|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор температуры закалки.
Результаты закалки во многом зависит от правильного выбора температуры нагрева для закалки. Доэвтектоидные стали для закалки следует нагревать до температуры на 30—50°С выше Ас3. В этом случае сталь с исходной структурой перлит + феррит нагревается до аустенитного состояния при охлаждении со скоростью больше критической получается мартенсит. Такая закалка называется полной. Если доэвтектоидную сталь нагреть выше Ас1, но ниже Ас3, то в ее структуре после закалки наряду с мартенситом будут участки феррита. Присутствие феррита как мягкой составляющей снижает твердость стали после закалки. Такая закалка называется неполной. Следовательно, все доэвтектоидные стали подвергают полной закалке. Заэвтектоидные стали нагревают для закалки на 50-70ºС выше Ас1. При этих температурах в стали наряду с аустенитом имеется цементит. Поэтому после закалки в структуре заэвтектоидных сталей присутствуют мартенсит и цементит и небольшое количество остаточного аустенита. Остаточный аустенит как структурная составляющая характерен для всех закаленных заэвтектоидных сталей. Если заэвтектоидную сталь нагреть для закалки выше Аст, то в ее структуре будет крупноигольчатый мартенсит с повышенным количеством остаточного аустенита. Присутствие остаточного аустенита в структуре стали снижает ее твердость. Все заэвтектоидные стали подвергают неполной закалке. Время нагрева деталей зависит от нагревающей среды. При нагреве в электрических воздушных печах скорость нагрева составляет 0,8—1 мин на 1 мм сечения. Скорость нагрева в соляной ванне в два раза выше, чем в электрической печи, а в расплавленном металле (свинце) в три-четыре раза. По достижении заданной температуры нагрева проводят выдержку для полного прогрева деталей по сечению и для завершения всех фазовых превращений и выравнивания состава аустенита по объему. Чем выше температура нагрева, тем меньше продолжительность выдержки. Закалочные среды. Охлаждающая (закалочная) среда должна обеспечить высокую скорость охлаждения при температурах наименьшей устойчивости переохлажденного аустенита (650—550°С), чтобы предупредить его распад на ферритно-цементитную смесь. В интервале температур мартенситного превращения (от Мн до Мк) целесообразно медленное охлаждение с целью уменьшения внутренних напряжений. В качестве закалочных сред для углеродистых сталей, имеющих высокую критическую скорость охлаждения, применяют воду и различные водные растворы, а для легированных сталей, имеющих небольшую критическую скорость охлаждения, используют масло и воздух. При погружении нагретой детали в воду и масло различают три стадии охлаждения . На первой стадии вокруг нагретой детали возникает паровая рубашка, через которую осуществляется отвод тепла. Скорость отвода тепла в этом случае мала. Первая стадия называется стадией пленочного кипения. На второй стадии паровая рубашка разрушается и жидкость вступает в контакт с нагретой деталью, образуя на ее поверхности пузырьки. Охлаждение в этот период происходит с большой скоростью. Это стадия называется стадией пузырькового кипения. При дальнейшем охлаждении ниже температуры кипения отвод тепла осуществляется за счет конвекции с небольшой скоростью. Закалочная жидкость охлаждает тем интенсивней, чем шире интервал пузырькового кипения, т.е. чем выше температура перехода от первой стадии охлаждения ко второй и ниже температура перехода от второй стадии к третьей.
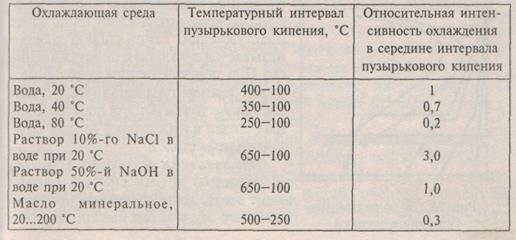
В табл. 3 приведены примерные температурные интервалы пузырькового кипения и относительная скорость охлаждения в середине этого интервала для различных сред.
Характеристика различных охлаждающих сред. Таблица 3
Вода как закалочная среда имеет большую скорость охлаждения, но обладает рядом недостатков: охлаждающая способность воды резко снижается при повышении ее температуры; вода имеет высокую скорость охлаждения при температурах образования мартенсита. Добавки к воде солей, соды, щелочей сильно изменяют ее закаливающую способность. В таких растворах расширяется интервал пузырькового кипения, ускоряется и делается более равномерным охлаждение в этом интервале. Охлаждающая способность водных растворов солей и щелочей менее чувствительна к колебаниям температуры. Минеральное масло охлаждает медленнее и более равномерно, чем вода и водные растворы. Охлаждающая способность масла не изменяется с повышением температуры от 20 до 150°С. К недостаткам масла относятся его огнеопасность и загущение с течением времени, что ухудшает его закаливающую способность. Кроме того, масло пригорает к поверхности детали и образует налет (пригар). Способы закалки. Оптимальный способ закалки выбирают в зависимости от состава стали, формы и размеров детали. Чем больше углерода в стали, тем больше объемные изменения, тем при более низкой температуре происходит превращение аустенита в мартенсит, тем больше вероятность образования трещин, тем тщательнее нужно выбирать способ охлаждения. Чем сложнее деталь, тем больше различие в сечениях детали, больше величина внутренних напряжений, возникающих при охлаждении. Существуют следующие способы закалки: закалка в одном охладителе получила наиболее широкое применение. Нагретую до определенной температуры деталь погружают в закалочную среду, где она остается до полного охлаждения. Этот способ применяют для деталей простой формы из углеродистых и легированных сталей. Детали из углеродистых сталей диаметром более 5 мм охлаждают в воде, а меньшего диаметра — в масле. Легированные стали охлаждают в масле. С целью уменьшения внутренних напряжений детали иногда перед по-I гружением в закалочную жидкость некоторое время охлаждают на воздухе, При закалке в двух средах нагретую деталь сначала охлаждают в воде до температуры нескольео выше Мн, а затем быстро перено сят в другую среду (масло, селитру или на воздух), где она охлаждается до 20°С медленнее, чем в воде. При этом уменьшаются внутренние напряжения, связанные с превращением аустенита в мартенсит. Этот способ применяется при закалке высокоуглеродистых сталей и требует от термиста высокой квалификации, так как трудно установить и отрегулировать время выдержки детали в воде. Обычно оно очень мало и исчисляется секундами (3—4 с). При ступенчатой закалке нагретая деталь охлаждается в закалочной среде, имеющей температуру несколько выше точки Мн (обычно 230—250°С), и выдерживается в ней до выравнивания температуры по всему сечению. Выдержка не должна быть очень длительной. Затем следует окончательное охлаждение на воздухе, во время которого происходит превращение аустенита в мартенсит. При ступенчатой закалке уменьшаются объемные изменения, коробление и опасность возникновения трещин. Правку и рихтовку изделий, склонных к короблению, осуществляют в период охлаждения на воздухе. Ступенчатая закалка для углеродистых сталей применима лишь для изделий диаметром не более 10—12 мм, а для легированных сталей — до 20—30 мм. Изотермическая закалка выполняется так же, как и ступенчатая, но выдержка в закалочной среде более продолжительна. Продолжительность выдержки в закалочной среде зависит от устойчивости переохлажденного аустенита при температурах выше Мн и определяется по диаграмме изотермического превращения аустенита для каждой марки стали. В основном изотермической закалке подвергают легированные стали. Отпуск после изотермической закалки не производится. В качестве охлаждающих сред при ступенчатой и изотермической закалках применяют расплавленные соли (например, 55% КNО3 и 45% NaNO2 ) или расплавленные щелочи (20% NаОН и 80% КОН). Добавление 5—10% воды в расплав щелочей и солей увеличивает скорость охлаждения. При закалке с самоотпуском нагретую деталь рабочей частью погружают в воду и вынимают после кратковременной выдержки. За счет тепла той части детали, которая не погружалась в воду, рабочая часть изделия нагревается. Температуру нагрева определяют по цветам побежалости. Дальнейший нагрев прерывают немедленным охлаждением всей детали в воде. Появление цветов побежалости при отпуске в интервале 200— 300 °С объясняется тем, что на чистой (полированной, шлифованной) поверхности возникают тонкие слои окислов. Цвет слоя окислов зависит от его толщины, которая, в свою очередь, зависит от температуры: светло-желтый, желтый, темно-желтый — при тем пературе 220, 230 и 240 °С; коричневый и коричнево-красный -255 и 265 °С; фиолетовый — 285 ºС; емно- и светло-синий — 295-310 °С; серый — 330 ºС. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 96; Нарушение авторского права страницы