|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Отходов производства и использованной продукции из полимерных материалов
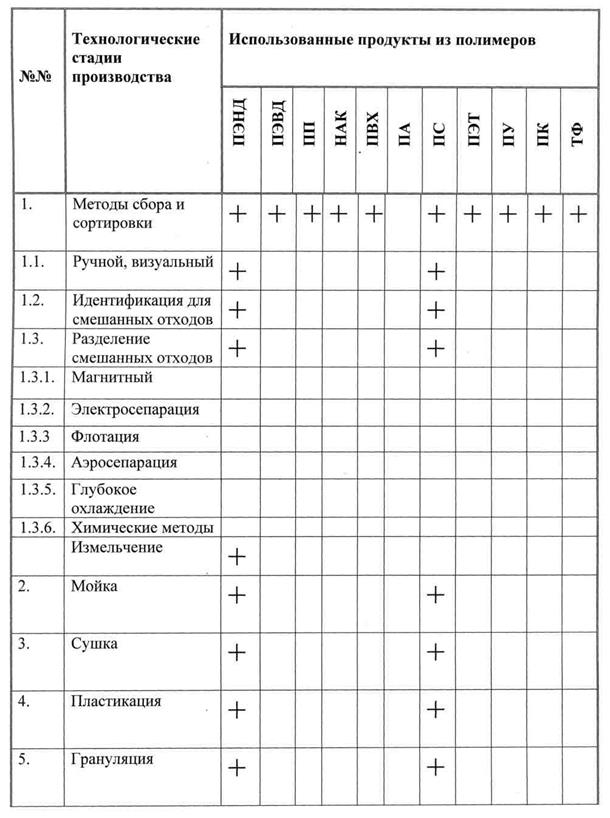
ПЭНД политиэтилен низкого давления, ПЭВД полиэтилен высокого давления, ПП - полипропилен, НАК - полиакрилонитрил, ПВХ - поливинилхлорид, ПА-полиамиды, ПС -полистирол, ПУ - полиуретан, ПК-поликарбонаты, ТФ - тефлон,
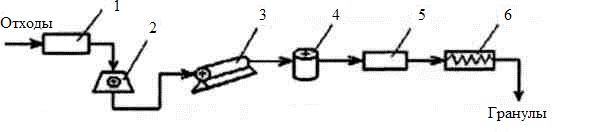
различные посторонние предметы и включения. Разделение смешанных (бытовых) отходов термопластов по видам проводят следующими основными способами: флотационным, разделением в тяжелых средах, аэросепарацией, электросепарацией, химическими методами и методами глубокого охлаждения. Наибольшее распространение получил метод флотации, который позволяет разделять смеси таких промышленных термопластов, как ПЭ, ПП, ПС и ПВХ. Разделение пластмасс производят при добавлении в воду поверхностно-активных веществ, которые избирательно изменяют их гидрофильные свойства. В некоторых случаях эффективным способом разделения полимеров может оказаться растворение их в общем растворителе или в смеси растворителей. Обрабатывая раствор паром, выделяют ПВХ, ПС и смесь полиолефинов; чистота продуктов - не менее 96 %. Одна из общих схем утилизации отходов ПЭНД (полиэтилена низкого давления) и других полиолефиновых полимеров и пластамасс приведена на рис.2.22. ООО "Тригла" (г.Москва) производит измельчитель полимеров IPRM (производительность 30-2000 кг/час) и спроектировало автоматическую систему сортировки (разделения) полимерных отходов на основе их цвета и сорта. Существенной первой стадией является измельчение (резание) полимерных отходов. ООО "Полимеч" (г.Москва) производят роторный измельчитель полимеров марки SLP-2000 для измельчения(резания) больших по размеру деталей, труб и других изделий, сделанных из полиамида, АБС-пластика, капрона (нейлона).
Рис.2.22. Схема утилизации олефинов с получением гранул: 1 - узел сортировки отходов; 2 - дробилка; 3 - моечная машина; 4 - центрифуга; 5 -сушильная установка; 6 - гранулятор Механическое измельчение осуществляют методом дробления и резания, а также криогенным способом. Далее измельченные отходы подают на отмывку в моечную машину 3. Отмывку ведут в несколько приемов специаль- ными моющими смесями. Отжатую в центрифуге массу с влажностью 10... 15 % подают на окончательное обезвоживание в сушильную установку, до остаточного содержания влаги 0,2 %, а затем в гранулятор. Для сушки отходов применяют полочные, ленточные, ковшевые, с "кипящим" слоем, вихревые и другие сушилки. Известны установки, в которых есть устройства и для мойки, и для сушки производительностью до 350...500 кг/ч. В такой установке измельченные отходы загружают в ванну, которую заполняют моющим раствором. Пленку перемешивают лопастной мешалкой, при этом грязь оседает на дно, а отмытая пленка всплывает. Обезвоживание и сушку пленки осуществляют на вибросите и в вихревом сепараторе. Остаточная влажность составляет менее 0,1 %. Грануляция является заключительной стадией подготовки вторичного сырья для последующей переработки в изделия. Эта стадия особенно важна для ПЭНП в связи с его низкой насыпной плотностью и трудностью транспортирования. В процессе гранулирования материал уплотняется, что облегчает его дальнейшую переработку. Для пластикации измельченных и очищенных отходов полимерных отходов наиболее широко применяют одночервячные экструдеры, оснащенные фильтром непрерывного действия и зоной дегазации. На таких экструдерах довольно эффективно перерабатывают практически все виды вторичных термопластов при насыпной плотности измельченного материала в пределах 50...300 кг/куб.м. Однако для переработки загрязненных и смешанных отходов необходимы червячные прессы специальных конструкций, с короткими многозаходными червяками, имеющими цилиндрическую насадку в зоне выдавливания. Способ гранулирования зависит от свойств перерабатываемого термопласта и, особенно от вязкости его расплава и адгезии к металлу. При грануляции на головке расплав полимера выдавливают через отверстие в виде цилиндрических жгутов, которые отрезаются скользящими по фильерной плите ножами. Полученные гранулы отбрасываются ножом от головки и охлаждаются. При использовании оборудования с большой единичной мощностью применяют подводное гранулирование. При этом способе расплав полимера выдавливают в виде стренг (лент) через отверстия фильерной плиты на головке сразу в воду и разрезают на гранулы (2...5) мм вращающимися ножами. Температуру охлаждающей воды поддерживают в пределах 50...70°С, что способствует более интенсивному испарению остатков влаги с поверхности гранул; количество воды составляет 20...40 мЗ на 1 т гранулята. Из гранулята получают упаковки для товаров бытовой химии, вешалки, детали строительного назначения, сельскохозяйственные орудия, поддоны для транспортировки грузов, вытяжные трубы, облицовку дренажных каналов, безнапорные трубы для мелиорации и другие изделия. Эти изделия получают из «чистого» вторичного сырья. Однако более перспективным является добавление вторичного сырья к первичному в количестве 20...30%. Введение в полимерную композицию пластификаторов, стабилизаторов, наполнителей позволяет увеличить эту цифру до 40...50 %. Это повышает физико-механические характеристики изделий, однако их долговечность (при эксплуатации в жестких климатических условиях) составляет всего 0,6...0,75 от долговечности изделий из первичного полимера. Методы модификации вторичного полимерного материала можно разделить на: ● химические (сшивание, введение различных добавок, главным обра-зом органического происхождения, обработка кремнийоргани-ческими жидкостями и др.); ● физико-механические. Большой научный и практический интерес представляет создание напол-ненных полимерных материалов на основе вторичного полиэтиленового сырья. Использование полимерных материалов из вторичного сырья, содержащих до 30 % наполнителя, позволит высвободить до 40 % первичного сырья и направить его на производство изделий, которые нельзя получать из вторичного (напорные трубы, упаковочные пленки, транспортная многообо-ротная тара и др.). Это в значительной степени сокращает дефицит первичного полимерного сырья. Для получения наполненных полимерных материалов из вторичного сырья используют дисперсные и армирующие наполнители минерального и органического происхождения, а также наполнители, которые можно получать из полимерных отходов (измельченные отходы реактопластов и резиновая крошка). Наполнению можно подвергать практически все отходы термопластов, а также смешанные отходы, которые для этой цели использовать предпочтительней с экономической точки зрения. Основные методы переработки отходов поливинилхлорида (ПВХ). Поливинилхлорид (ПВХ) и его сополимеры активно используют для покрытий полов, стен, мебели, обивочных и галантерейных искусственных кож, пленок, клеенки, обуви, литьевых изделий и т.д., среди которых значительное место занимают окна, перегородки и т.д. Определились 3 основных направления в использовании отходов ПВХ: · производство линолеума, искусственных кожи и пленочных материалов; отходов ПВХ. · химическое восстановление с получением пластификаторов и ПВХ порошка; · добавки в полимерные композиции.
Производство искусственной кожи, пленочных материалов, покрытия для полов (линолеум) из отходов осуществляют по схеме, представленной на рис.2.23. Рис. 2.23. Схема производства пленочных изделий из отходов ПВХ: 1-узел сортировки отходов; 2-дробилка; 3-моечная машина; 4-центрифуга; 5- сушилка; 6-вальци; 7-экструзионные прессы; 8-гранулятор; 9-смеситель; 10-каландр;11- намоточное устройство. Отходы искусственных кож сначала поступают на узел сортировки отходов по видам, маркам, цвету и по форме, степени загрязненности, содержанию инородных материалов, физико – механических свойствам. Далее из дробилки получившуюся крошку выталкивают в накопительную емкость. Через дозирующее устройство крошка непрерывно поступает в промывочное устройство сначала в турбулентную зону, а затем в зону ламинарного потока. Отходы всплывают на поверхность промывного раствора, плотность которого больше плотности крошки, и их отбирают специальным подъемным устройством. После очистки и промывки отходов воду отжимают на центрифуге и обезвоженную крошку сушат в сушилке. Подсушенная в сушилке крошка падает вниз и захватывается поперечным потоком подогретого воздуха, создаваемым подъемной воздуходувкой. Высушенную крошку направляют на гомогенизацию на рифайнер-вальцы. Время обработки на вальцах составляет 1-5 мин, что вполне достаточно для разрушения текстильной основы и гомогенизации смеси. В экструзионных прессах смесь плавится и перемешивается. Полученная гомогенная смесь поступает на экструдер и гранулятор. В специальных машинах и установках из отходов формируют вторичное сырьё. В смесители вторичное сырье в смесителе смешивают с первичным в заданных пропорциях. На вальцах сырье снова пластифицируют. В каландр поступает ткань, на которую уже наносят рисунок. Готовое изделие поступает на намоточное устройство. После отделки и упаковки. готовая продукция поступает на склад. В табл.2.7 указаны пленочные изделия, получаемые из отходов ПВХ. .Утилизация отходов полистирольных пластиков. Отходы поли-стирола образуют вышедшие из употребления изделия из ПС и его сополимеров (хлебницы, вазы, сырницы, различная посуда, решетки, банки, вешалки, облицовочные листы, детали торгового и лабораторного оборудования и т.д.), а также в виде промышленных отходов ПС общего назначения, ударопрочного ПС и его сополимеров (сополимеры акрилонитрила, бутадиена и стирола - АБС_пластики). Сильно загрязненные промышленные отходы образуются в производстве ПС и полистирольных пластиков при чистке реакторов, экструдеров и технологических линий в виде кусков различной величины и формы. Эти отходы вследствие загрязненности, неоднородности и низкого качества в основном уничтожают путем сжигания. Возможна их утилизация деструкцией, с использованием получаемых жидких продуктов в качестве топлива. Химическая модификация путем присоединения к бензольному кольцу полистирола ионогенных групп позволяет получать на его основе иониты. Таблица 2.7.Типы пленочных изделий, полученных из отходов ПВХ
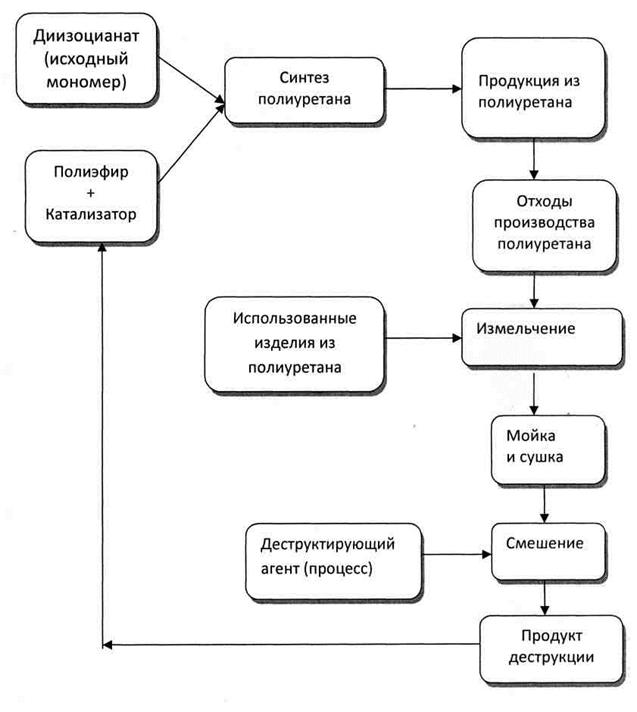
Последующее хлорметилирование полученных продуктов приводит к получению соединений, растворимых в воде, что свидетельствует о возможности использования вторичного полистирольного сырья для получения растворимых полиэлектролитов. Технологические отходы ПС по своим физико-механическим и технологическим свойствам не отличаются от первичного сырья. Эти отходы являются возвратными и их в основном используют на тех предприятиях, где они образуются. Такие отходы можно добавлять к первичному ПС или использовать в качестве самостоятельного сырья при производстве различных изделий. Значительное количество технологических отходов (до 50%) образуется в процессе переработки полистирольных пластиков литьем под давлением, экструзией и вакуум-формованием, возврат которых в технологические процессы переработки позволяет значительно повысить эффективность использования полимерных материалов и создавать безотходные производства в промышленности переработки пластмасс. АБС-пластики широко применяют в автомобилестроении для изготовления крупных деталей автомобилей, при производстве сантехни-ческого оборудования, труб, товаров народного потребления и т.д. При выборе способа переработки экструзионного АБС доказана принципиальная возможность формования изделий методами прямого прессования, экструзии, литья под давлением. Ответственной за эффективность переработки отходов АБС техноло-гической стадией является сушка полимера, позволяющая довести содержание влаги в нем до уровня, не превышающего 0,1 %. В этом случая устраняется образование таких дефектов в материале, возникающих от избытка влаги, как чешуйчатая поверхность, серебристость, расслаивание изделий по толщине; от предварительной сушки свойства материала улучшаются на 20.. .40 %. Однако способ прямого прессования оказывается малопро-изводительным, а экструзия полимера затрудняется из-за его высокой вязкости. Перспективной представляется переработка технологических отходов АБС полимера методом литья под давлением. При этом для улучшения текучести полимера необходимо вводить технологические добавки. Добавка к полимеру облегчает процесс переработки АБС полимера, так как приводит к увеличению подвижности макромолекул, гибкости полимера и снижению его вязкости. Полученные по такому способу изделия по своим эксплутационным показателям не уступают изделиям из первичного полимера, а порой даже превосходят их. Бракованные изделия можно утилизировать измельчением с последующим формованием полученной крошки в смеси с первичными материалами или в качестве самостоятельного сырья. Значительно более сложная ситуация наблюдается в области утилизации изношенных изделий из ПС, в том числе вспененных пластиков. За рубежом основными путями их утилизации являются пиролиз, сжигание, фото- или биоразложение, захоронение. Использованные изделия культурно-бытового назначения, а также промышленности полимерных, строительных, теплоизо-ляционных материалов и других можно подвергать повторной переработке в изделия. В основном это касается изделий из ударопрочного ПС. Блочный ПС необходимо перед повторной переработкой совмещать с ударопрочным ПС (соотношение 70:30), модифицировать другими способами или подвергать вторичной переработке его сополимера с акрилонитрилом, метилметакрилатом (МС) или тройные сополимеры с МС и акрилонитрилом (МСН). Сополимеры МС и МСН отличаются более высокой стойкостью к атмосферному старению (по сравнению с ударопрочными композициями), что имеет большое значение при последующей переработке. Вторичный ПС можно добавлять к ПЭ. Для превращения отходов полистирольных пленок во вторичное полимерное сырье их подвергают агломерированию в роторных агломераторах. Низкое значение ударной вязкости ПС обусловливает быстрое измельчение (по сравнению с другими термопластами). Однако высокая адгезионная способность ПС приводит, во-первых, к слипанию частиц материала и образованию крупных агрегатов до того (80°С), как материал становится пластичным (130°С),и, во-вторых, к прилипанию материала к перерабатывающему оборудованию. Это значительно затрудняет агломерирование ПС по сравнению с ПЭ, ПП и ПВХ. Полученный из смешанных отходов вторичный ПС обладает высокими физико-механическими показателями, его можно в расплавленном состоянии добавлять в асфальт и битум. При этом снижается их стоимость, и прочностные характеристики возрастают примерно на 20 %. Для повышения качества вторичного полистирольного сырья проводят его модификацию. Методы переработки отходов полиамидов (ПА). Значительное место среди твердых полимерных отходов занимают отходы полиамидов (капрон и анид), образующиеся в основном при производстве и переработке в изделия волокон, а также вышедшие из употребления изделия. Количество отходов при производстве и переработке волокна достигает 15% (из них при производстве - 11... 13 %). Так как ПА дорогостоящий материал, обладающий рядом ценных химических и физико-механических свойств рациональное использование его отходов приобретает особую важность. Многообразие видов вторичного ПА требует создания специальных методов переработки и в то же время открывает широкие возможности для их выбора. Наиболее стабильными показателями обладают отходы ПА-66, что является предпосылкой создания универсальных методов их переработки. Ряд отходов (обрезиненный корд, обрезь, изношенные чулочно-носочные изделия) содержит неполиамидные составляющие и требует специального подхода при переработке загрязнены. причем Количество и состав загрязнений изношенных изделии определяют условия эксплуатации изделий, организация их сбора, хранения и транспортирования. Существующие способы переработки отходов ПА можно отнести к двум основным группам: ●механические, не связанные с химическими превраще-ниями, ● физико-химические. Механические способы включают измельчение и различные приемы и методы, использующиеся в текстильной промышленности для получения изделий с волокнистой структурой. Механической переработке отходов ПА подвергают слитки, некондици-онная лента, литьевые отходы, частично вытянутые и невытянутые волокна. Измельчение является не только операцией, сопровождающей большинство технологических процессов, но и самостоятельным методом переработки отходов. Измельчение позволяет получить порошкообразные материалы и крошку для литья под давлением из слитков, ленты, щетины. Характерно, что при измельчении физико-химические свойства исходного сырья практически не изменяются. Для получения порошкообразных продуктов применяют, в частности, процессы криогенного измельчения. Отходы волокон и щетины используют для производства рыболовной лесы, мочалок, сумочек и др., однако при этом требуются значительные затраты ручного труда. Из механических методов переработки отходов наиболее перспективными, получившими широкое распространение следует считать производство нетканых материалов, напольных покрытий и штапельных тканей. Особую ценность для этих целей представляют отходы полиамидных волокон, которые легко перерабатываются и окрашиваются. Физико-химические методы переработки отходов ПА классифицируют следующим образом: · деполимеризация отходов с целью получения мономеров, пригодных для производства волокна и олигомеров с последующим их использованием в производстве клеев, лаков и других продуктов; · повторное плавление отходов для получения гранулята, агломерата и изделий экструзией и литьем под давлением; · переосаждение из растворов с получением порошков для нанесения покрытий; · получение композиционных материалов; · химическая модификация для производства материалов с новыми свойствами (получение лаков, клеев и т.д.); Деполимеризацию широко применяют в промышленности для получения высококачественных мономеров из незагрязненных технологи-ческих отходов. Её проводят в присутствии катализаторов, представленных нейтральными, основными или кислыми соединениями. Широкое распространение в нашей стране и за рубежом получили метод повторного плавления отходов ПА, получение порошков из отходов ПА путем переосаждения из растворов, наполнение их волокнистыми материалами (стекловолокном, асбестовым волокном и т.п.). Основными процессами, используемыми для регенерации вторичного полимерного сырья из отходов ПА, являются: · регенерация ПА путем экструзии изношенных капроновых сетематериалов и технологических отходов с получением гранулированных продуктов, пригодных для переработки в изделия методом литья под давлением; · регенерация ПА из изношенных изделий и технологических отходов капрона, содержащих волокнистые примеси (не полиамиды), путем растворения, фильтрации раствора и последующего осаждения ПА в виде порошкообразного продукта. Вторичное волокнистое полиамидное сырье, содержащее неполиамидные материалы, обрабатывают для удаления неполиамидных включений. В настоящее время технологические отходы, образующиеся в производстве капронового волокна достаточно эффективно используют для производства нетканых материалов, напольных покрытий и гранулята для литья и экструзии. Утилизация отходов полиуретанов. Крошку от механического измельчения отходов полиуретана используют в качестве наполнителя в составе различных композиционных материалов. Отходы полиуретановой продукции измельчают на специальном оборудовании, регулирующим размеры получаемой крошки в широком диапазоне, например на станках роторного типа марок ИПР-150М, ИПР-300М, ИПР-450М. Схема переработки отходов полиуретана приведена на рис.2.24. Наиболее приемлемым вида физической переработки эластичных пенополиуретанов является «склеивание». Перерабатываемые прокладочные
Рис.2.24. Схема утилизации отходов полиуретана
материалы измельчают и склеивают связующими, основу которых составляют материалы, из которых изготавливают эластичный пенополиуретан. Такие материалы обладают более высокой по сравнению с исходным материалом плотностью, и широко применяют при изготовлении ковровых подкладок, а также подлокотников и подголовников автомобилей. Утилизация отходов поликарбонатов. Поликарбонат сочетает в себе высокую прочность, низкий вес, хорошие оптические свойства, широкий (в сравнении с другими пластиками) температурный диапазон применения (-40°С +120°С), гибкость, достаточные (в многостенных панелях) теплоизоляционные свойства, огнестойкость, долговечность. Поликарбонат обладает высокой химической устойчивостью к большинству неинертных веществ, что дает возможность применять его в агрессивных средах. Однако, поликарбонат не устойчив к воздействию ультрафиолетовых лучей. Материал, не имеющий специальной защиты, в течение нескольких лет станет непригодным для дальнейшей эксплуатации. Для удобства определения слоя с ультрафиолетовой защитой производители на маркируют поверхностную защитную полиэтиленовую пленку. По экологическим параметрам поликарбонат не уступает таким материалам, как стекло, а по прочности намного превосходит его. Его свойства мало изменяются с ростом температуры, а критически низкие температуры, ведущие к хрупким разрушениям, находятся за пределами возможных отрицательных температур эксплуатации. Производят сотовый поликарбонат и поликарбонат листовой. Поликарбонат широко используют также для получения изделий методом литья под давлением. Из специальные литьевых марок полимера литьем получают изделия для оптики и светотехники. Основное применение ПК – поликарбонатная пленка для упаковки пищи при повышенных температурах. Перспективные области применения - пакеты, стерилизуемые в автоклавах и упаковки для микроволновых печей, упаковка медицинских изделий. Проницаемость пленки для газа и паров воды высокая, поэтому для улучшения барьерных свойств на ПК пленку наносят покрытие.. Выдающимся свойством поликарбонатной пленки является ее размерная стабильность, она совершенно непригодна в качестве усадочной пленки; нагревание пленки до 150°С (т.е. выше точки размягчения) в течение 10 минут дает усадку всего 2%. ПК легко сваривают как импульсным, так и ультразвуковым способами, а также обычной сваркой горячими электродами. Пленку легко формовать в изделия, при этом возможна большая степень вытяжки с хорошим воспроизведением деталей форм. Хорошую печать можно получить разными методами (шелкографии, флексографии, гравировки). Из поликарбоната формуют разогреваемые подносики с готовыми блюдами (упаковка типа «кипяти-в-упаковке»). В обоих случаях используют высокую теплостойкость полимера. Сотовый поликарбонат производят из высококачественного поликарбо-ната методом экструзии расплавлением гранул пластика и выдавливанием этой массы через особую форму (фильеру), которая определяет строение и конструкцию листа. Получают полые листы ячеистой структуры, в которых 2 или более слоев поликарбоната соединены внутренними продольными ребрами жесткости ориентированными в направлении длины листа. Высокая пластич-ность и прочность самого материала делает возможным получать экструзии-онным способом листы с очень тонкими стенками (0,3-0,7 мм) без потери ударопрочных характеристик и в то же время с очень малым весом. Воздух, содержащийся в пустотах между слоями листа, обеспечивает его высокие теплоизоляционные свойства, а ребра жесткости - большую конструктивную прочность по отношению к весу. Основные преимущества сотового ПК: · сверхвысокая ударная прочность (сотовый поликарбонат при малом весе в 200 раз прочнее стекла и в 8 раз прочнее акриловых пластиков и ПВХ); · высокая термостойкость; · высокая огнестойкость; · чрезвычайная легкость, малый удельный вес (сотовый поликарбонат весит в 16 раз меньше, чем стекло и в 3 раза меньше, чем акрил аналогичной толщины); · высокие теплоизоляционные свойства, низкая теплопроводность; · высокая светопроницаемость (прозрачность - до 86 %); · хорошая шумо- и звукоизоляция; · высокая химическая устойчивость; · прочность на изгиб и на разрыв; · отличная устойчивость к атмосферным воздействиям; · долговечность, неизменность свойств (гарантийный срок службы изделий из поликарбоната 10-12 лет); · безопасность остекления (поликарбонат не разбивается, не даёт трещин, а следовательно, острых осколков при ударе); · ПК с специальным защитным слоем препятствует проникновению наиболее вредных для внутреннего помещения УФ излучений); · легкость листов позволяет создавать легкие, оригинальные и элегантные конструкции. Монолитный поликарбонат. Светопрозрачный пластик, обладающий теми же преимуществами, что и сотовый поликарбонат, но гораздо более прочный (лист толщиной 12 мм не пробивает пистолетная пуля), однако и более тяжелый и дорогой. Монолитный поликарбонат - идеальный материал для остекления, где требуется сочетание легкости и прочности материала. Другие варианты применения ПК. Поликарбонат также успешно применяют для изготовления следующих конструкций: · световые фонари, светопропускающие кровли для промышленных, спортивных и частных зданий; · навесы для АЗС, автостоянок, рынков, бассейнов и детских площадок; · теплицы и оранжереи в частном и промышленном применении; · козырьки, веранды, , беседки, душевые кабинки; · перегородки в офисах, подвесные потолки, декорации сцен в театрах и клубах; · световые короба, стенды. Рециклинг полиэтилентерефталата. Полиэтилентерефталат (ПЭТ) относят к полимерам, пригодным для упаковки пищевых продуктов. Первая стадия рециклинга ПЭТ измельчение (резание, размалывание), разделение компонентов отходов и очистка разделенных фрагментов. Российские предприятия используют много импортного оборудования для рециклинга, тем не менее можно наблюдать реальный прогресс в замещении импорта. Стандартная машина для резания (измельчения) недостаточно продуктивна, потому что ПЭТ бутылки слишком легкие и плохо отрабатываются роторным ножом. ООО "Салмис" (г.Москва) спроектировала технологическую линию для ПЭТ бутылок, которая позволяет в 7-10 раз увеличить производительность измельчения использованных ПЭТ бутылок и равна 1000 кг в час. Для повторного получения «пищевого» ПЭТ, на наш взгляд, наиболее надежен путь декомпозиции использованных изделий из ПЭТ до исходных веществ ─ терефталевой кислоты и этиленгликоля ─ с последующим синтезом нового ПЭТ (рис.2.25).
Рис.2.25. Схема синтеза и декомпозиции ПЭТ
Измельченный или модифицированный химическими методами исполь-зованный ПЭТ наиболее целесообразно перерабатывать в технические изделия. Очень важен факт, что Российская госкорпорация «Роснано» инвестирует проект «Рециклинг полиэтилентерефталата» (метод фирмы «Extricom» Техноло-гическая линия «Retech recycling technology» для использованных ПЭТ бутылок производит чистые ПЭТ-хлопья с производительностью 450-600 кг/час. Фирма «GNEUSS» спроектировала инновационную MRS-технологию производства качественной ПЭТ-пленки из грязных использованных ПЭТ бутылок. Значительный интерес представляет технология фирмы «Sicoplast», позволяющая получать качественные хлопья ПЭТ, из которых далее можно производить широкий ассортимент востребованной на рынке продукции. Блок-схема рециклинга отходов ПЭТ фирмы «Sicoplast»т приведена на рис. 2.26.
Рис.2.26 . Блок-схема технологии рециклинга отходов ПЭТ фирмы « Sicoplast »
Исходным сырьем является использованная ПЭТ-бутылка, а также конструкционные пластмассы, такие как АБС, ПС, ПМ. Перед запуском в переработку сырье сортируют по цветам (бесцветный, голубой, зеленый, корич-невый). Из общей массы сырья исключают партии, содержащие загрязнения в виде масел, ядохимикатов, лакокрасочных материалов и горючих веществ (бензин, ацетон и т.д.), а также других вязких веществ не растворимых в воде. Линия имеет систему водоподготовки с оборотной водой и системой очистки воды. Конечным продуктом переработки является чистые ПЭТ-хлопья. Одно из перспективных направлений рециклинга ПЭТ-бутылок и других ПЭТ-изделий является производство полиэстеровой ленты (ПЭТ-лента или лавсановая лента), Первый завод по ее производству ООО «Лавсан Индустрия» открылся в 2003 г. в г.Клин (м.о.). До этого на отечественный рынок поступала импортная продукция из Швейцарии, Германии и Италии. ПЭТ-ленту широко используют во всем мире для упаковки и транспортировки таких тяжелых грузов как металлопрокат, лесо- и пиломатериалы, кирпич, огнеупорные изделия, грузы на поддонах и т. д. Прежде для обвязки таких грузов применяли стальную холоднокатаную ленту. ПЭТ-лента позволяет избежать двух существенных недостатков стальной ленты. Во-первых, она не ржавеет и соответственно не загрязняют товар, во-вторых, повысила безопасность труда, поскольку снятие стальной обмотки при распаковке грузов является чрезвычайно травмоопасной операцией. В настоящее время на рынке представлены три вида упаковочных лент: полипропиленовая, полиэстеровая и стальная. Первая значительно уступает по прочности двум последним. Усилие на разрыв у нее (в зависимости от толщины и размера) составляет 65-380 кгс, поэтому такую ленту применяют в качестве обвязывающего материала для упаковки и скрепления коробок с малогабаритными грузами весом до 500 кг. Главная борьба за рынок крупногабаритных и тяжелых грузов разворачивается между производителями стальной холоднокатаной и ПЭТ-ленты. Одним из важнейших параметров при сравнении подобного типа упаковок являются их прочностные характеристики. Так, удельная прочность мягких стальных лент составляет приблизительно 300-350 Н/мм, полунагартованных — 350-450 Н/мм, а нагартованных — 450-750 Н/мм. Удельная прочность ПЭТ-лент находится в пределах от 450 до 600 Н/мм и составляет 75-95% прочности стальных нагартованных изделий. Но при этом первые обладают значительно большей упругостью (величина их относительного упругого удлинения
составляет 8-12%), что также немаловажно при проведении погрузочно-разгрузочных работ. Например, при поднятии пакета пиломатериалов вилочными погрузчиками края упаковки провисают, что приводит к растяжению ленты на крайних обвязках. Мягкие стальные ленты в подобном случае растянутся, но неупруго, а затем, когда пакет будет поставлен на землю, провиснут. Нагартованные ленты порвутся, поскольку у тех из них, что произведены в России из сталей марок 08пс и 08кп, упругое относительное удлинение равно нулю. А вот полиэстеровая продукция не просто растянется при деформации пакета, но и вернется затем в начальное положение, проявляя так называемый эффект возвратной памяти. Другим примером изменения размера пакуемого груза в процессе производства является уменьшение объема пакетов с пиломатериалами в сушильных камерах. В этом случае пакеты перед помещением в камеру, как правило, обвязываются лентами. После сушки стальные ленты, не имеющие относительного упругого удлинения, провисают на пакете, что требует их подтяжки или полной перепаковки тюка. Полиэстеровые же ленты способны выдерживать температуру до 95°С, поэтому на выходе из сушильной камеры достаточно прочно обтягивают пакет, экономя время и упаковочные материалы. Вес ПЭТ-лент в 4-7 раз меньше, чем стальных. Как следствие — упаковки полиэстеровых изделий, равные по весу металлическим аналогам, имеют в 4-5 раз больший метраж. Кроме того, отсутствие острых кромок исключает возможность порезов, а сам полиэстер устойчив к атмосферным воздействиям, не ржавеет и не оставляет на поверхности груза ржавых пятен. Сумма всех этих факторов значительно облегчает работу с ПЭТ-продукцией.
2.4.6.. Переработка и утилизация гальваношламов Гальваношламы, образующиеся при очистке сточных вод гальвани-ческого производства являются промышленными отходами 2-3 класса опасности. Это суспензии или пасты гидроксидов тяжелых металлов (никеля, хрома, цинка, меди, железа, алюминия и др.), содержание которых достигает 10% , представляющих промышленную ценность. На Сессии Генеральной Ассамблеи ООН (1997 отметили, что утилизация отходов, содержащих тяжелые металлы, относится к числу проблем, по своей значимости располагающейся непосредственно за утилизацией радиоактивных отходов, так как соединения тяжелых металлов являются мощными стимуля-торами и возбудителями раковых и сердечно-сосудистых заболеваний, накапливаются в пищевых цепочках, что усиливает их опасность для человека. В табл.2.8 представлены результаты анализа усредненной пробы гальваношлама крупного предприятии машиностроительного профиля. Схема обезвреживания и утилизации гальваношламов представлена на рис.2.27. Обезвреживании шламов в основном методами химической фиксации (спекание, ферритизация твердой фазы отходов, силикатизация и др.). Однако все методы фиксации решают только часть экологических проблем и не позволяют использовать шламы в качестве вторичного промышленного сырья, например для извлечения ценных компонентов. В зависимости от состава гальваношламов после обезвоживания их можно использовать в качестве вторичных материалов, например, при производстве кирпича, отделочной плитки, черепицы. Чтобы проверить надежность «захоронения» тяжелых металлов в керамике, производят вытяжку из нее водой, а также растворами уксусной и серной кислот (рН=5,5) .Необходимо, чтобы во всех вытяжках содержание металлов находилось в пределах ПДК. При повышении рН содержание металлов, особенно хрома, в вытяжках значительно увеличивается.
Табл. 2.8. Содержание тяжелых металлов в шламе, (% сухого вещества)
Рис.2.27. Основные направления обезвреживания и утилизации Гальваношламов.
Гальваношламы являются сырьем для извлечения ценных компонентов. Согласно ГОСТ 1639-78 предприятия металлургии могут принимать для переработки отходы гальваники по определенным нормативам. Существуют и другие ограничения. Например, Zn является «ядом» для Ni, примеси Pb несовместимы с Zn и Ni и т.д. Шламы должны иметь влажность не более 10%, массу отдельных кусков не более 1кг. На рис. 2.28 представлена схема безотходной переработки гальваношламов. Схема переработки твердых отходов производства и потребления гальванических элементов (ГЭ) приведена на рис.2.28 и 2.29.
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 471; Нарушение авторского права страницы