до 50 мм) деталей, работающих при ударных и вибрационных нагрузках (фланцы, муфты, картеры, ступицы и др.). Масса этих деталей составляет от нескольких граммов до нескольких тонн. Для повышения твердости, износостойкости и прочности изделий из ковкого чугуна иногда применяют нормализацию или закалку. Закалка с последующим высоким отпуском позволяет получить структуру зернистого перлита. Высокопрочные чугуны. Высокопрочный чугун (ЧШГ — чугун с шаровидным графитом) получают модифицированием жидкими присадками (0,1...0,5% магния от массы обрабатываемой порции чугуна и 0,2...0,3% церия, иттрия и некоторых других элементов). При этом перед вводом модификаторов необходимо снизить содержание серы до 0,02...0,03%. Рекомендуемый химический состав высокопрочного чугуна (2,7...3,7% С; 0,5...3,8% Si) выбирается в зависимости от толщины стенок отливки — чем тоньше стенка, тем больше углерода и кремния. Чтобы избежать образования в высокопрочных чугунах ледебурита, их подвергают графитизирующему отжигу. Продолжительность такого отжига благодаря повышенному содержанию графитизирующих элементов (углерода, кремния) значительно короче, чем при отжиге белого чугуна. Структура высокопрочного чугуна состоит из металлической основы (феррита, перлита) и включений графита шаровидной формы. Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет металлическую основу, чем пластинчатый графит, и не является активным концентратором напряжений. Ферритные чугуны имеют σ02= 220...310 МПа, δ = 22... 10%, 140...225 НВ; перлитные - σ02= 370...700 МПа, δ = 7...2% и 153...360 НВ. Марки высокопрочных чугунов согласно ГОСТ 7293—85 состоят из букв ВЧ и цифр, соответствующих минимальному пределу прочности при растяжении, σв, МПа/10 и после тире – относительному удлинению при растяжении.: ВЧ38 - 17, ВЧ42 - 12, ВЧ45 - 16 — ферритные чугуны; ВЧ50 - 7, ВЧ60 - 2, ВЧ80 - 2, ВЧ120 – 2 - перлитные чугуны. Высокопрочные чугуны обладают хорошими литейными и потребительскими свойствами (обрабатываемость резанием, способность гасить вибрации, высокая износостойкость и др.). Они используются для массивных отливок взамен стальных литых и кованых деталей — цилиндров, шестеренок, коленчатых и распределительных валов и др. Для повышения механических свойств (пластичности и вязкости) и снятия внутренних напряжений отливки подвергают термической обработке (отжигу, нормализации, закалке и отпуску). Рекомендуется подвергать чугунные изделия объемной закалке. Образование мелкоигольчатого мартенсита в закаленном поверхностном слое изделий повышает их износостойкость в 3 раза и более. Для повышения износостойкости применяется также азотирование (или азотирование с последующей «обдувкой дробью»), при котором в поверхностных слоях изделий создаются благоприятные сжимающие напряжения. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 202; Нарушение авторского права страницы
 Ошибка! Ошибка связи.
Ошибка! Ошибка связи.