|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Шарикоподшипниковые стали
Шарикоподшипниковые стали по ГОСТ 801–78 имеют особую маркировку: после букв ШХ (Ш – шарикоподшипниковая, X – хромистая) указывают среднее содержание хрома в десятых долях процента. Например, сталь ШХ15 содержит 1,5 % Сг. Другие легирующие элементы имеют общепринятое обозначение. Шарикоподшипниковые стали должны обладать высокой твёрдостью, износостойкостью и сопротивлением контактной усталости. К ним предъявляют высокие требования по содержанию вредных примесей и неметаллических включений, а также по карбидной неоднородности. В связи с этим для таких сталей применяют часто электрошлаковый (с обозначением буквой Ш в конце марки) и вакуумно-дуговой переплав (буквы ВД в конце марки). Для изготовления колец, шариков и роликов подшипников применяют стали ШХ15 и ШХ15СГ; их подвергают закалке в масле с температурой Для изготовления деталей подшипников качения, работающих при высоких динамических нагрузках, применяют цементируемые стали 20Х2Н4А и 18ХГТ. После газовой цементации на глубину 1,2¸3,5 мм, высокотемпературного отпуска, закалки и отпуска при температуре 160¸170 °С сталь 20Х2Н4А имеет твёрдость на поверхности 58¸62 НRС и в сердцевине 35¸45 НRС. Для изготовления деталей тяжело нагруженных роликовых подшипников, подвергаемых объёмно-поверхностной закалке, применяют сталь ШХ4РП с регламентируемой прокаливаемостью. Закалённый слой имеет твёрдость Кольца и тела качения подшипников, работающих в агрессивных средах, изготавливают из стали 95X18. Их подвергают закалке в масле при температуре 1000¸1050 °С и отпуску при 140¸150 °С на твёрдость не менее 56 НRС. Предел выносливости при 60 НRС составляет σ-1 = 980 МПа. Сталь 95X18Ш применяют для износостойких деталей ответственного назначения.
2.5. Выбор марки конструкционной стали При выборе сталей исходят из общих эксплуатационных, технологических и экономических требований к деталям машин и конструкциям, изложенных 2.5.1. Рекомендации по выбору марки стали Предварительный выбор сталей для типовых деталей машин можно проводить на основе рекомендаций, базирующихся на практике использования материалов в современном машиностроении. Валы и оси. Эксплуатационная стойкость валов определяется усталостной прочностью в условиях кручения и изгиба, контактной прочностью и износостойкостью. Мало нагруженные, медленно вращающиеся валы изготавливают из сталей Ст3; Ст4; Ст5; 35; 40; 45. Их не подвергают термической обработке. Валы небольших размеров, которые должны обладать повышенной прочностью на изгиб и кручение и усталостной прочностью, изготовляют из сталей 40Х (с диаметром до 20¸25 мм), 50Х (d = 35¸40 мм), 40ХГР (d = 50¸55 мм). Их подвергают закалке и отпуску, чаще всего низкотемпературному Средне нагруженные валы диаметром до 100 мм, работающие в основном на изгиб и кручение, изготавливают из сталей 45, 40Х и 50Х, подвергая их улучшению на 217¸ 285 НВ (σв = 800¸1000 МПа). Высоко нагруженные валы большого диаметра (свыше 100 мм) изготавливают из сталей 50ХН, 40ХНМА, 34ХН3МА, 38ХН3МФА и подвергают улучшению на σв > 1000 МПа. Для валов в турбо- и компрессоростроении, которые должны обладать высокой прочностью в больших сечениях, применяют стали 30ХН2ВФА, 36ХН1МФА, 38ХН3МФА, 30Х2НВФА, 34ХН1М, 34ХН3М, 34ХН1МА, 34ХН3МА, 35ХМ, 35ХМА, 38ХМ, подвергаемые улучшению. Гладкие, ступенчатые и шлицевые валы, работоспособность которых определяется контактной выносливостью и износостойкостью, должны иметь поверхностную твердость 48¸50 HRС и более. Такие валы изготавливают из сталей 45 и 50, упрочняя их поверхностной закалкой при индукционном нагреве (с толщиной упрочнённого слоя 1,3¸2 мм). Если валы должны обладать также и высокой усталостной прочностью, то перед поверхностной закалкой их подвергают улучшению. В этом случае чаще используют стали 40Х, 40ХГТ и другие, обеспечивающие повышенную прокаливаемость. Если требуется высокая износостойкость, то быстроходные валы изготавливают из сталей 20Х (d = 25¸30 мм), 18ХГТ (d = 60¸80 мм), 12ХН3А В автомобилестроении для изготовления ведущего и ведомого валов коробки передач применяют стали 25ХГМ и 25ХГТ (упрочняемые нитроцементацией на 56¸65 HRС), 15ХГНТ и 15ХГН2ТА (упрочняемые цементацией Для изготовления цементируемых валов большого диаметра (около 100 мм) с высокой прочностью сердцевины применяют сложнолегированные стали 35Х2ГНТА, 30ХН2МФА, 12Х2Н4А, 20Х2Н4А и др. Когда требуются высокая прочность и особо высокая износостойкость, применяют улучшаемую сталь 38Х2МЮА с последующим азотированием. Для шестерённых и червячных валов, шлицевых валов, валов редукторов используют также стали 33ХС, 38ХС, 40ХС после улучшения на твёрдость не менее 255 НВ; 25ХГСА¸35ХГСА после улучшения на 235¸269 НВ; 40Г, 40Г2, 50Г2 после улучшения на 250¸300 НВ. Для торсионных валов применяют стали 33ХС, 38ХС, 40ХС после улучшения на твёрдость более 255 НВ и сложнолегированные стали 36Х2Н2МФА, 45ХН2МФА, подвергаемые улучшению на 262¸311 НВ. Распределительные и карданные валы изготавливают из марганцевых сталей 40Г, 40Г2, 50Г2, улучшаемых на 250¸300 НВ. Валы и оси особо ответственного назначения изготавливают из сложнолегированных улучшаемых сталей 35ХН1М2ФА (248¸293 НВ), 38ХН3МА, 38ХН3МФА (293¸331 НВ). Для изготовления осей и полуосей применяют улучшаемые стали 30¸55, 30Г2, 40Г2, 30Х¸50Х, 40ХФА, 47ГТ, 40ГТР, 38ХГН, 30ХРА. Тяжело нагруженные оси, работающие при больших ударных нагрузках и изнашивании, можно изготавливать из сталей 25Х2ГНТА, 20Х2Н4А и 12ХН3А, подвергаемых цементации. Коленчатые валы воспринимают высокие нагрузки от сил инерции поступательного и вращательного движения масс. Эти силы вызывают износ шеек вала и усталостные явления по галтелям и в местах выхода масляных каналов. Коленчатые валы обычно изготавливают из сталей, в ряде случаев из высокопрочных и ковких чугунов. Коленчатые валы тихоходных судов и автотракторных двигателей изготавливают из сталей 40, 45, 40Х, 40Г. Для коленчатых валов быстроходных двигателей применяют улучшаемые стали 40Х, 40ХН, 40ХФА, 45Х. Шейки валов подвергают поверхностной закалке ТВЧ и самоотпуску (стали 40Х, 40ХН, 40ХФА) или азотированию (сталь 45Х). Для повышения усталостной прочности галтели иногда упрочняют обкаткой роликами или подвергают дробеструйному наклёпу. Высоко нагруженные коленчатые валы изготавливают из улучшаемых сталей 40ХНМА и 18Х2Н4ВА, подвергаемых иногда азотированию. Коленчатые валы дизельных двигателей изготавливают из сталей 18Х2Н4ВА, 18Х2Н4МА, 14Х2Н3МА, подвергаемых улучшению и азотированию (600¸700 НV) или закалке и отпуску при температуре 200 °С. Шпиндели должны обладать высокой поверхностной твёрдостью и износостойкостью. Шпиндели для станков нормальной и повышенной точности изготовляют из сталей 50 и У8 и упрочняют поверхностной закалкой с нагревом ТВЧ (58¸62 HRС) или объёмной закалкой с отпуском на 40¸50 HRС. Шпиндели станков особо высокой точности упрочняют цементацией или азотированием. Для цементируемых шпинделей применяют стали 20Х, 18ХГТ, 12ХН3А с поверхностной твёрдостью 56¸62 HRС после закалки и отпуска при температуре 170¸210 °С. Азотируемые шпиндели изготовляют из сталей 18ХГТ, 40ХФА (твёрдостью 600¸700 НV) и 38Х2МЮА (твёрдостью не менее 850 НV). Зубчатые колёса наиболее часто выходят из строя в связи с контактным усталостным разрушением, торцовым износом, заеданием зубьев, а также с поломкой зубьев из-за усталости или кратковременных перегрузок. Для тяжело нагруженных (силовых) зубчатых колес применяют легированные цементируемые стали 20ХГНМ, 18ХГТ, 30ХГТ, 12ХН3А, 18Х2Н4ВА, 20ХНМ, 25Х2ГНТА (твёрдость после термообработки 56¸64 HRС) и нитроцементируемые стали 40Х (твёрдость 48¸53 HRС), 25ХГТ, 25ХГМ (твёрдость Для средне нагруженных колёс применяют также стали 45, 50, 40Х, 50Х, упрочняя колёса по контуру зубьев (в том числе и во впадинах) закалкой ТВЧ или объёмной закалкой с последующим отпуском при температуре 180¸220 °С на твёрдость 48¸54 HRС. Для средне и мало нагруженных колёс применяют улучшаемые стали 40, 45, 50Г, 40Х, 30ХГС (при единичном и мелкосерийном производстве). Ведущие и ведомые цилиндрические и конические шестерни редукторов и главной передачи грузовых автомобилей средней грузоподъёмности изготовляют из экономно легированных сталей 18ХГТ, 25ХГТ, автомобилей ВАЗ – из сталей 20ХГНМ и 19ХГН, автомобилей ГАЗ – из сталей 20ХГР и 20ХНМ (с использованием цементации или нитроцементации). В последнее время для изготовления зубчатых колес заднего моста автомобиля применяют сталь 25ХГНМАЮ, что обеспечивает повышение их долговечности на 30 % по сравнению с серийными зубчатыми колёсами из стали 20ХГНМ. Наиболее нагруженные шестерни большегрузных автомобилей изготовляют из сталей 12ХН3А (автомобиль МАЗ), 15ХГН2ТА и 15Х2ГНТРА (ЯМЗ), 20ХГН2ТА и 15ХГН2ТА (КрАЗ), подвергаемых цементации или нитроцементации на поверхностную твёрдость не ниже 59 HRС. Твёрдость на поверхности зуба не должна превышать 63 HRС, а в сердцевине 30¸42 HRС. Излишне высокая твёрдость сердцевины снижает предел выносливости зубьев и увеличивает опасность их хрупкого разрушения. Некоторые шестерни заднего моста изготавливают из стали 55ПП и упрочняют поверхностной закалкой при глубинном нагреве. При этом получают твёрдость на поверхности зуба 58¸62 HRС и в сердцевине 30¸40 HRС при толщине упрочнённого слоя 1¸2 мм. В тракторном и сельскохозяйственном машиностроении применяют различные материалы в зависимости от степени нагруженности деталей. Мало и средне нагруженные зубчатые колёса (шестерни коробки передач, ведомые шестерни главной передачи для тракторов) изготавливают из сталей 18ХГТ, 25ХГТ, 20ХГНР, 20ХНР, 20Х с упрочнением цементацией на глубину 1,2¸1,8 мм или нитроцементацией на глубину 0,8¸1,2 мм. Твёрдость поверхности составляет 56¸65 НRС, в сердцевине зубьев НRС 25¸40 HRС. Если зубчатые колеса должны обладать повышенной износостойкостью, то их изготавливают из улучшаемых сталей 40, 45, 40Х, 40ХС, а поверхность упрочняют закалкой ТВЧ на твёрдость не менее 54 HRС. Толщина упрочнённого слоя находится в пределах 1,5¸2,5 мм. Тяжело нагруженные зубчатые колёса (например, шестерни тракторов) изготавливают из цементируемых или нитроцементируемых сталей 20ХГНР, 20ХНР, 20ХН3А. Толщина и твёрдость поверхностного слоя такие же, как у предыдущей группы сталей с такой же обработкой, а твёрдость сердцевины несколько выше (30¸45 HRС). В станкостроении зубчатые колёса изготавливают из цементируемых сталей 20Х и 18ХГТ или из стали 40, подвергаемой контурной поверхностной закалке ТВЧ на твёрдость 45¸52 НRС. Высоко нагруженные колеса изготавливают иногда из цементируемой стали 20ХНМ или нитроцементируемой стали 25ХГТ, а особо нагруженные – из сталей 12ХН3А (с цементацией) или 25Х2ГНТА (с нитроцементацией). Твёрдость на поверхности зубьев Азотированию подвергают мало и средне нагруженные колёса сложной конфигурации, изготовляемые из сталей 40Х или 40ХФА. После азотирования проводят только притирку или хонингование зубьев. Трубчатые детали (втулки, гильзы и т.д.) должны обладать высокой износостойкостью, стабильностью формы и размеров. Их изготавливают из азотируемых сталей 40ХФА, 30ХН3ВА, 38Х2МЮА или цементируемых сталей 20Х (толщина стенки 14¸18 мм), 18ХГТ (40¸45 мм), 12ХН3А (70¸75 мм). Нормали (болты, винты, гайки, шпильки и т.д.) изготовляют из нормализуемых сталей 40, 40Х, 30ХГС с твёрдостью 25¸30 HRС (мало нагруженные детали), улучшаемых сталей 40, 40Х, 30ХГС с твёрдостью 30¸35 HRС (средне нагруженные детали) и улучшаемых или нормализуемых сталей 40ХН, 40ХНМА 2.5.2. Выбор марки стали Главными параметрами, определяющими выбор стали, являются механические свойства и распределение их по сечению детали. Оптимального сочетания прочности, пластичности и ударной вязкости достигают после термического улучшения при сквозной прокаливаемости. При полной прокаливаемости механические свойства стали мало зависят от ее легирования. Исключение составляет легирование никелем и молибденом, повышающее сопротивление хрупкому разрушению. Не следует стремиться к излишне высокой прокаливаемости за счет легирования стали хромом, марганцем и кремнием, так как при этом возрастает склонность стали к хрупкому разрушению. Глубоко прокаливающиеся стали применяют для крупных деталей с большим сечением. Для деталей, испытывающих растягивающие напряжения (шатуны, торсионные валы, ответственные болты и др.), а также для рессор и пружин нужно обеспечивать полную прокаливаемость. Под прокаливаемостъю понимают способность стали получать закалённый слой с мартенситной или трооститно-мартенситной структурой и высокой твёрдостью на ту или иную глубину. Если закалённый слой характеризуется только структурой мартенсита, то такую прокаливаемость называют мартенситной. Однако в связи с трудностью определения границы чисто мартенситной структуры чаще определяют границу слоя, содержащего не только мартенсит, но и некоторое количество промежуточных или трооститных структур. Например, обычно при оценке мартенситной прокаливаемости используют глубину слоя с содержанием мартенсита 95 %. Но чаще всего определяют не мартенситную, а полумартенситную прокаливаемость, оцениваемую расстоянием от поверхности до полумартенситной зоны (50 % мартенсита + 50 % троостита). Полумартенситную зону принимают в качестве критерия прокаливаемости потому, что её легко определить по микроструктуре, но еще проще по твёрдости. Твёрдость полумартенситной структуры в основном зависит от содержания углерода и слабее от легирования сталей (табл. 2.17). Прокаливаемость количественно оценивают по реальному критическому диаметру. Реальным критическим диаметром называют наибольший диаметр образца, при котором сталь в данном охладителе (в воде, в масле, на воздухе и т.д.) прокаливается полностью, т.е. в центре образца будут обеспечены необходимые структура и твёрдость. Критическому диаметру полумартенситной прокаливаемости в центре сечения изделия соответствует полумартенситная структура. Но полумартенситная прокаливаемость не всегда обеспечивает необходимые механические свойства и их равномерность по сечению изделия. В связи с этим прокаливаемость нередко определяют по глубине закалённого слоя со структурой 95 % мартенсита. Критический диаметр 95 %-ной мартенситной прокаливаемости примерно на 25 % меньше критического диаметра, определённого по полумартенситной зоне. Полная прокаливаемость на структуру 99,9 % мартенсита составляет около 50 % полумартенситной прокаливаемости. Прокаливаемость определяется критической скоростью охлаждения, зависящей от состава стали. Если действительная скорость охлаждения в сердцевине изделия будет превышать критическую скорость закалки Vкр, то сталь получит мартенситную структуру по всему сечению; если же будет превышена скорость охлаждения для полумартенситной зоны Vкр50, то обеспечивается сквозная полумартенситная прокаливаемость. При недостаточной скорости охлаждения в сердцевине изделия (меньшей Vкр и меньшей Vкр50) изделие прокалится только на некоторую глубину, и прокаливаемость будет неполной (рис. 2.4). В этом случае в сердцевине произойдет распад аустенита с образованием пластинчатой ферритно-карбидной структуры (троостита, сорбита или перлита). Таблица 2.17 Влияние содержания углерода и легирования сталей
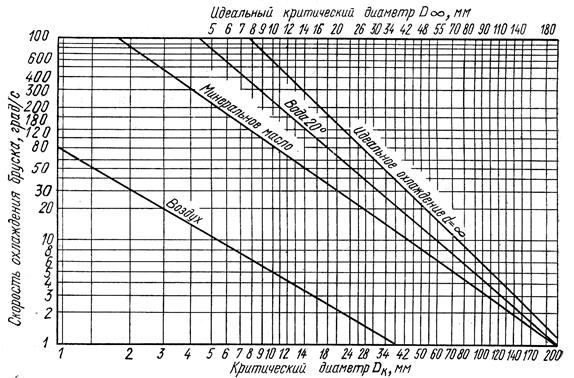
Прокаливаемость стали тем выше, чем меньше критическая скорость закалки, т.е. чем выше устойчивость переохлажденного аустенита. Она увеличивается при легировании стали элементами, хорошо растворяющимися в аустените (кроме кобальта), а также при увеличении содержания углерода до 0,8 %. Сильно повышают прокаливаемость молибден, вольфрам, хром, марганец и малые добавки бора (0,003¸0,005 %), менее сильно влияет кремний. Прокаливаемость особенно возрастает при введении в сталь нескольких легирующих элементов. Легирующие элементы повышают прокаливаемость, только когда они растворены в аустените. Если же они находятся в виде химических соединений (например, карбидов или нитридов), то они не только не повышают устойчивость аустенита, но могут ее уменьшить, так как частицы карбидов и нитридов служат готовыми зародышами, облегчающими распад аустенита. Повышается прокаливаемость стали при укрупнении структуры аустенита. Поэтому увеличение температуры и длительности нагрева повышают прокаливаемость. Легирующие элементы, находящиеся в виде карбидов, не только создают дополнительные центры, способствующие распаду аустенита, но и измельчают его зерно, что также увеличивает критическую скорость закалки и уменьшает прокаливаемость. Прокаливаемость зависит также от размеров детали и скорости охлаждения. Чем интенсивнее охлаждает закалочная среда, тем больше прокаливаемость. При сквозной прокаливаемости свойства стали (в том числе и твёрдость) по всему сечению изделия одинаковы или мало различаются. При несквозной прокаливаемости твёрдость падает от поверхности к сердцевине. После отпуска при высокой температуре различие в твёрдости и временном сопротивлении по сечению уменьшается, однако предел текучести, ударная вязкость и пластичность в сердцевине образца остаются более низкими. Это объясняется разным характером строения ферритно-цементитной структуры. В закалённом слое в результате отпуска мартенсита образуется более дисперсная ферритно-цементитная структура зернистого строения, а в сердцевине она более грубая и имеет пластинчатое строение. Прокаливаемость стали является важным фактором, определяющим свойства и применение сталей. Чем больше прокаливаемость, тем легче получить высокие механические свойства стали после термической обработки даже в деталях большого сечения. Это особенно важно для ответственных деталей, которые подвергают термическому улучшению, т. е. закалке и высокому отпуску. Поэтому такие детали целесообразно изготавливать из легированных сталей, обладающих высокой прокаливаемостью. Стали высокой прокаливаемости обладают еще и тем преимуществом, что их можно закаливать в масле и даже на воздухе, что способствует уменьшению внутренних напряжений, возникающих при закалке. Прокаливаемость стали чаще всего определяют методом торцовой закалки (ГОСТ 5657–69). Образец стандартных размеров (рис. 2.4 а) нагревают под закалку в муфельной печи в течение 30 мин. После нагрева образец быстро переносят в специальную установку, где его охлаждают с торца струёй воды. Скорость охлаждения образца в разных точках его длины будет различной. Максимальная скорость охлаждения достигается у торца, минимальная (соответствующая охлаждению на воздухе) – у противоположного конца образца. На торце и в сечениях, где скорость охлаждения была больше критической, получается структура мартенсита. В сечениях, более удалённых от торца, последовательно получают мартенсит, бейнит и пластинчатый троостит, смеси пластинчатых составляющих. В структуре доэвтектоидных сталей наряду с сорбитом и перлитом будет присутствовать феррит, в заэвтектоидных сталях – вторичный цементит. О структуре образца в различных зонах судят по твёрдости. Результаты испытаний выражают в виде графика или полосы прокаливаемости стали, построенных в координатах твёрдость – расстояние от охлаждаемого торца. Чаще всего используют полосу прокаливаемости (рис. 2.4 б), так как прокаливаемость одной и той же стали может колебаться в значительных пределах в зависимости от изменений химического состава, размеров зерна и других факторов. Определив расстояние от торца до участка с твёрдостью, соответствующей полумартенситной зоне (иногда это расстояние называют параметром прокаливаемости стали и обозначают h , мм), можно по специальной номограмме (номограмме М.Е. Блантера, рис. 2.5) найти критический диаметр прокаливаемости.
Рис. 2.5. Номограмма для определения прокаливаемости (М.Е. Блантер) Для того чтобы характеристика прокаливаемости стали не была связана с видом охладителя, при использовании номограммы вводят понятие идеального критического диаметра, который является наибольшим диаметром образца, прокаливаемого насквозь, при идеальном охлаждении. Поверхность образца в идеальном охладителе должна мгновенно принимать его температуру, т. е. предполагается охлаждение с бесконечно большой скоростью. От идеального критического диаметра можно перейти к реальному критическому диаметру, используя номограмму М.Е. Блантера. Рассмотрим схему пользования номограммой на конкретном примере. Определим критический диаметр для углеродистой стали, содержащей 0,45 % С (сталь 45), полоса прокаливаемости которой была приведена на рис. 2.4 б. Для этой стали расстояние от торца до полумартенситной зоны (по средней линии полосы) составляет 4 мм. Для определения критического диаметра на верхней шкале номограммы отмечаем расстояние от закаливаемого торца до полумартенситной зоны (параметр прокаливаемости) 4 мм и опускаем перпендикуляр до пересечения с линией идеального охлаждения. От точки пересечения проводим горизонтальную линию влево до пересечения с линией заданной охлаждающей среды (например, воды). От полученной точки пересечения опускаем перпендикуляр до шкалы диаметров при заданном соотношении длины l к диаметру d ; например, По табл. 2.17 определяют твёрдость полумартенситной зоны для стали с заданным содержанием углерода. Если твёрдость полумартенситной зоны улучшаемой стали меньше 45 НRС, то для сердцевины детали используют условие «твёрдость не менее 45 НRС». Для цементируемой стали минимальная твёрдость полумартенситной зоны лимитируется и составляет 30¸35 НRС. Зная требуемую твёрдость сердцевины, по кривой или полосе прокаливаемости данной марки стали (см. пример на рис. 2.4 б) находим расстояние от закаливаемого торца до полумартенситной зоны (параметр прокаливаемости) h = 2С [1 + (Si2 + А12 + Сu2) + 7Мn2 + 10Сг2 + 10 V2 + 3Ni2 + 50Мо2 + 0,5 (Si + + А1)(Мn + Ni) + 3(Si + А1)Сг + + Мn (Ni + Мо) + Ni (Сг + Мо) + + 2СuСг + 10СгV], где h – параметр прокаливаемости, мм; С, Si, А1, Сu, Мn, Сг, V, Ni, Мо — содержание соответствующих химических элементов, %. Если критический диаметр прокаливаемости стали d кр меньше диаметра термообрабатываемой заготовки dзаг, то выбранная марка стали не обеспечивает полную прокаливаемость и, следовательно, не гарантирует получение требуемых механических свойств. Подбор марки стали в этом случае нужно продолжить до тех пор, пока не будут обеспечены требуемая твёрдость рабочей поверхности, распределение твёрдости по сечению (что в первом приближении обеспечивается условием сквозной прокаливаемости dзаг ≤ dкр), необходимый уровень ударной вязкости или пластичности и другие требования технических условий. Таким образом, при выборе конструкционных сталей для деталей ответственного назначения во многих случаях применим критерий минимально достаточного легирования: количество легирующих элементов в стали должно быть достаточным для обеспечения сквозной прокаливаемости детали в наибольшем рабочем сечении, но не превышающим этого уровня. При выполнении этого простого инженерного критерия деталь в улучшенном состоянии по всему сечению приобретает структуру сорбита отпуска, которая оптимальна с токи зрения наилучшего сочетания механических свойств (прочности, пластичности, ударной вязкости, трещиностойкости, циклической выносливости и хладостойкости), т.е. для детали обеспечивается достижение необходимого сочетания величины параметров, входящих в понятие «конструкционная прочность» (разд. 1.2.1). Это следует из того, что достигаются показатели главных параметров, определяющих выбор стали, – механические свойства и распределение их по сечению детали. Выбор марки стали для деталей машин производится пошагово в следующей логической последовательности действий: • анализ условий работы заданной детали и особенностей её • предварительный выбор марок сталей, удовлетворяющих требуемым • сравнительный анализ выбранных марок сталей (по механическим свойствам с учётом прокаливаемости) и окончательный выбор материала с учётом его эксплуатационных и технологических характеристик и стоимости; • выбор вида и режима термической или химико-термической обработки детали, обеспечивающих соответствие комплекса свойств выбранного материала требуемым условиям. Предварительный выбор марки стали проводят с использованием приведённых выше рекомендаций или справочных данных. Проверку соответствия выбранной марки стали принятому распределению твёрдости по сечению детали проводят с учетом прокаливаемости стали. Рассмотрим на примере выбор марки стали по критическому диаметру прокаливаемости. Выберем марку стали для быстроходного тяжело нагруженного шлицевого вала диаметром 60 мм и длиной 600 мм, учитывая, что шлицевая часть работает в условиях изнашивания. В соответствии с рекомендациями, высоко нагруженные валы целесообразно изготавливать из легированных сталей. Шлицевые валы должны обладать контактной выносливостью, высокой поверхностной твёрдостью (не менее Для изготовления таких валов можно использовать стали 40Х и 40ХГТ. Хромоникелевые стали 40ХН¸50ХН и 40ХНМА рекомендуют использовать для валов большого диаметра. Предварительно рассмотрим два наиболее простых и экономичных варианта – стали 40Х и 40ХГТ. По табл. 2.17 определяем твёрдость полумартенситной зоны для легированной стали с 0,4 % С. Она составляет 45 НRС, что соответствует лимитируемой твёрдости улучшаемой стали в сердцевине детали. По средней линии полосы прокаливаемости стали 40Х (см. справочники и пособия, рекомендуемые в списке литературы) определяем расстояние до зоны с твёрдостью 45 НRС (примерно 10 мм). По номограмме прокаливаемости (см. рис. 2.5) находим критический диаметр при охлаждении в минеральном масле и отношении l / d = 10 В связи с этим рассмотрим второй вариант – сталь 40ХГТ. Для стали 40ХГТ полоса прокаливаемсти в справочной и научной литературе не приведена. Поэтому определим параметр прокаливаемости по приведенной ранее математической модели Сильмана–Серпик для среднего химического состава стали, принятого по ГОСТ 4543–71 (0,4 % С; 0,27 % Si; 1,0 % Мn; 1,15 % Сг; 0,15 % Сu, Поскольку выбор безникелевых сталей не дал положительного результата, выбираем хромоникелевую сталь 45ХН. У этой стали твёрдость полумартенситной зоны составляет 50 НRС, h = 30 мм и реальный критический диаметр прокаливаемости dкр = 80 мм, что вполне обеспечивает сквозную прокаливаемость вала. Свойства стали 45ХН в термоулучшенном состоянии (закалка от температуры 820 °С, отпуск при температуре 530 °С): σ0,2 не менее 850 МПа, Для получения повышенной твёрдости (более 48 НRС) в шлицевой части вала ее можно подвергнуть поверхностной закалке с индукционным нагревом, обеспечивая толщину закаленного слоя 1,5¸2,0 мм. Таким образом, выбор стали 45ХН в улучшенном состоянии для указанного вала с использованием критерия минимально достаточного легирования для обеспечения сквозной прокаливаемости детали в наибольшем рабочем сечении, но не превышающим этого уровня, следует считать оптимальным, поскольку этот выбор удовлетворяет требованию обеспечения высокой конструкционной прочности изделия. Избыточное легирование, например, хромом, никелем или молибденом не обеспечит заметного улучшения механических свойств, однако помимо увеличения стоимости материала вала ухудшит его обрабатываемость резанием и шлифуемость. Для изделий, от которых требуются высокая ударная вязкость и низкий порог хладноломкости (работающих при низких температурах с высокими скоростями приложения нагрузки, особенно при наличии концентраторов напряжений), следует применять наследственно мелкозернистые спокойные высококачественные стали, предпочтительно легированные никелем и молибденом. |
||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 522; Нарушение авторского права страницы