
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ, СИМВОЛОВ,Стр 1 из 10Следующая ⇒
ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ, СИМВОЛОВ, ЕДИНИЦ, СОКРАЩЕНИЙ И ТЕРМИНОВ В - ширина сварочной ванны на поверхности, м Вср - среднее значение ширины шва, мм А Вср - среднеквадратичное отклонение ширины шва, мм Во - число Бонда; критерий, характеризующий соотношение между силами тяжести и поверхностного натяжения, отн.ед. If- ток магнитной фокусирующей линзы, мА IЬ - ток луча, мА Jmax- плотность тока луча в фокусе, мА/мм Rmin- эффективный радиус луча в фокусе, мм R0- радиус луча в средней плоскости магнитной линзы, мм Т - период развертки луча, с Uуск- ускоряющее напряжение, кВ We- число Вебера; критерий, характеризующий соотношение между силами инерции и поверхностного натяжения, отн.ед. Zmin- расстояние от пушки до фокуса луча, мм b- расстояние от средней плоскости магнитной линзы до фокуса луча, мм dk- диаметр парогазового канала, м f- частота, Гц h- глубина (сварочной ванны или шва), мм K=h/Bcp коэффициент формы шва, отн.ед. rk=dk/2 - радиус парогазового канала, м VСВ- скорость сварки, мм/с α- угол сходимости луча, половинный, рад β- инкремент нарастания волн на поверхности канала, 1/с δ - толщина свариваемого металла, мм σ - поверхностное натяжение, Н/м ρ - плотность, кг/м3 τ - длительность импульса, с ω - циклическая частота, рад/с АСУ - автоматическая система управления АЦП - аналого-цифровой преобразователь ЗТВ - зона термического влияния УЗК- ультразвуковой контроль ЭЛС - электроннолучевая сварка ЭЛУ - электроннолучевая установка
ВВЕДЕНИЕ В данной работе предусматривалось исследование и разработка методов управления массопереносом в сварочной ванне при электроннолучевой сварке с импульсным воздействием электронного луча. В результате предполагается повысить эффективность сварки, в частности, проплавляющую способность электронного луча, и получать более глубокие и узкие швы. Другим направлением работы было создание средств компьютерной диагностики параметров сварочного процесса и состояния установки. В ходе выполнения работ предусматривалось проведение сварок конкретных изделий, в частности, сваривались алюминиевые сплавы толщиной до 100 мм, и исследовались свойства полученных сварных соединений. В течение всего времени существования процесса электроннолучевой сварки ведется поиск мер, дающих возможность получать более глубокие и узкие швы. С одной стороны, чтобы получить более «острый» электронный луч и, соответственно, узкий шов, для чего оптимизируют электронно-оптические системы сварочных пушек и улучшают параметры высоковольтных источников питания. С другой стороны, ведется отработка технологических приемов сварки, оптимизируется фокусировка луча, применяют специальные формы развертки. В последнее время ведутся исследования по использованию импульсного воздействия электронного луча на сварочную ванну, чтобы изменить процессы массопереноса в ванне, в частности, в узкой области вокруг парогазового канала. В связи с этим, была поставлена задача оптимизировать частоту импульсного воздействия луча на ванну, а также оптимизировать распределение этого воздействия по поверхности ванны.
ГЛАВА 1. ИССЛЕДОВАНИЕ СПОСОБОВ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ЗА СЧЕТ УПРАВЛЕНИЯ МАССОПЕРЕНОСОМ МЕТАЛЛА В СВАРОЧНОЙ ВАННЕ ПРИ ИМПУЛЬСНОМ ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ ЭЛЕКТРОННОГО ЛУЧА При электроннолучевой сварке (ЭЛС) происходят сложные тепловые и гидродинамические процессы, характеризующиеся интенсивностью протекания, с одной стороны, и ограниченностью размеров области взаимодействия, с другой стороны. Протекание этих процессов оказывает определяющее влияние на формирование шва, его форму, достижимую глубину проплавления. Поэтому для разработки новых технологических и аппаратурных приемов повышения эффективности электронно-лучевого сварочного процесса необходимо дальнейшее изучение физических процессов и динамических явлений в сварочной ванне, в частности, процессов массо- и теплопереноса. Одним из способов повышения эффективности электронно-лучевой сварки предлагается применение импульсного динамического воздействия на сварочную ванну за счет импульсного воздействия электронного сварочного луча. Импульсное действие луча на ванну возможно как за счет импульсной модуляции величины тока луча, так и за счет импульсного перемещения его по поверхности ванны, т.е. при использовании развертки луча.
Управление массопереносом металла и формой проплавления применительно к отработке технологии ЭЛС стыковых соединений алюминиевых плит толщиной 100 мм (с полным проплавлением) и толщиной 65 мм (с неполным проплавлением)
Для ЭЛС использовался серийный энергоблок ЭЛА 60/60 с пушкой на ускоряющее напряжение 60 кВ. Катод пушки –LаВ6. Вакуум в районе катода пушки - 2x10-5 мм рт.ст. Наведение электронного луча на стык и слежение за стыком во время сварки осуществлялось с помощью устройства "Растр-3", разработанного в ИЭС им.Е.О.Патона. В процессе подготовки к сварке образцы полностью обезжиривались. С их поверхности удалялась краска и другие загрязнения с помощью авиационного бензина или ацетона. Перед загрузкой в вакуумную камеру свариваемые кромки и прилегающие к ним участки шириной 15...20 мм подвергались шабрению. Шабрением полностью удалялись следы предыдущей обработки. Стружка и металлическая пыль после шабрения удалялись безворсистой бязью. Отработка технологии сварки выполнялась по следующим вариантам: 1) ЭЛС сплава 2024 толщиной 100 мм; 2) ЭЛС сплава 7010 толщиной 100 мм; 3) ЭЛС разнородных соединений сплавов 2024 и 7010 толщиной 100 мм; 4) ЭЛС сплава 7010 толщиной 65 мм с частичным проплавлением. Для каждого варианта осуществлялось компьютерное моделирование режимов электронно-лучевой сварки, их проверка при проплавлении образцов и сварка стыковых соединений. На первой стадии исследований использовались образцы размером 100x300x250 мм. Стыковые соединения длиной 1 м собирались из заготовок шириной 150 мм и толщиной 100 или 65 мм. В выбранной нами схеме сварки (рис.2.1) изделие закреплялось неподвижно на столе, а пушка перемещалась вдоль стыка на рабочей скорости. Компьютерное моделирование параметров сварки сплавов 2024 и 7010 толщиной 100 мм выполнялось по программе EBSIM(см.раздел 1.6). Результаты моделирования показали, что для ЭЛС сплава 2024 требуются параметры сварки: 1) ускоряющее напряжение 60 кВ 2) 2ток сварки 480 мА 3) скорость сварки 6 мм/с 4) положение фокуса пучка 80 мм ниже поверхности изделия, 1) ускоряющее напряжение 60 кВ 2) ток сварки 430 мА 3) скорость сварки 4 мм/с 4) положение фокуса пучка 80 мм ниже поверхности изделия. Управление массопереносом и формой проплавления велось с целью получения наиболее оптимальной формы шва (с параллельными стенками) и с регулярным формированием поверхности усиления (без крупноструктурных выплесков и наплывов). Управление производилось, в основном, за счет подбора фокусировки луча (для этого выполняли швы с программируемой вдоль длины шва величиной тока магнитной фокусирующей линзы). На завершающей стадии экспериментов дополнительное улучшение формирования проплавления производилось за счет применения развертки луча; форма развертки - окружность или эллипс, ориентированный большой осью вдоль направления сварки. 1) При проверке и уточнении параметров ЭЛС из каждого сваренного шва вырезали и изготавливали поперечные шлифы. По шлифам выбирали оптимальную форму проплавлений. Результаты работы приведены в таблицах №1,2.
Рисунок 2.1 - Электронно - лучевая сварочная пушка 1 располагается в вакуумной камере вертикально на расстоянии 150 мм от свариваемого изделия 2; при полном проплавлении заготовок использовались выводные планки 3, механически прижимаемые к изделию 2.
Для сборки под сварку стыковых соединений длиной 250 мм использовалось приспособление, приведенное на рис.2.2. Используя систему наведения и слежения за стыком "Растр-3" в начале работы ставили три точечные прихватки в средине и на краях образца на режиме: 1Ь=40 мА; If=937 мА. Затем, в средине образца и в его концах делали прихватки длиной 50 мм на режиме: 1Ь=70 мА; If=937 мА; V=6 мм/с. Электронно-лучевая сварка производилась на скорости V=6 мм/с, токе фокусирующей линзы If=875 мА, токе сварки Iь=480 мА и развертке пучка по окружности диаметром 2 мм с частотой 300 Гц. Контроль качества шва. Рентгенконтроль показал наличие 2-х мелких пор (диаметр пор <1,0 мм) в начале и 1-й поры в конце шва (рис.2.3). На участке ввода пучка и его выхода в конце сварки, где резко изменяется режим, зарегистрированы дефекты. В остальном сечении шва дефектов нет. Калибровка УЗК осуществлялась по сигналу от отверстия диаметром 1,5 мм с плоским дном. На режиме, параметры которого приведены выше, были сварены еще два стыка длиной 250 мм из сплава 2024. Рентгенконтроль и УЗК показали наличие узких дефектных мест только в конце и в начале швов. Подготовка и сварка стыковых соединений из сплава 7010 длиной 250 мм производились следующим образом. После очистки и шабрения заготовки из сплава 7010 собирались в приспособлении, приведенном на рис.2.2. При получении необходимого вакуума в камере с помощью системы "Растр-3" ставили три точечные прихватки в середине и на краях образца на режиме: IЬ=50 мА; If=937 мА. Затем, в середине образца и на его концах делали прихватки длиной 50 мм на режиме: IЬ=50 мА; If=937 мА; V = 4 мм/с. Электронно-лучевая сварка выполнялась на скорости V=4 мм/с, токе фокусирующей линзы 890 мА, токе сварки 1Ь=410 мА и развертке пучка по окружности диаметром 2,0 мм с частотой 300 Гц. Рисунок 2.2 - Стыковое соединение 2 после промывки и шабрения устанавливалось между двумя швеллерами 1 и стягивалось четырьмя шпильками Ml2 (3). Под стыком располагалась выводная планка 4, изготавливаемая из свариваемого материала.
Рисунок 2.3 – Схема расположения дефектов в продольном сечении шва на стыке длиной 250 мм из сплава 2024 Контроль качества шва: 1. Рентгенконтроль показал наличие 4-х пор диаметром 1,0... 1,2 мм на длине шва 250 мм (рис.2.4). 2. УЗК подтвердил наличие 4-х пор. Калибровка УЗК осуществлялась по сигналу от отверстия диаметром 1,5 мм с плоским дном. На режиме, параметры которого приведены выше, были сварены еще два стыка длиной 250 мм. В одном из швов рентгенконтроль и УЗК показали наличие 3-х пор диаметром меньше 1,2 мм. Во втором шве обнаружена зона мелких пор, расположенная в корневой части шва (рис.2.4). Подготовка и сварка разнородных стыковых соединений из сплавов 2024 и 7010 длиной 250 мм проводилась следующим образом. После очистки и шабрения стыковое соединение, составленное из образца сплава 2024 и образца сплава 7010, собиралось в приспособлении, показанном на рис.2.2. При получении необходимого вакуума в камере с помощью системы "Растр- 3” ставили три точечные прихватки в средине и на краях образца на режиме: Iь=50 мА; If=937 мА. Затем в середине стыка и по концам делали прихватки длиной 50 мм на режиме: Iь=70 мА; If=937 мА; V=4 мм/с. Электроннолучевая сварка выполнялась на скорости V=4 мм/с, токе фокусирующей линзы 890 мА, токе сварки 400 мА и развертке пучка по эллипсу с осями: 2,2 мм - вдоль шва и 1,8 мм - поперек шва. Частота развертки - 300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,8 мм. Контроль качества шва: Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 15... 20 мм (рис.2.5). Второй образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с, развертка -эллипс с осями: 2,2 мм вдоль шва и 1,8 мм поперек шва. Частота развертки - 300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,6 мм. Рисунок 2.4 - Схема расположения дефектов в начале и в конце шва (1) и зоны мелких пор (2); стык длиной 250 мм из сплава 7010
Рисунок 2.5 - Несплавление стыка в корневой части разнородного соединениясплавов 7010 и 2024 Контроль качества шва. Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 10…12 мм. Третий образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с , развертка -эллине с осями: 2,2 мм вдоль шва и 1,8 мм поперек шва. Частота развертки -300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,3 мм. Контроль качества шва. Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 10…12 мм. Четвертый образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с ,развертка -эллипс с осями: 2,2 мм вдоль шва и 1,6 мм поперек шва. Частота развертки - 300 Гц. Пучок выставлялся строго по центру шва. Контроль качества шва. Рентгенконтроль и УЗК показали наличие дефектов на входе и выходе пучка, а также двух зон мелкой пористости. Диаметр пор менее 1,5 мм (рис.2.6). Визуальный контроль показал уверенное формирование верхнего валика без разбрызгивания металла. Подрезы на шве отсутствуют. Режим сварки четвертого образца был взят за основу для сварки заготовок длиной 1 м. Подготовка и сварка стыковых соединений из сплава 7010 с неполным проплавлением проводились аналогично. После очистки и шабрения заготовки из сплава 7010 толщиной 65 мм собирались в приспособлении, приведенном на рис.2.2. После получения необходимого вакуума в сварочной камере ставили три точечные прихватки в середине и на краях образца на режиме: :IЬ=10 мА; If=937 мА. Затем, в середине образца и на его концах делали прихватки длиной 25 мм на режиме: :IЬ=15 мА; If=937 мА; V=6 мм/с. Сварка выполнялась на скорости V=6 мм/с, токе фокусирующей линзы 926 мА, токе сварки Iь=70 мА и развертке пучка по окружности диаметром 1 мм с частотой 300 Гц.
Рисунок 2.6 – Схема расположения дефектов в начале и в конце стыка (1) и зон пористости (2); стык длиной 250 мм, толщина 100 мм. Контроль качества шва. УЗК не выявил дефектов в шве. После разрезки образца и изготовлении поперечных макрошлифов установили глубину шва. Она составила 12 мм. Второй образец из сплава 7010 толщиной 65 мм был сварен на режиме: IЬ=85 мА; If=926 мА; V=6 мм/с, развертка пучка - круг диаметром 1 мм. Контроль качества. УЗК не выявил дефектов в шве. После разрезки образца и изготовления поперечных макрошлифов установили глубину шва. Она составила 18 мм. Этот режим взят за основу для сварки образцов длиной 1 м. После отработки режимов сварки стыков длиной 250 мм перешли к сварке длинномерных стыков. Для сборки стыковых соединений длиной 1 м из сплава 2024 использовалось приспособление, показанное на рис.2.7. Прихватка стыкового соединения осуществлялась в два этапа: 1) со стороны корня шва ставили четыре точечные прихватки на режиме: IЬ=30 мА; 1f=937 мА, а затем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; Iь=30 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после открытия сварочной камеры и переворота рамы с заготовкой ставили прихватки слицевой стороны стыка: а) четыре точечные прихватки на режиме: IЬ=40 мА; If=952 мА; в) четыре прихватки на режиме: IЬ=80 мА; If=947 мА, V=6 мм/с. Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Iь=480 мА; If=875 мА, V=6 мм/с; развертка пучка по окружности диаметром 2,0 мм. Частота развертки - 300 Гц. По приведенной выше технологической схеме сварены два стыка из сплава 2024 длиной 1 м. УЗК показал полное отсутствие дефектов. Подготовка и сварка стыковых соединений из сплава 7010 длиной 1 м выполнялись по следующей процедуре. Стыковое соединение из двух образцов сплава 7010 устанавливалось в приспособлении, приведенном на рис.2.7. Прихватка стыка осуществлялась в два этапа: 1) со стороны корня шва ставили четыре точечные прихватки на режиме: IЬ=40 мА; If=937 мА, а затем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; IЬ=45 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после переворота рамы с заготовкой ставили прихватки с лицевой стороны стыка: а) четыре точечные прихватки на режиме: IЬ=45 мА; If=952 мА; в) четыре прихватки на режиме: Iь=80 мА; 1f=952 мА, V=4 мм/с. Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Iь=410 мА; If=875 мА, V=4 мм/с; развертка пучка - по окружности диаметром 2,0 мм. Частота развертки - 300 Гц. По приведенной выше технологической схеме сварены два стыка из сплава 7010 длиной 1 м. Контроль качества швов. Схема расположения дефектов в стыке № 1, полученная после УЗК, приведена на рис.2.9. Схема расположения дефектов в стыке № 2, полученная после УЗК, приведена на рис.2.10. Калибровка прибора УЗК осуществлялась по отверстию диаметром 1,5 мм с плоским дном. Подготовка и сварка стыковых соединений из сплавов '"010-2024 длиной 1 м проводились аналогично. Стыковое соединение из двух образцов сплавов 7010 и 2024 устанавливалось в приспособлении, приведенном на рис.2 ". Прихватка стыка осуществлялась в два этапа: 1) 1) со стороны корня шва ставили четыре точечные прихватки на режиме: Iь=35 мА; If=937 мА, азатем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; Iь=35 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после переворота рамы с заготовкой ставили прихватки с лицевой стороны стыка:
Рисунок 2.7 - Сварное соединение, составленное из 2-х образцов 3 и 4 после промывки и шабрения устанавливалось в жестком кондукторе 2. Стяжка стыка осуществлялась с помощью 20 болтов (1), установленных по периметру рамы 2. Под стыком располагалась выводная планка, изготавливаемая из свариваемого материала.
Рисунок 2.8 - Схема наложения прихваток со стороны корня шва,стык длиной 1 м а) четыре точечные прихватки на режиме: Ib=40 мА; If=951 мА; в) четыре прихватки на режиме: Ib=70 мА; If=951 мА, V=6 мм/с.
Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Ib=400 мА; If=890 мА, V=4 мм/с; развертка пучка - по эллипсу с осями: 2,2 мм вдоль шва и 1,6 мм поперек шва. Частота развертки - 300 Гц. Пучок выставлялся строго по центру шва. По приведенной выше технологической схеме сварены два стыка из сплавов 7010+2024 длиной 1 м Контроль качества швов. Съема расположения дефектов в стыке № 1, полученная после УЗК, приведена на рис.2.11. Схема расположения дефектов в стыке № 2, полученная после УЗК, приведена на рис.2.12. Калибровка прибора УЗК осуществлялась по отверстию диаметром 1,5 мм с плоским дном. Можно сделать следующие выводы по результатам отработки технологии ЭЛС сплавов 2024, 7010 и 2024+7010 толщиной 100 мм. 1. Наилучшей свариваемостью электронным лучом обладает сплав 2024. На всех сваренных образцах дефектов не наблюдалось. 2. При ЭЛС сплава 7010 встречаются дефекты в виде мелких пор диаметром до 1,5 мм в корневой части сварных соединений. 3. При сварке разнородных соединений сплавов 2024+7010 наблюдается наибольшее количество дефектов в швах. Область расположения дефектов - корневая часть сварных соединений. Встречаются дефекты несплавления стыка в его нижней части. Эти дефекты свойственны ЭЛС разнородных материалов и вызываются наличием термотоков. В рамках данной работы это явление детально не исследовалось. На последнем этапе работы по уточненным чертежам были изготовлены заготовки и образцы для испытаний сварных соединений. Были проведены металлографические исследования сварных швов, выполненных на сплавах 2024, 7150 и В96.
Рисунок 2.9 - Схема расположения дефектов в стыке № 1 сплава 7010 длиной 1 м
Рисунок 2.10 - Схема расположения дефектов в стыке № 2 сплава 7010длиной 1м.
Рисунок 2.12 - Схема расположения дефектов в стыке № 2 сплавов 7010+2024длиной 1м.
Примечания. 1.Посылка команд управления (присвоение значения переменной) control = 1 означает "включить оборудование", acontrol = 0 означает "отключить оборудование". 2.Сигналы состояний info при считывании означают: info = 0 - "недостигнуто состояние”, info = 1 - "достигнуто состояние”. 3. Сигналы состояний клапанов означают: open_info = 1 - "клапан открыт”, open_info = 0 - "клапан закрыт". Алгоритм программы верхнего уровня. Входными данными алгоритмов являются: 1. Сигналы состояний оборудования ВС. 2. Сигналы состояния контролируемого оборудования вакуумной камеры: Left_door_close - закрыта/открыта (1/0) левая дверь вакуумной камеры, Right_door_close - закрыта/открыта (1/0) правая дверь вакуумной камеры, Aer_info - наличие/отсутствие (1/0) давления сжатого воздуха, Water_DPl_info - наличие/отсутствие (1/0) протока воды в DPI, Water_DP2_info - наличие/отсутствие (1/0) протока воды в DP2, Gun_water_info - наличие/отсутствие (1/0) протока воды в пушке.
Описание алгоритма: 1. Первоначальный запуск программы при включении системы Siemens или при смене оператора. 1.1 Снять установку всех режимов управления ВС. Проверка уровня доступа пользователя. Если UserType!=Administrator, то блокировка нажатия кнопки MANUAL. 1.2Занесение в Таблицу с перечнями сеансов работы новой записи о текущем сеансе. 1.3 Проверка готовности к работе ВС. 1.3.1 Если (Water_DPl_info==0 или Water_DP2_info==0 или air_info==0 или Gun_water_info==0) то: блокировка нажатия кнопок выбора режима. 2. Рабочий цикл 2.1 Выбор режима работы: 2.1.1 если (нажата кнопка MANUAL) то (Vacuum_Mode = 0000) 2.1.2 если (нажата кнопка PUMPING) то (Vacuum_Mode = 0001) 2.1.3 если (нажата кнопка VENTING) то (Vacuurn_Mode = 0010) 2.1.4 если (нажата кнопка WATCH) то (Vacuurn_Mode = 0100) 2.1.5 если (нажата кнопка STOP) то (Vacuum_Mode = 1000) 2.2 Диагностика состояния ВС 2.2.1 Получить данные о состоянии оборудования ВС и текущих ошибках. Если (Gun_water_info ==0) то (Выдать информационное сообщение "Нет протока воды в пушке"); Если (air_info ==0 ) то (Выдать сигнал "Нет давления воздуха"); 2.2.2 Получить данные о наличии информационных сигналов. 2.2.3 Анализируется полученное слово-состояние ВС Если (произошло изменение слова-состояния по сравнению с предыдущим) то (Сохранить слово-состояние в Таблице протоколов). 2.2.4 Анализируется наличие ошибок в работе ВС Если (получен сигнал ошибки) то (отобразить текущие ошибки в виде таблицы) 2.2.5 Анализируются действия оператора на появление сообщений об ошибках Если (оператор вызвал просмотр сообщения об ошибке) то (записать время реакции оператора на ошибку). 2.3 Отображение в окне управления ВС: 2.3.1 состояние ВС - на мнемосхеме, 2.3.2 перечень текущих ошибок - в виде таблицы, 2.3.3 интегральное табло о наличии ошибки в работе ВС - мигающее табло, 2.3.4 перечень полученных информационных сообщений - в виде списка, 2.3.5 меню управления элементами оборудования в режиме (MENUAL). 2.4 Отображение в окне диагностики ВС: 2.4.1 перечень сохраненных протоколов работы ВС (не более 30 протоколов) - в виде выпадающего списка, 2.4.2 выбранный протокол работы - в виде таблицы, 2.4.3 состояние оборудования для выбранной записи в протоколе - на мнемосхеме ВС, 2.4.4 перечень ошибок с отметками о времени реакции оператора - в виде таблицы.
3.5.2Алгоритмы управления и диагностики источника питания
Данные алгоритмы реализуют процессы управления источником питания (ИП) при подготовке и проведении сварки, а также диагностику подсистем стабилизации ускоряющего напряжения, фокусировки пучка, регулирования тока сварки и блока накала и бомбардировки в различных режимах. Алгоритмы реализуются на трех уровнях. Уровень PCU - интерфейс оператора (в виде программы верхнего уровня, выполняющейся в среде HMI-Advanced на PCU-50), с отображением элементов интерфейса в окне управления ВС и на панели оператора. Уровень CNC - программы CNC в G-кодах с использованием синхродействий. Уровень PLC - управляющие программы PLC на языке STEP 7
На уровне PCU (интерфейс оператора) осуществляется следующее. Из основного окна интерфейса оператора: отображение текущих значений токов сварки(lw), фокусировки(If) и бомбардировки(lb), ускоряющего напряжения (Uacc) и напряжения смещения(Ubias); индикация интегрального сообщения о наличии ошибок в работе ИП в виде мигающего табло на панели оператора и звукового сигнала с возможностью отключения последнего. Из функции Diagnostics: отображение протоколов работы ИП. Из функции Welding: управление токами сварки (Iw) и фокусировки (If) в ручном режиме, управление током сварки и фокусировки в ручном режиме с выносного пульта, управление током сварки и фокусировки в полуавтоматическом и автоматическом режимах, задание параметров модуляции тока сварки (частота и длительность), задание параметров сканирования (признак включения сканирования –Scanon/off, тип сканирования –Scantype, размеры сканирования по осям А и В, признак поворота осей –Scanrotation) и отклонения луча по осям Defl X и DeflY), задание наклона фронта импульса тока сваркиTilt, задание величины тока бомбардировки в зависимости от выбранного материала изделия (lb), отображение графиков изменения токов сварки и фокусировки в режимах ручной, полуавтоматической и автоматической сварки. На уровне CNC осуществляется автоматическое выполнение программ сварки, написанных в стандарте DIN 66025. Программы сварки содержат виртуальные оси CW - ток сварки и CF - ток фокусировки, которые управляются синхронно с геометрическими осями. С помощью включенных в программы синхродействий значения осей токов транслируются на выходные DMP модули и далее в ИП. По каналам обратной связи через входные DMP модули во время проведения сварки осуществляется получение установленных значений токов сварки и фокусировки для последующего проведения диагностики работы ИП.
На уровне PLC осуществляется автоматическое выполнение программ диагностики для каждой из подсистем ИП: подсистемы стабилизации ускоряющего напряжения (СУН), подсистемы фокусировки пучка (ФП), подсистемы регулирования тока пучка (РТП), а также блока накала и бомбардировки (БНБ). Принцип работы алгоритмов уровня PLC состоит в проверке состояния ИП и посылке управляющих воздействий через соответствующие переменные, определенные в области данных PLC.
Алгоритм программы уровня PCU. Входными данными алгоритмов являются: 1. Сигналы состояний ИП. 2. Значения токов сварки (lc_ms) и фокусировки(lfc_ms), транслируемые через аналоговые DMP модули. 3. Значение сигнала пробоя HUshort, транслируемое через цифровой DMP модуль. 4. Сигналы ошибок, поступающие от программ уровня CNC: disruption_is_on - обнаружен пробой, Beam_incorrect - ток пучка не в норме, Focus_incorrect - ток фокусировки не в норме. 5. Информационные сигналы, поступающие от программ уровня PLC: PS_error - "ОшибкаИП" ("Error") 6.Сигналы ошибок, поступающие от программ уровня PLC (установка соответствующей переменной в 1). Выходными данными алгоритмов являются: 1. Сигналы инициализации режима (установка значения соответствующей переменной в 1), поступающие с верхнего уровня при нажатии соответствующей кнопки. 2. Значения токов сварки(lc_ref) и фокусировки(lfc_ref), транслируемые через аналоговые DMP модули в ИП. 3. Значение тока бомбардировки(Cathod_value), параметры модуляции(dur_mod, frec_mod) и сканирования тока сварки(scan_а, scan_b, defl_x, defl_y), транслируемые через цифровые и аналоговые SM модули. 4. Информационные сообщения, выдаваемые программой верхнего уровня: 5. Init_Mode - установлен режим начальной диагностики, Manual_welding_Mode - установлен режим ручной сварки, Welding_Mode - установлен режим автоматической сварки, Beam_diagn_Mode - установлен режим диагностики пучка, сообщение на табло интегральной ошибки "Ошибка ИП" ("PSError"), сообщение "InitdiagnosticsOK"}.
Алгоритмы программы уровня CNC. Входными данными алгоритмов являются: Программы CNC, формируемые на уровне PCU. Команды Load, Select, NCStart и NCReset, выдаваемые с уровня PCU. Значения токов сварки(lc_ms) и фокусировки(lfc_ms), транслируемые через входные аналоговые DMP модули. Значение сигнала пробоя HUshort, транслируемое через входной цифровой DMP модуль. Выходными данными алгоритмов является следующее. 1. Сообщения об ошибках в работе ИП в процессе сварки, выдаваемые на уровень PCU: disruption_is_on - обнаружен пробой, Beam_incorrect - ток пучка не в норме, Focus_incorrect - ток фокусировки не в норме. 2. Значения токов сварки(lc_ref) и фюкусировки(lfc_ref), транслируемые через аналоговые DMP модули в ИП в процессе выполнения программы CNC.
Алгоритмы программы уровня PLC. Входными данными алгоритмов являются следующие сигналы. 1. Сигналы включения источника питания: Main_is_on - питание ЭЛА включено, V160kV_is_on - ускоряющее напряжение включено, Cathod_on- катод включен. 2. Информационные сигналы от уровня PCU: Manual_welding_Mode - установлен режим ручной или полуавтоматической сварки, Welding_Mode - установлен режим автоматической сварки, Beam_diagn_Mode - установлен режим диагностики пучка. 3. Информационные сигналы от уровня CNC: Beam_incorrect - ток пучка резко возрос, Focus_incorrect - ошибка по току фокусировки. 4. Параметры диагностики DBD (блок DB92). 5. Сигналы состояния ИП, которые снимаются с контактов интерфейсных модулей. Выходными данными алгоритмов являются следующие сигналы. Информационные сигналы, передаваемые программам уровня PCU (установка соответствующей переменной в 1): PS_error - "ОшибкаИП" ("Error"), Cathod_enable - разблокировка канала бомбардировки, Accel_enable - разблокировка канала ускоряющего напряжения, 6. Сигналы ошибок DBX (блок DB2). Диагностика состояния ИП. Анализируется полученное слово-состояние ИП: If (произошло изменение слова-состояния по сравнению с предыдущим),то (сохранить слово-состояние в Таблице протоколов). Анализируется наличие ошибок в работе ИП: If (получен сигнал ошибки), то (отобразить текущие ошибки в виде таблицы). Анализируются действия оператора на появление сообщений об ошибках: If (оператор вызвал просмотр сообщения об ошибке) то (записать время реакции оператора на ошибку). Отображение в статусной строке: If (PS_error==l), то (интегральное табло о наличии ошибки в работе ИП - мигающее табло). Отображение в окне Diagnostics: перечня сохраненных протоколов работы ИП (не более 30 протоколов) - в виде выпадающего списка, выбранного протокола работы - в виде таблицы, перечня ошибок с отметками о времени реакции оператора для выбранной записи в протоколе - в виде таблицы. Отображение в окне функции Welding: графиков текущих значений тока сварки и фокусировки.
В ЫВОДЫ
Реализация направленного массопереноса в сварочной ванне за счет импульсного воздействия электронного луча позволила получить на стали в нижнем положении узкие сквозные швы (ширина расплавленной зоны около 1 мм, глубина проплавления до 60 мм, коэффициент формы шва 40), а на несквозных швах получено благоприятное для предотвращения корневых дефектов закругление в корне (радиус 0,5 мм); по сравнению с проплавлением статическим лучом коэффициент формы шва увеличен более чем в 2 раза и уменьшена неравномерность проплавления по глубине, примерно, в 5 раз. Проведенные оценки частоты собственных колебаний объема сварочной ванны дают значение в диапазоне единиц десятков герц. Колебания сварочной ванны проявляются в образовании «чешуек» на поверхности шва. Другой вид колебаний - колебания поверхности канала проплавления, соответствуют частотному диапазону единиц сотен герц. Колебания поверхности канала проявляются в пульсациях парового потока, истекающего из канала, и в пульсациях ионного тока. Таким образом, общий диапазон частот колебаний жидкости (расплавленного металла), существующих в сварочной ванне, соответствует области десятки-сотни герц. В этом частотном диапазоне должна быть частота импульсного динамического воздействия на сварочную ванну, чтобы управлять массопереносом и получать более глубокие и узкие швы. Эксперименты по сварке с импульсной модуляцией тока луча подтверждают, что глубина проплавления зависит от частоты модуляции: наибольшая глубина получается при частоте 100...200 Гц. Такие же результаты дают и эксперименты с импульсным отклонением луча из ванны. Наиболее эффективные результаты от импульсного воздействия луча получаются за счет развертки луча специальной формы: применялась пилообразная форма тока в отклоняющей катушке, частота 130 Гц, продольные колебания луча в направлении от хвостовой части ванны к передней, размер развертки 3 мм. Как показывают оценки, при ЭЛС алюминиевых сплавов 2024, 7010, 7150 и В96 толщиной до 100 мм существенное влияние на формирование проплавленияоказывает динамическая сила (инерции), обусловленная массопереносом металла вокруг парогазового канала. Наиболее оптимальную форму шва (с параллельными стенками) и с регулярным формированием поверхности усиления (без крупноструктурных выплесков и наплывов) получили за счет подбора фокусировки луча и применения развертки по эллипсу вдоль направления сварки. Отработана технология ЭЛС стыковых соединений толщиной 100 мм (с полным проплавлением) и толщиной 65 мм (с частичным проплавлением). Проведенные, в ходе выполнения работ, УЗК, рентгенконтроль и металлографические исследования дают достаточно полную характеристику полученных сварных соединений. Разработанная система диагностики электронного луча в установках для электроннолучевой сварки имеет производственное назначение, как дополнительный инструмент для оператора-сварщика. Система дает на экране компьютера продольное изображение луча с распределением плотности мощности. Определяются положение фокуса, минимальный радиус, максимальная плотность тока, угол сходимости. Дается заключение о работоспособности катода пушки. С помощью системы определяется ток магнитной фокусирующей линзы, нужный для фокусировки луча на требуемом расстоянии относительно изделия. Устройство диагностики и поиска течей с внутренней стороны вакуумной камеры может быть использовано в компьютеризированных системах мониторинга обстановки в камере. С его помощью можно определить место и направление, откуда существует поток газа. Возможно и более широкие области применения устройства, например, диагностика течей в условиях космоса. Созданная автоматическая система управления универсальной электроннолучевой сварочной установкой и разработанное программное обеспечение позволяют решать все множество задач, которые существуют при эксплуатации установки и при выполнении или разработке технологического процесса сварки. Формулировка и решение технологических задач производится с помощью набора экранных окон интерфейса оператора-сварщика. Алгоритмы управления и диагностики сварочной установки реализуются на двух уровнях: 1) верхнем уровне - интерфейсе оператора-сварщика, в виде программ верхнего уровня с отображением элементов интерфейса в окнах управления и 2) нижнем уровне - в виде управляющих программ контроллера (PLC) на языке STEP7 и системы CNC в G-кодах. Отображение состояния установки производится: на мнемосхемах в соответствующих окнах, в таблицах с перечнем текущих ошибок, в списках перечня поступающих информационных сообщений, в меню управления элементами оборудования. Диагностика установки также фиксируется в развернутом виде: дается список с перечнемсохраненных протоколов работы (до 30 протоколов), выбранный протокол выводится в виде таблицы, состояние оборудования (для выбранной записи в протоколе) иллюстрируется мнемосхемой, перечень ошибок (сбоев в работе) с отметками о времени реакции оператора дается в таблице. Научно-исследовательские работы по теме «Разработка методов управления массопереносом путем модуляции тока луча при электронно-лучевой сварке металлов и сплавов больших толщин» выполнены на высоком научно- техническом уровне, с привлечением современных методик, средств компьютерного моделирования и управления системами. Результаты работ нашли применение в ответственных отраслях промышленности, в производстве продукции для народного хозяйства и за рубежом.
СПИСОК ЛИТЕРАТУРЫ 1. Гидромеханика невесомости/Под ред. А.Д.Мышкиса.— М.: Наука, 1976. — 504 с. 2. Технология электрической сварки металлов и сплавов плавлением /Под ред. Б.Е.Патона. — М.: Машиностроение, 1974. — 767 с. 3. Ахопьянц К.С., Емченко-Рыбко А.В. Контроль глубины проплавления и фокусировки электронного пучка по частоте пульсаций ионного тока при сварке // Автомат, сварка. — 1981. — № 9. — С.28–32. 4. Плис А.И., Сливина Н.А. Mathcad: математический практикум для экономистов и инженеров. — М.: Финансы и статистика, 1999. — 656 с. 5. Электронно-лучевая сварка / Назаренко O.K., Кайдалов А.А., Ковбасенко С.Н. и др.: Под ред. Б.Е.Патона. — Киев: Наук.думка, 1987. — 256 с. 6. OhmineМ., Hiramoto S., Jamane J. Fundamental study on the pulsed electron beam Welding/ — IIW Doc.: IV-348-83. — 13 p. 7. Schulze K/-R., Fritz D., Reindl G. Je dicker, je lieber—Elektronenstrahlschweipenim Vacuum //Practicer. — 1996/ — № 6. — S.250–254. 8. Dilthey U., В ohm S., Welters Т.,Ilyin S., Turichin G. EBSim— new simulation software for electron beam welding with deep penetration. — IIW Doc.: IV-669–97. — 14 p. 9. Sanderson A. Electron beam delineation and penetration. - British Welding Journal, 1968, vol.15, №10, p.509–523. 10. Назаренко O.K., Локшин B.E., Акопьянц К.С. Измерение параметров мощных электронных пучков методом вращающегося зонда. — Электронная обработка материалов, 1970, № 1, с.87–90. 11. Elmer J.W., TeruyaА.Т. An enhanced Faraday cup for rapid determination of power density distribution in electron beams. — Weld. J., 2001, №12. — p.288–295. 12. Dilthey U., Weiser J. Study of the "Tool" Electron Beam. — Part 1: Comparasion between the Arata Beam Test and Diabeam Beam Measurement. — Welding and Gutting, 1995, № 5, P.82–84.
СОДЕРЖАНИЕ Перечень условных обозначений, символов, единиц, сокращений и терминов Введение 1. Исследование способов повышения эффективности электроннолучевой сварки за чет управления массопереносом металла при импульсном динамическом воздействии электронного луча 1.2. Колебания поверхности металла сварочной ванны 1.3. Электроннолучевая сварка с импульсной модуляцией величины тока электронного луча 1.4. Электроннолучевая сварка с импульсным отклонением электронного луча из сварочной ванны на мишень (экран) 1.5. Электроннолучевая сварка стали толщиной до 60 мм с продольными пилообразными колебаниями электронного луча 1.5. Зависимость глубины проплавления от частоты 1.6. Моделирование глубокого проплавления при электроннолучевой сварке 2. Отработка технологии ЭЛ С и проведение металлографических исследований стыковых соединений из алюминиевых сплавов толщиной до 100 мм 2.1. Управление массопереносом металла и формой проплавления применительно к отработке технологии ЭЛС стыковых соединений алюминиевых сплавов толщиной 100 мм (с полным проплавлением) и толщиной 65 мм (с неполным проплавлением) 2.2. Металлографические исследования соединений, полученных при электроннолучевой сварке сплавов 2024, 2150, В96 3. Разработка систем управления и диагностики универсальной установки для электронно-лучевой сварки 3.1 Разработка системы диагностики параметров электронного луча в установках для электроннолучевой сварки 3.2. Работа с программой диагностики электронного луча 3.3. Диагностика и локализация течей в вакуумной сварочной камере (со стороны вакуума) 3.4. Структура и программное обеспечение автоматизированной системы управления (АСУ) универсальной электроннолучевой сварочной установкой 3.5. Алгоритмы управления и диагностики основных систем универсальной установки для электроннолучевой сварки 3.5.1. Алгоритмы управления и диагностики вакуумной системы 3.5.2. Алгоритмы управления и диагностики источника питания 3.5.3. Алгоритмы управления и диагностики системы перемещения Выводы Перечень использованных источников
ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ, СИМВОЛОВ, |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 218; Нарушение авторского права страницы







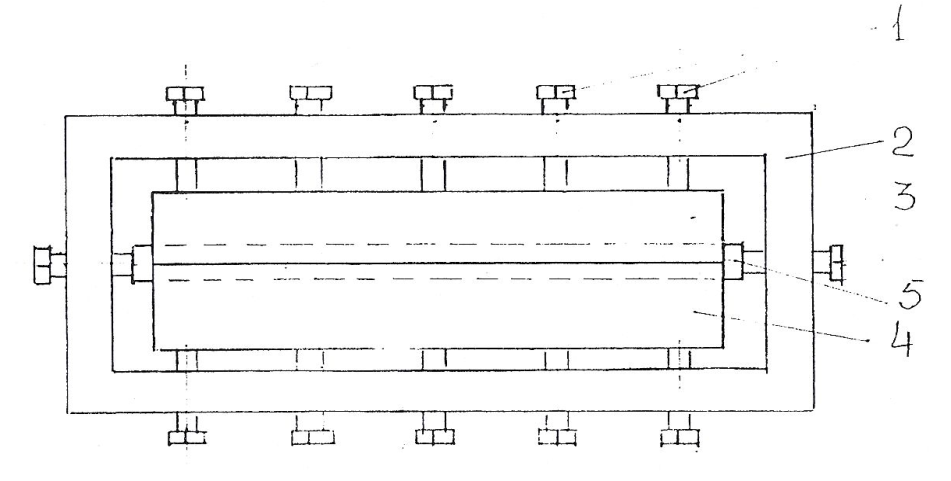
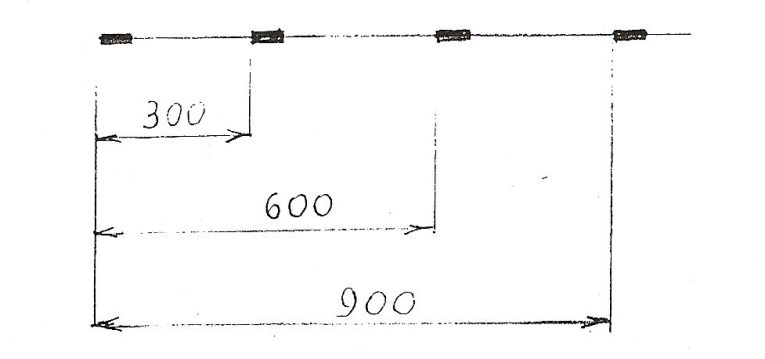


 Рисунок 2.11 - Схема расположения дефектов в стыке № 1 сплавов 7010+2024длиной 1м.
Рисунок 2.11 - Схема расположения дефектов в стыке № 1 сплавов 7010+2024длиной 1м.