
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор марки стали по глубине закалённого слоя
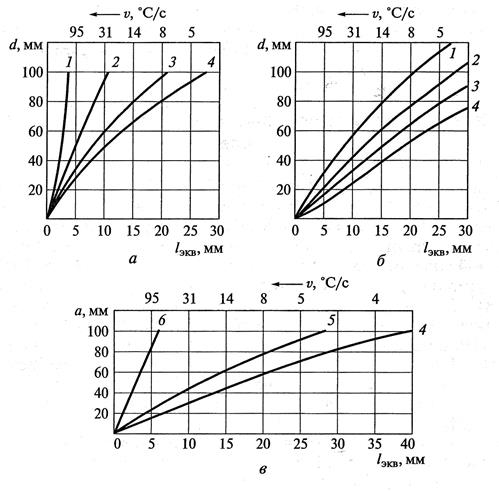
Недостаток метода выбора марки стали по критическому диаметру прокаливаемости (с полумартенситной структурой в центре изделия) состоит в том, что свойства полумартенситной структуры зависят от содержания углерода; кроме того, в полумартенситной зоне вместо 50 % троостита присутствует смесь троостита, феррита и перлита в различных сочетаниях, что может приводить к существенной нестабильности свойств по сечению детали. Если детали работают на изгиб или кручение, то сквозная прокаливаемость не обязательна, так как в этих условиях напряжения распределяются неравномерно, достигая максимальных значений на поверхности детали. Состав сталей, подвергаемых поверхностному упрочнению, должен обеспечивать требуемую прокаливаемость поверхностного слоя при сохранении вязкой и пластичной сердцевины. Поверхностный слой после закалки должен иметь структуру отпущенного мартенсита и не содержать продуктов промежуточного превращения переохлажденного аустенита. Более стабильные свойства обеспечивает выбор стали по её способности получать заданную твёрдость на определенной глубине. При этом следует учитывать, что легирование даёт возможность закаливать изделия больших сечений и вести охлаждение с меньшей скоростью, что снижает опасность появления закалочных дефектов. Для выбора стали по глубине закалённого слоя необходимо иметь данные о твёрдости на разных расстояниях. На рис. 2.6 показана связь эквивалентных скоростей охлаждения различных точек стандартного образца для торцевой закалки и прутков различного диаметра, закалённых в воде (рис. 2.6, а) и масле
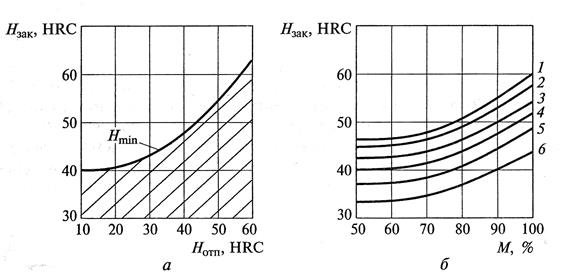
Рис. 2.6. Соотношения скоростей охлаждения и эквивалентного расстояния lэкв для разных а – охлаждение в воде; б, в – охлаждение в масле; 1 – на поверхности; 2 – на расстоянии 0,75R от центра (R – радиус прутка); 3 — на расстоянии 0,5 R от центра; 4 – в центре; При выборе марки стали важно знать концентрацию углерода и количество мартенсита, при которых обеспечивается желаемая твёрдость стали в закалённом и отпущенном состояниях. Связь между твёрдостью сталей в этих состояниях показана на рис. 2.7, а, а зависимость твёрдости закаленной стали от содержания в ней углерода и количества мартенсита – на рис. 2.7, б. Практика показывает, что следует выбирать такие стали, у которых минимальную рекомендуемую твёрдость в закалённом состоянии получают при содержании мартенсита, меньшем 90 %. У деталей, работающих на изгиб, структура, содержащая более 90 % мартенсита, должна распространяться от поверхности на глубину, равную примерно 0,25R (где R – расстояние от поверхности до центральной части изделия). Для таких деталей, как шатуны, коленчатые валы, шарниры рулевого управления, болты шатунов, осевые валы, зубчатые колёса и т.п., приемлема закалка, в результате которой на расстоянии 0,25R образуется около 80 % мартенсита. Если же у деталей, работающих на изгиб, наружные слои нагружены слабо, то достаточна ещё меньшая глубина закалки. При закалке болтов и других подобных деталей, работающих на растяжение, целесообразно получать в центре структуру, содержащую 60¸90 % мартенсита. К деталям, требующим сквозной прокаливаемости (не менее 90 % мартенсита в центре сечения), относят пружины
Рис. 2.7. Связь между твёрдостью сталей в закалённом Нзак и отпущенном Нотп состояниях (а) Нmin — минимальная твёрдость закаленной стали; 1, 2, 3, 4, 5 и 6 — зависимости Во всех случаях выбора стали нужно стремиться к использованию менее легированной (более дешёвой) стали. При этом необходимо также учитывать следующее: · высокоуглеродистые стали склонны к повышенной хрупкости при нормальных и отрицательных температурах; · повышенное содержание углерода увеличивает твёрдость стали, затрудняя её обрабатываемость, повышает склонность стали к образованию трещин и изменению размеров при термической обработке. Поэтому чаще всего используют стали, содержащие менее 0,5 % С. Требования по прокаливаемости в конструкторской или технологической документации задают в соответствии с ГОСТ 5657–69 одним из следующих способов (рис. 2.8): - по минимальной твёрдости на определённом расстоянии от охлаждаемого водой торца (при торцевой закалке); это требование записывается как - по максимальной твёрдости на определенном расстоянии, например, - по минимальной и максимальной твёрдости на заданном расстоянии, например, для точек 1′ и 1 – это - по минимальному и максимальному расстоянию от охлаждаемого торца образца до сечения с определённой твёрдостью, эквивалентной твёрдости сечения изделия, интересующего конструктора; для точек 2' и 2 это требование записывается следующим образом: - по максимальной твёрдости на разных расстояниях от торца, например,
Рис. 2.8. Способы задания требований по прокаливаемости (по полосе прокаливаемочти): Располагая данными о прокаливаемости сталей, можно обеспечить изготовление изделий, обладающих наилучшим комплексом эксплуатационных свойств. В настоящее время экспериментально построены полосы или графики прокаливаемости для большинства применяемых марок сталей. Рассмотрим на примере выбор марки стали по глубине закалённого слоя. Выберем сталь для изготовления осевого вала двигателя, имеющего диаметр Рассматриваемый вал работает в условиях знакопеременных нагрузок при симметричном цикле. Поэтому по напряжению изгиба (540 МПа), используя рис. 2.9, а, находим, что вал должен быть термически обработан на твёрдость не ниже 36 НRС.
Рис.2.9. Способы оценки предела выносливости s-1 сталей по другим механическим свойствам: а – оценка s-1 по твердости для среднеуглеродистых легированных сталей, подвергнутых закалке и отпуску; б – оценка s-1 по твердости для сталей 40ХН (1) и 20Х2Н4А (2); в – оценка отношения предела выносливости к временному сопротивлению s-1/sВ в зависимости от содержания углерода для углеродистых сталей (І), легированных сталей, содержащих до 4% легирующих элементов (ІІ), и легированных сталей, содержащих не менее 5% легирующих элементов (ІІІ); заштрихованные области – поля точек с известными экспериментально определенными значениями
Из рис. 2.7 определяем минимальную твёрдость стали в закалённом состоянии (47 НRС) и минимальное количество мартенсита в её структуре. Для стали, содержащей не менее 0,35 % С, количество мартенсита после закалки должно составлять не менее 85 %. Эти характеристики должны относиться к зоне, расположенной от поверхности вала на глубину примерно 0,25R, что соответствует расстоянию от закаливаемого торца стандартного образца для торцевой закалки По полосам прокаливаемости выбираем марку стали, для которой минмальная прокаливаемость выражается определёнными ранее характеристиками, 2.5.4. Выбор марки стали для деталей, работающих в условия Характеристика твёрдости еще не дает полного представления о служебных свойствах детали. Известно, что 80 % всех разрушений имеет усталостный характер. Сопротивление металлических материалов усталости определяется пределом выносливости. Резкое влияние на предел выносливости оказывают дефекты поверхности. По сравнению с полированными образцами стали предел выносливости шлифованных образцов ниже на 10 – 15 %, а фрезерованных – В справочной литературе приводят данные о пределе выносливости для ограниченного числа марок сталей. Значительно больше данных по другим свойствам – твёрдости и пределу прочности. В связи с этим при оценке усталостной прочности целесообразно использовать зависимости между пределом выносливости, с одной стороны, и твёрдостью или пределом статической прочности (временным сопротивлением разрыву), с другой стороны. Неплохая корреляция в ряде случаев наблюдается между пределом выносливости и твёрдостью. Например, для углеродистых сталей σ-1 = 1,26 – 1,53 НВ, для легированных сталей σ-1 = 1,64 – 2,17 НВ. Однако эти зависимости имеют частный характер и не распространяются на высокопрочные стали. Для среднеуглеродистых легированных термообработанных сталей между пределом выносливости и твёрдостью установлена более сложная зависимость. Из рис. 2.9, а видно, что корреляция между обеими характеристиками выдерживается лишь до 36 – 37 HRС. При более высокой твёрдости резко увеличивается область разброса значений предела выносливости, причём минимальные их значения оказываются почти не зависящими от твёрдости. Поэтому по значениям твёрдости можно с достаточной точностью проводить оценку минимальных значений предела выносливости лишь для сталей с твёрдостью менее 40 HRС. Более достоверны данные по соотношениям между пределом выносливости и твёрдостью для конкретных марок сталей (рис. 2.9, б). Установлены также зависимости между пределом выносливости и пределом статической прочности. Например, для сталей σ-1 = (0,4 – 0,6)σв. Однако имеются данные и о значительном влиянии химического состава стали на эту зависимость. На рис. 2.9, в приведены зависимости, полученные Г.И. Сильманом при обработке большого числа экспериментальных данных для углеродистых и легированных сталей. Видно, что при малом содержании углерода |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 487; Нарушение авторского права страницы
 , например, для точки 1′
, например, для точки 1′  ;
; – для точки 1;
– для точки 1; ;
; 
 и
и  соответственно для точек 1 и 2.
соответственно для точек 1 и 2.

 . Такой прокаливаемостью обладает сталь 38ХС. Используя графики рис. 2.7, б и полосы прокаливаемости стали, находим, что твёрдость стали после закалки будет меняться по сечению вала от 49 – 58 НRС на поверхности
. Такой прокаливаемостью обладает сталь 38ХС. Используя графики рис. 2.7, б и полосы прокаливаемости стали, находим, что твёрдость стали после закалки будет меняться по сечению вала от 49 – 58 НRС на поверхности  , что должно гарантировать оптимальную структуру закалённой стали.
, что должно гарантировать оптимальную структуру закалённой стали.