|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Диаграмма состояния сплавов «железо – углерод»
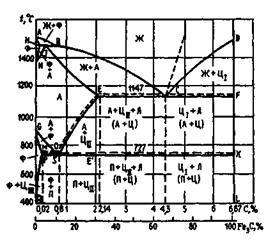
Равновесное состояние железоуглеродистых сплавов в зависимости от содержания углерода и температуры описывает диаграмма состояния «железо — углерод». На диаграмме состояния железоуглеродистых сплавов (рис.23)по оси ординат отложена температура, по оси абсцисс — содержание в сплавах углерода до 6,67%, т.е. до такого количества, при котором образуется цементит Fe3C. По этой диаграмме судят о структуре медленно охлажденных сплавов, а также о возможности изменения их микроструктуры в результате термической обработки, определяющей эксплуатационные свойства.
Рисунок 23 – Диаграмма состояния «железо – углерод»
Рассматриваемую диаграмму правильнее считать железоцементитной (Fe — Fe3C), а не железоуглеродистой (Fe — С), так как свободного углерода в сплавах не содержится. Но так как содержание углерода пропорционально содержанию цементита, то практически удобнее все изменения структуры сплавов связывать с различным содержанием углерода. Компоненты железо и углерод в системе являются полиморфными материалами. Углерод растворим в железе в жидком и твердом состояниях, а также может образовать химическое соединение — цементит Fe3C или присутствовать в сплавах в виде графита. В системе «железо-цементит» (Fe — Fe3C) имеются следующие фазы: жидкий раствор (расплав), твердые растворы — феррит ά и аустенит γ, а также химическое соединение — цементит. Феррит имеет высоко- и низкотемпературную модификации. Высокотемпературная модификация δ и низкотемпературная а представляют собой твердые растворы углерода, соответственно, в δ- и ά-железе. Предельное содержание углерода в ά-феррите при 723°С — около 0,02%, а при 20°С — 0,006%. По свойствам ά-феррит близок к чистому железу и имеет довольно низкие механические свойства, например при 0,06% С: σв= 250 МПа; δ = 50%; φ= 80%; твердость - от 80 до 90 НВ. Аустенит —γ-твердый раствор углерода в y-Fe. Предельная растворимость в нем углерода равна 2,14%. Он устойчив только при высоких температурах, но с некоторыми примесями (Мп, Сг и др.) может быть устойчивым и при обычных (даже низких) температурах. Аустенит обладает высокой пластичностью, низкими пределами текучести и прочности. Твердость аустенита — от 160 до 200 НВ. Цементит Fe3C — химическое соединение железа с углеродом, содержащее 6,67% углерода. Между атомами железа и углерода в цементите действуют металлическая и ковалентная связи. Температура плавления — около 1250°С. Цементит является метастабильной фазой; область его гомогенности очень узкая, и на диаграмме состояния он изображается вертикалью. Время его устойчивости уменьшается с повышением температуры: при низких температурах он существует бесконечно долго, а при температурах, превышающих 950°С, в течение нескольких часов распадается на железо и графит. Цементит имеет точку Кюри (210°С) и обладает сравнительно высокими твердостью (800 НВ и выше) и хрупкостью. Прочность его на растяжение очень мала (σB»40 МПа). В системе «железо — цементит» имеются две тонкие механические смеси фаз — эвтектическая (ледебурит) и эвтектоидная (перлит). Ледебурит является смесью γ + Fe3C, образующейся при 1130°С в сплавах, содержащих от 2,0 до 6,67% С, и наблюдается визуально как структурная составляющая железоуглеродистых сплавов (главным образом чугунов). Ледебурит обладает достаточно большими величинами прочности (НВ > 600) и хрупкости. Перлит (до 2,0% С) представляет собой смесь ά + Fe3C (в легированных сталях — карбидов), образующуюся при 723°С и содержании углерода 0,83% в процессе распада аустенита, и наблюдается визуально как структурная составляющая железоуглеродистых сплавов. Механические свойства перлита зависят от формы и дисперсности частичек цементита (прочность пластинчатого перлита несколько выше, чем зернистого): σв= 800-900 МПа; δ < 16%; твердость 180...220 НВ. Диаграмма состояния Fe — Fe3C является комбинацией диаграмм простых типов. На ней имеются три горизонтали трехфазных равновесий: перитектического (1496°С), эвтектического (1147°С) и эвтектоидного (727°С). Все линии на диаграмме состояния соответствуют критическим точкам, т.е. температурам, при которых происходят фазовые и структурные превращения в железоуглеродистых сплавах: ABCD — линия начала кристаллизации сплава (ликвидус), AHJECF — линия конца кристаллизации сплава (солидус). В области диаграммы HJCE находится смесь двух фаз: жидкого раствора и аустенита, а в области CFD — жидкого раствора и цементита. В точке С при содержании 4,3% С и температуре 1130°С происходит одновременная кристаллизация аустенита и цементита и образуется их тонкая механическая смесь — ледебурит. Ледебурит присутствует во всех сплавах, содержащих от 2,0 до 6,67% С (чугуны). Точка Е соответствует предельному насыщению железа углеродом (2,0% С). В области диаграммы AGSF находится аустенит. При охлаждении сплавов аустенит распадается с выделением по линии GS феррита, а по линии SE — вторичного цементита. Линии GSE и PSK имеют большое практическое значение для установления режимов термической обработки сталей: GSE называют линией верхних критических точек, a PSK — нижних критических точек. В области диаграммы GSP находится смесь двух фаз — феррита и распадающегося аустенита, а в области диаграммы SEE' — смесь вторичного цементита и распадающегося аустенита. В точке S при содержании 0,8% С и при температуре 723°С весь аустенит распадается и одновременно кристаллизуется тонкая механическая смесь феррита и цементита — перлит. Линия PSK соответствует окончательному распаду аустенита и образованию перлита. В области ниже линии PSK никаких изменений структуры не происходит. Структурные превращения в сплавах, находящихся в твердом состоянии, вызваны следующими причинами: изменением растворимости углерода в железе в зависимости от температуры сплава (QP и SE), полиморфизмом железа (PSK) и влиянием содержания растворенного углерода на температуру полиморфных превращений (растворение углерода в железе способствует расширению температурной области существования аустенита и сужению области феррита). Диаграмма стабильного равновесия Fe — Fe3C, обозначенная на рис. 50 штриховой линией, отображает возможность образования высо-коуглеродистой фазы (графита) на всех этапах структурообразования в сплавах с повышенным содержанием углерода. Диаграмма состояния стабильной системы «железо — графит» отличается от метастабильной системы «железо — цементит» только в той части, где в фазовых равновесиях участвует высокоуглеродистая фаза (графит или цементит). На диаграмме состояния различают две области: стали и чугуны. Условия принятого разграничения — возможность образования ледебурита (предельная растворимость углерода в аустените): • стали — до 2,14% С, не содержат ледебурита; • чугуны — более 2,14% С, содержат ледебурит. В зависимости от процентного содержания углерода железоуглеродистые сплавы получили следующие названия: доэвтектоидные стали (менее 0,83% С); эвтектоидные стали (0,83% С); заэвтектоидные стали (0,83...2% С); доэвтектические чугуны (2...4,3% С); заэвтектические чугуны (4,3...6,67% С). Сплавляя железо с углеродом и варьируя содержание компонентов, получают сплавы с различными структурой и свойствами. Стали.
Сплавы на основе железа подразделяются на стали, чугуны и сплавы железа с никелем, хромом, алюминием и другими элементами. Если легирующих элементов больше, чем железа, а железа менее 50 – 55 %, то такие «стали» называются сплавами. Сталь – сплав железа с углеродом и другими элементами, содержащий углерода не более 2.14 %. Для производстве стали жидкий чугун подвергается рафинированию и легированию для получения заданного химического состава и разливается при заданной температуре. Наиболее распространенное производство стали с использованием чугуна не является экономически оптимальным, поскольку в доменной печи происходит науглероживание железа, а при плавке стали приходится этот углерод окислять. Значительно экономичнее прямое получение железа - непосредственное получение металлизованного продукта (металлизованных окатышей, губчатого (кричного) железа) восстановлением из руды с помощью водорода и моноокиси углерода. При производстве стали жидкий чугун далее подвергается рафинированию и легированию для получения заданного химического состава и разливается при заданной температуре. Производство стали с использованием чугуна не является экономически оптимальным, поскольку в доменной печи происходит науглероживание железа, а при плавке стали приходится этот углерод окислять. Значительно экономичнее прямое получение железа - непосредственное получение металлизованного продукта (металлизованных окатышей, губчатого (кричного) железа) восстановлением из руды с помощью водорода и моноокиси углерода. В В качестве исходных материалов (шихты) при производстве стали используются жидкий или твердый чугун, стальной лом, губчатое железо, металлизованные окатыши, мягкое железо, раскислители, легирующие и шлакообрспующие материалы. Мягкое железо выплавляется по заказу в мартеновских или электросталеплавильных печах и применяется при выплавке легированных сталей для снижения общего содержания углерода. В качестве шлакообразуюших используются: известняк; известь; плавиковый шпат; бокситы; песок ; кварцит; шамотный бой. Постоянные (технологические) примеси являются обязательными компонентами сталей и сплавов, что объясняется трудностью их удаления как при выплавке (Р,Ѕ), так и в процессе раскисления (Si ,Mn) или из шихты - легированного металлического лома (Ni, Cr и др.). К постоянным примесям относят углерод, марганец, кремний, серу, фосфор, а также кислород, водород и азот. Постоянные примеси могут присутствовать в виде твердых и газообразных фаз. Характер влияния этих примесей на свойства сталей и сплавов определяется их возможностью образовывать самостоятельные фазы с основным компонентом — железом, а также местом возникновения этих фаз. Углерод в соответствии с диаграммой состояния «железо — цементит» может образовывать с железом твердый раствор а и цементит Fe3C, его количество в сталях пропорционально содержанию углерода. Влияние углерода на свойства сталей в основном определяется свойствами цементита и связано с изменением содержания основных структурных составляющих - феррита и цементита. При увеличении содержания углерода до 1,2% возрастают прочность, твердость, порог хладноломкости (0,1% С повышает температуру порога хладноломкости на 20°С), предел текучести, величина электрического сопротивления и коэрцитивная сила. При этом снижаются плотность, теплопроводность, вязкость, пластичность, величины относительных удлинения и сужения, а также величина остаточной индукции. Существенную роль играет то, что изменение физических свойств приводит к ухудшению целого ряда технологических свойств, таких как деформируемость при штамповке, свариваемость и др. Так, хорошей свариваемостью отличаются низкоуглеродистые стали. Сварка средне- и особенно высокоуглеродистых сталей требует применения подогрева, замедляющего охлаждение, и других технологических операций, предупреждающих образование трещин. Mapганец вводят в стали как технологическую добавку для повышения степени их раскисления и устранения вредного влияния серы. Марганец считается технологической примесью при его содержании, не превышающем 0,8%. Марганец присутствует в сталях и сплавах в виде твердого раствора а и как технологическая примесь и существенного влияния на свойства сталей не оказывает. Кремний также вводят в сталь для раскисления. Содержание кремния как технологической примеси обычно не превышает 0,37%. Кремний присутствует в сталях и сплавах в твердом растворе а и как технологическая примесь влияния на свойства стали не оказывает. В сталях, предназначенных для сварных конструкций, содержание кремния не должно превышать 0,12...0,25%. Сера практически нерастворима в аустените и присутствует в сталях и сплавах в виде хрупких сульфидов FeS и MnS, входящих в эвтектику с температурой плавления 985°С. Причем эта эвтектика, как правило, кристаллизуется по границам зерен. Пределы содержания серы как технологической примеси составляют 0,035...0,06%. Повышение содержания серы существенно снижает механические и физико-химические свойства сталей, в частности пластичность, ударную вязкость, сопротивление истиранию и коррозионную стойкость. При горячем деформировании сталей и сплавов большое содержание серы ведет к красноломкости, проявляющейся появлением надрывов по включениям FeS. Кроме того, повышенное содержание серы снижает свариваемость готовых изделий. Фосфор, как и сера, относится к наиболее вредным примесям в сталях и сплавах. Пределы содержания фосфора как технологической примеси составляют 0,025...0,045%. Фосфор в сталях и сплавах присутствует в твердом растворе ά. Увеличение его содержания даже на доли процента, повышая прочность, одновременно повышает текучесть, хрупкость и порог хладноломкости и снижает пластичность и вязкость. Это объясняется тем, что фосфор вызывает сильную внутрикристаллическую ликвацию и способствует росту зерен в металле. Вредное влияние фосфора особенно сильно сказывается при повышенном содержании углерода. Кислород и азот растворяются в ничтожно малом количестве и загрязняют сталь неметаллическими включениями (оксидами, нитридами, газовой фазой). Они оказывают отрицательное воздействие на свойства, вызывая анизотропию механических свойств, повышение хрупкости и порога хладноломкости, а также снижают вязкость и выносливость. Содержание кислорода более 0,03% вызывает старение сталей, а более 0,1% — красноломкость. Азот увеличивает прочность и твердость стали, но снижает пластичность. Повышенное содержание азота вызывает деформационное старение. Старение медленно развивается при комнатной температуре и ускоряется при нагреве до 250°С. Водород содержится в твердом растворе ά или скапливается в порах и на дислокациях. Увеличение его содержания в сталях и сплавах приводит к увеличению хрупкости. Кроме того, в изделиях проката могут возникать флокены, которые развивает водород, выделяющийся в поры. Флокены — дефекты внутреннего строения стали в виде серебристо-белых пятен (в изломе) или волосовин (на протравленных шлифах). Встречаются главным образом в катаных и кованых изделиях. Флокены инициируют процесс разрушения. Металл, имеющий флокены, нельзя использовать в промышленности.
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 123; Нарушение авторского права страницы