|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Необходимые свойства инструментальных сталей
Применительно к выбору инструментальных сталей в общем случае можно руководствоваться принципом обеспечения требуемой закаливаемости, прокаливаемости и теплостойкости при минимально достаточном легировании: уровень минимального легирования должен быть достаточным не только для обеспечения твёрдости, прокаливаемости на глубину рабочего слоя инструмента (с учётом его переточки), но и для создания необходимой теплостойкости инструмента, которая определяется требуемой скоростью обработки (точения, фрезерования, сверления и др.). Для каждой группы инструмента на первый план выходит та или иная сторона этого триединого принципа – износостойкость, обеспечиваемая содержанием углерода в мартенсите (закаливаемостью), прокаливаемость или теплостойкость, достигаемые соответствующим уровнем легирования аустенита и мартенсита. 3.2. Технология предварительной термической обработки По сравнению с большинством конструкционных сталей инструментальные стали более сложны по составу и технологии металлургического производства. Ввиду высокого содержания углерода и легирующих элементов в этих сталях в большей степени возможны различные дефекты, связанные с карбидной неоднородностью, обезуглероживанием и т. д. Отдельные дефекты, которые не могут быть устранены в процессе изготовления инструмента, приводят к непригодности стали для определённых инструментов. Учитывая высокую стоимость и дефицитность сталей, а также сложность их металлургического изготовления, требования к сталям должны предъявляться обоснованно, дифференцированно с учетом конкретных типов, размеров и назначения изготавливаемого Наряду с контролем качества стали по ряду параметров, определяемых соответствующими ГОСТами или ТУ на металлургических заводах, в инструментальном производстве существует обоснованная практика входного контроля инструментальной стали. Объём и виды контроля устанавливают так, чтобы определить пригодность стали для инструментов конкретного вида и назначения. Как правило, контролируются следующие основные параметры: – химический состав стали (по содержанию углерода и основных легирующих элементов); – макроструктура для выявления центральной пористости; пористость допускается лишь для инструмента, имеющего центральное отверстие (долбяков, шеверов, червячных фрез) и не допускается в инструментах типа протяжек, свёрл, концевых фрез и т. п. – твёрдость и микроструктура, определяющие обрабатываемость стали; присутствие в структуре грубопластинчатого перлита заметно ухудшает чистоту обрабатываемой поверхности даже при удовлетворительной твёрдости стали; – наличие и глубина обезуглероженного слоя; выбор размеров инструмента и технологии его изготовления должны исключить возможность попадания обезуглероженного слоя на режущие кромки инструмента; – карбидная неоднородность; остатки карбидной сетки способствуют появлению трещин при закалке; Маршрутная технология изготовления инструмента. В общем случае технологический процесс изготовления инструмента включает следующие операции: 1. Изготовление заготовок (предварительное формообразование) с использованием сварки, горячей и холодной пластической деформации. 2. Предварительную смягчающую термическую обработку (отжиг или нормализация с отжигом) на структуру зернистого перлита для улучшения обрабатываемости стали и исправления дефектов структуры, возникших в процессе изготовления заготовок. 3. Механическую обработку (окончательное формообразование) на металлорежущих станках или методами холодной деформации (насечка и др.). 4. Окончательную (упрочняющую) термическую обработку (закалку 5. Окончательный контроль, шлифовку и заточку инструмента, дополнительную обработку для улучшения поверхностного слоя. Режущие инструменты из углеродистой и легированной инструментальной стали в основном изготавливают на металлорежущих станках из отожжённого проката. Таким же образом изготавливают весьма небольшую часть тонкого инструмента (диаметром до 6¸8 мм) из быстрорежущей стали. В целях экономии дорогостоящей быстрорежущей стали основную часть инструмента изготавливают из заготовок, подвергнутых горячей или холодной пластической деформации с целью придания им формы, близкой к окончательной форме инструмента. При этом используют ковку, прокатку периодических профилей, оттяжку концов. Ковку применяют также с целью уменьшения карбидной неоднородности. При крупносерийном и массовом производстве широко распространены продольно-винтовая прокатка спиральных свёрл, горячая штамповка метчиков и дисковых фрез, прессование свёрл и другие малоотходные процессы формообразования. Значительная часть инструмента, в том числе все концевые инструменты диаметром 8¸60 мм (свёрла, метчики, развертки, зенкеры, фрезы и др.), изготавливают составными, с крепёжными частями (хвостовиками) из конструкционных сталей, привариваемыми трением пли плавлением. В результате сварки и горячей пластической деформации (при нагреве При использовании холодной пластической деформации создаются наклёп и остаточные напряжения, повышающие деформацию при закалке, что особенно недопустимо для длинномерного сложнофасонного инструмента (протяжек, свёрл и др.). Указанные последствия горячей и холодной обработки устраняются предварительной термической обработкой. Технология предварительной термической обработки заготовок. Основным видом предварительной термической обработки инструментальных сталей является отжиг. Он предназначен для повышения обрабатываемости стали резанием, предупреждения нафталинистого излома и подготовки структуры к последующей закалке. Отжиг должен обеспечить получение структуры равномерного зернистого или сорбитообразного перлита с твёрдостью не более Температура нагрева и время выдержки назначаются из условия получения аустенита с сохранением части избыточных карбидов нерастворёнными. Для равномерного прогрева больших садок скорость нагрева ограничивают величиной 100 °С/ч для углеродистых и легированных сталей – 50 °С/ч для быстрорежущих сталей. Время выдержки составляет 2¸3 ч.
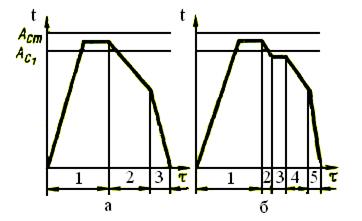
Рис. 3.2. Схемы режимов отжига инструментальных сталей: а – с непрерывным Режим охлаждения назначают таким образом, чтобы обеспечить завершение распада переохлажденного аустенита при температурах не ниже 550 – 660 °С При изотермическом отжиге скорость охлаждения до температуры изотермической выдержки не регламентируют, охлаждение проводят обычно в выключенной печи (с закрытыми дверцами). Ввиду замедления диффузионных процессов фазовых превращений в легированных (особенно в быстрорежущих) сталях по сравнению с углеродистыми сталями температуру и время нагрева при аустенитизации и распаде аустенита назначают несколько выше. Ориентировочные режимы отжига инструментальных сталей приведены в табл. 3.2. С целью экономии электроэнергии и топлива целесообразно выполнять отжиг с использованием ковочного или сварочного тепла. Если необходимо исправление крупнозернистости перегретой стали, то обязательным является подстуживание горячих заготовок до 600 – 700 °С, с тем чтобы прошёл распад аустенита. После чего заготовки помещают в печь для отжига с повторной фазовой перекристаллизацией. Если нагрев при горячей деформации или сварке проводили при относительно низких температурах и коротких выдержках (индукционный или контактный электронагрев, сварка трением), при которых не произошли гомогенизация аустенита и недопустимый рост зерна, то повторная перекристаллизация необязательна и достаточно применить лишь контролируемое замедленное охлаждение или изотермическую выдержку таким же образом, как и при обычном отжиге При повышенных требованиях к чистоте поверхности после обработки резанием для получения однородного, хорошо сфероидизированного среднезернистого перлита используют циклический отжиг, включающий 3…8 циклов нагрева (примерно до 750 °С для углеродистых и легированных сталей, и до 850 °С для быстрорежущих сталей) и охлаждения до 710 – 680 °С. Время выдержки в каждом цикле при нагреве и охлаждении составляет 0,5 – 1 ч для углеродистых и 0,2 – 0,5 ч для быстрорежущих сталей. Для небольших заготовок из быстрорежущих сталей ускорение процесса отжига может быть достигнуто за счёт сокращения времени выдержки в каждом цикле при одновременном повышении температуры нагрева и снижении температуры охлаждения на 20 – 40 °С. Таблица 3.2
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 625; Нарушение авторского права страницы