
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГЛАВА 2. ОТРАБОТКА ТЕХНОЛОГИИ ЭЛС И ПРОВЕДЕНИЕ МЕТАЛЛОГРАФИЧЕСКИХ ИССЛЕДОВАНИЙ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ТОЛЩИНОЙ ДО 100 ММ
При ЭЛС металлов малых и средних толщин (единицы-десятки миллиметров) сварочная ванна формируется, в основном, под действием силы давления паров и силы поверхностного натяжения и, в меньшей степени, под действием силы тяжести (число Бонда Во<1). Однако при сварке металлов больших толщин (около 100 мм), кроме уже указанных сил, становится значимым действие динамических сил (инерции), проявляющихся в процессах массопереноса в сварочной ванне. Оценить влияние этих сил можно через число Вебера We, характеризующее соотношение между силой инерции и силой поверхностного натяжения (для некоторого контрольного объема жидкости; в нашем случае, около парогазового канала). Для ЭЛС, при учете обтекания парогазового канала, число We равно:
здесь V - скорость движения металла около парогазового канала; как показывают эксперименты, средняя величина этой скорости, в частности, при ЭЛС с несквозным проплавлением, равна V = Vсв*h/rk Таким образом, при ЭЛС, число Weравно:
Отработка технологии ЭЛС алюминиевых сплавов толщиной 100 мм характеризуется следующим числом We. Подставляем значения: h= 0,1 м, ρ= 2700 кг/м3,σ= 0,9 Н/м, VCB= 0,006 м/сек, rk≈0,001 м; получаем We≈ 1,1. Таким образом, в данном случае сила инерции соизмерима по величине с силой поверхностного натяжения (капиллярной) и оказывает существенное влияние на формирование проплавления.
Управление массопереносом металла и формой проплавления применительно к отработке технологии ЭЛС стыковых соединений алюминиевых плит толщиной 100 мм (с полным проплавлением) и толщиной 65 мм (с неполным проплавлением)
Для ЭЛС использовался серийный энергоблок ЭЛА 60/60 с пушкой на ускоряющее напряжение 60 кВ. Катод пушки –LаВ6. Вакуум в районе катода пушки - 2x10-5 мм рт.ст. Наведение электронного луча на стык и слежение за стыком во время сварки осуществлялось с помощью устройства "Растр-3", разработанного в ИЭС им.Е.О.Патона. В процессе подготовки к сварке образцы полностью обезжиривались. С их поверхности удалялась краска и другие загрязнения с помощью авиационного бензина или ацетона. Перед загрузкой в вакуумную камеру свариваемые кромки и прилегающие к ним участки шириной 15...20 мм подвергались шабрению. Шабрением полностью удалялись следы предыдущей обработки. Стружка и металлическая пыль после шабрения удалялись безворсистой бязью. Отработка технологии сварки выполнялась по следующим вариантам: 1) ЭЛС сплава 2024 толщиной 100 мм; 2) ЭЛС сплава 7010 толщиной 100 мм; 3) ЭЛС разнородных соединений сплавов 2024 и 7010 толщиной 100 мм; 4) ЭЛС сплава 7010 толщиной 65 мм с частичным проплавлением. Для каждого варианта осуществлялось компьютерное моделирование режимов электронно-лучевой сварки, их проверка при проплавлении образцов и сварка стыковых соединений. На первой стадии исследований использовались образцы размером 100x300x250 мм. Стыковые соединения длиной 1 м собирались из заготовок шириной 150 мм и толщиной 100 или 65 мм. В выбранной нами схеме сварки (рис.2.1) изделие закреплялось неподвижно на столе, а пушка перемещалась вдоль стыка на рабочей скорости. Компьютерное моделирование параметров сварки сплавов 2024 и 7010 толщиной 100 мм выполнялось по программе EBSIM(см.раздел 1.6). Результаты моделирования показали, что для ЭЛС сплава 2024 требуются параметры сварки: 1) ускоряющее напряжение 60 кВ 2) 2ток сварки 480 мА 3) скорость сварки 6 мм/с 4) положение фокуса пучка 80 мм ниже поверхности изделия, 1) ускоряющее напряжение 60 кВ 2) ток сварки 430 мА 3) скорость сварки 4 мм/с 4) положение фокуса пучка 80 мм ниже поверхности изделия. Управление массопереносом и формой проплавления велось с целью получения наиболее оптимальной формы шва (с параллельными стенками) и с регулярным формированием поверхности усиления (без крупноструктурных выплесков и наплывов). Управление производилось, в основном, за счет подбора фокусировки луча (для этого выполняли швы с программируемой вдоль длины шва величиной тока магнитной фокусирующей линзы). На завершающей стадии экспериментов дополнительное улучшение формирования проплавления производилось за счет применения развертки луча; форма развертки - окружность или эллипс, ориентированный большой осью вдоль направления сварки. 1) При проверке и уточнении параметров ЭЛС из каждого сваренного шва вырезали и изготавливали поперечные шлифы. По шлифам выбирали оптимальную форму проплавлений. Результаты работы приведены в таблицах №1,2.
Рисунок 2.1 - Электронно - лучевая сварочная пушка 1 располагается в вакуумной камере вертикально на расстоянии 150 мм от свариваемого изделия 2; при полном проплавлении заготовок использовались выводные планки 3, механически прижимаемые к изделию 2.
Для сборки под сварку стыковых соединений длиной 250 мм использовалось приспособление, приведенное на рис.2.2. Используя систему наведения и слежения за стыком "Растр-3" в начале работы ставили три точечные прихватки в средине и на краях образца на режиме: 1Ь=40 мА; If=937 мА. Затем, в средине образца и в его концах делали прихватки длиной 50 мм на режиме: 1Ь=70 мА; If=937 мА; V=6 мм/с. Электронно-лучевая сварка производилась на скорости V=6 мм/с, токе фокусирующей линзы If=875 мА, токе сварки Iь=480 мА и развертке пучка по окружности диаметром 2 мм с частотой 300 Гц. Контроль качества шва. Рентгенконтроль показал наличие 2-х мелких пор (диаметр пор <1,0 мм) в начале и 1-й поры в конце шва (рис.2.3). На участке ввода пучка и его выхода в конце сварки, где резко изменяется режим, зарегистрированы дефекты. В остальном сечении шва дефектов нет. Калибровка УЗК осуществлялась по сигналу от отверстия диаметром 1,5 мм с плоским дном. На режиме, параметры которого приведены выше, были сварены еще два стыка длиной 250 мм из сплава 2024. Рентгенконтроль и УЗК показали наличие узких дефектных мест только в конце и в начале швов. Подготовка и сварка стыковых соединений из сплава 7010 длиной 250 мм производились следующим образом. После очистки и шабрения заготовки из сплава 7010 собирались в приспособлении, приведенном на рис.2.2. При получении необходимого вакуума в камере с помощью системы "Растр-3" ставили три точечные прихватки в середине и на краях образца на режиме: IЬ=50 мА; If=937 мА. Затем, в середине образца и на его концах делали прихватки длиной 50 мм на режиме: IЬ=50 мА; If=937 мА; V = 4 мм/с. Электронно-лучевая сварка выполнялась на скорости V=4 мм/с, токе фокусирующей линзы 890 мА, токе сварки 1Ь=410 мА и развертке пучка по окружности диаметром 2,0 мм с частотой 300 Гц. Рисунок 2.2 - Стыковое соединение 2 после промывки и шабрения устанавливалось между двумя швеллерами 1 и стягивалось четырьмя шпильками Ml2 (3). Под стыком располагалась выводная планка 4, изготавливаемая из свариваемого материала.
Рисунок 2.3 – Схема расположения дефектов в продольном сечении шва на стыке длиной 250 мм из сплава 2024 Контроль качества шва: 1. Рентгенконтроль показал наличие 4-х пор диаметром 1,0... 1,2 мм на длине шва 250 мм (рис.2.4). 2. УЗК подтвердил наличие 4-х пор. Калибровка УЗК осуществлялась по сигналу от отверстия диаметром 1,5 мм с плоским дном. На режиме, параметры которого приведены выше, были сварены еще два стыка длиной 250 мм. В одном из швов рентгенконтроль и УЗК показали наличие 3-х пор диаметром меньше 1,2 мм. Во втором шве обнаружена зона мелких пор, расположенная в корневой части шва (рис.2.4). Подготовка и сварка разнородных стыковых соединений из сплавов 2024 и 7010 длиной 250 мм проводилась следующим образом. После очистки и шабрения стыковое соединение, составленное из образца сплава 2024 и образца сплава 7010, собиралось в приспособлении, показанном на рис.2.2. При получении необходимого вакуума в камере с помощью системы "Растр- 3” ставили три точечные прихватки в средине и на краях образца на режиме: Iь=50 мА; If=937 мА. Затем в середине стыка и по концам делали прихватки длиной 50 мм на режиме: Iь=70 мА; If=937 мА; V=4 мм/с. Электроннолучевая сварка выполнялась на скорости V=4 мм/с, токе фокусирующей линзы 890 мА, токе сварки 400 мА и развертке пучка по эллипсу с осями: 2,2 мм - вдоль шва и 1,8 мм - поперек шва. Частота развертки - 300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,8 мм. Контроль качества шва: Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 15... 20 мм (рис.2.5). Второй образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с, развертка -эллипс с осями: 2,2 мм вдоль шва и 1,8 мм поперек шва. Частота развертки - 300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,6 мм. Рисунок 2.4 - Схема расположения дефектов в начале и в конце шва (1) и зоны мелких пор (2); стык длиной 250 мм из сплава 7010
Рисунок 2.5 - Несплавление стыка в корневой части разнородного соединениясплавов 7010 и 2024 Контроль качества шва. Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 10…12 мм. Третий образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с , развертка -эллине с осями: 2,2 мм вдоль шва и 1,8 мм поперек шва. Частота развертки -300 Гц. Относительно центра стыка пучок смещался на сплав 7010 на величину 0,3 мм. Контроль качества шва. Рентгенконтроль и УЗК показали несплавление в корне шва на высоту 10…12 мм. Четвертый образец, составленный из сплавов 7010 и 2024 сваривался на режиме: Iь=400 мА; If=890 мА; V=4 мм/с ,развертка -эллипс с осями: 2,2 мм вдоль шва и 1,6 мм поперек шва. Частота развертки - 300 Гц. Пучок выставлялся строго по центру шва. Контроль качества шва. Рентгенконтроль и УЗК показали наличие дефектов на входе и выходе пучка, а также двух зон мелкой пористости. Диаметр пор менее 1,5 мм (рис.2.6). Визуальный контроль показал уверенное формирование верхнего валика без разбрызгивания металла. Подрезы на шве отсутствуют. Режим сварки четвертого образца был взят за основу для сварки заготовок длиной 1 м. Подготовка и сварка стыковых соединений из сплава 7010 с неполным проплавлением проводились аналогично. После очистки и шабрения заготовки из сплава 7010 толщиной 65 мм собирались в приспособлении, приведенном на рис.2.2. После получения необходимого вакуума в сварочной камере ставили три точечные прихватки в середине и на краях образца на режиме: :IЬ=10 мА; If=937 мА. Затем, в середине образца и на его концах делали прихватки длиной 25 мм на режиме: :IЬ=15 мА; If=937 мА; V=6 мм/с. Сварка выполнялась на скорости V=6 мм/с, токе фокусирующей линзы 926 мА, токе сварки Iь=70 мА и развертке пучка по окружности диаметром 1 мм с частотой 300 Гц.
Рисунок 2.6 – Схема расположения дефектов в начале и в конце стыка (1) и зон пористости (2); стык длиной 250 мм, толщина 100 мм. Контроль качества шва. УЗК не выявил дефектов в шве. После разрезки образца и изготовлении поперечных макрошлифов установили глубину шва. Она составила 12 мм. Второй образец из сплава 7010 толщиной 65 мм был сварен на режиме: IЬ=85 мА; If=926 мА; V=6 мм/с, развертка пучка - круг диаметром 1 мм. Контроль качества. УЗК не выявил дефектов в шве. После разрезки образца и изготовления поперечных макрошлифов установили глубину шва. Она составила 18 мм. Этот режим взят за основу для сварки образцов длиной 1 м. После отработки режимов сварки стыков длиной 250 мм перешли к сварке длинномерных стыков. Для сборки стыковых соединений длиной 1 м из сплава 2024 использовалось приспособление, показанное на рис.2.7. Прихватка стыкового соединения осуществлялась в два этапа: 1) со стороны корня шва ставили четыре точечные прихватки на режиме: IЬ=30 мА; 1f=937 мА, а затем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; Iь=30 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после открытия сварочной камеры и переворота рамы с заготовкой ставили прихватки слицевой стороны стыка: а) четыре точечные прихватки на режиме: IЬ=40 мА; If=952 мА; в) четыре прихватки на режиме: IЬ=80 мА; If=947 мА, V=6 мм/с. Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Iь=480 мА; If=875 мА, V=6 мм/с; развертка пучка по окружности диаметром 2,0 мм. Частота развертки - 300 Гц. По приведенной выше технологической схеме сварены два стыка из сплава 2024 длиной 1 м. УЗК показал полное отсутствие дефектов. Подготовка и сварка стыковых соединений из сплава 7010 длиной 1 м выполнялись по следующей процедуре. Стыковое соединение из двух образцов сплава 7010 устанавливалось в приспособлении, приведенном на рис.2.7. Прихватка стыка осуществлялась в два этапа: 1) со стороны корня шва ставили четыре точечные прихватки на режиме: IЬ=40 мА; If=937 мА, а затем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; IЬ=45 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после переворота рамы с заготовкой ставили прихватки с лицевой стороны стыка: а) четыре точечные прихватки на режиме: IЬ=45 мА; If=952 мА; в) четыре прихватки на режиме: Iь=80 мА; 1f=952 мА, V=4 мм/с. Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Iь=410 мА; If=875 мА, V=4 мм/с; развертка пучка - по окружности диаметром 2,0 мм. Частота развертки - 300 Гц. По приведенной выше технологической схеме сварены два стыка из сплава 7010 длиной 1 м. Контроль качества швов. Схема расположения дефектов в стыке № 1, полученная после УЗК, приведена на рис.2.9. Схема расположения дефектов в стыке № 2, полученная после УЗК, приведена на рис.2.10. Калибровка прибора УЗК осуществлялась по отверстию диаметром 1,5 мм с плоским дном. Подготовка и сварка стыковых соединений из сплавов '"010-2024 длиной 1 м проводились аналогично. Стыковое соединение из двух образцов сплавов 7010 и 2024 устанавливалось в приспособлении, приведенном на рис.2 ". Прихватка стыка осуществлялась в два этапа: 1) 1) со стороны корня шва ставили четыре точечные прихватки на режиме: Iь=35 мА; If=937 мА, азатем четыре прихватки длиной 35 мм на режиме: V=12 мм/с; Iь=35 мА; If=937 мА. Прихватки накладывались по схеме, приведенной на рис.2.8. 2) после переворота рамы с заготовкой ставили прихватки с лицевой стороны стыка:
Рисунок 2.7 - Сварное соединение, составленное из 2-х образцов 3 и 4 после промывки и шабрения устанавливалось в жестком кондукторе 2. Стяжка стыка осуществлялась с помощью 20 болтов (1), установленных по периметру рамы 2. Под стыком располагалась выводная планка, изготавливаемая из свариваемого материала.
Рисунок 2.8 - Схема наложения прихваток со стороны корня шва,стык длиной 1 м а) четыре точечные прихватки на режиме: Ib=40 мА; If=951 мА; в) четыре прихватки на режиме: Ib=70 мА; If=951 мА, V=6 мм/с.
Длина прихваток - 80 мм. Схема наложения прихваток показана на рис.2.8. Сварка стыка осуществлялась на режиме: Ib=400 мА; If=890 мА, V=4 мм/с; развертка пучка - по эллипсу с осями: 2,2 мм вдоль шва и 1,6 мм поперек шва. Частота развертки - 300 Гц. Пучок выставлялся строго по центру шва. По приведенной выше технологической схеме сварены два стыка из сплавов 7010+2024 длиной 1 м Контроль качества швов. Съема расположения дефектов в стыке № 1, полученная после УЗК, приведена на рис.2.11. Схема расположения дефектов в стыке № 2, полученная после УЗК, приведена на рис.2.12. Калибровка прибора УЗК осуществлялась по отверстию диаметром 1,5 мм с плоским дном. Можно сделать следующие выводы по результатам отработки технологии ЭЛС сплавов 2024, 7010 и 2024+7010 толщиной 100 мм. 1. Наилучшей свариваемостью электронным лучом обладает сплав 2024. На всех сваренных образцах дефектов не наблюдалось. 2. При ЭЛС сплава 7010 встречаются дефекты в виде мелких пор диаметром до 1,5 мм в корневой части сварных соединений. 3. При сварке разнородных соединений сплавов 2024+7010 наблюдается наибольшее количество дефектов в швах. Область расположения дефектов - корневая часть сварных соединений. Встречаются дефекты несплавления стыка в его нижней части. Эти дефекты свойственны ЭЛС разнородных материалов и вызываются наличием термотоков. В рамках данной работы это явление детально не исследовалось. На последнем этапе работы по уточненным чертежам были изготовлены заготовки и образцы для испытаний сварных соединений. Были проведены металлографические исследования сварных швов, выполненных на сплавах 2024, 7150 и В96.
Рисунок 2.9 - Схема расположения дефектов в стыке № 1 сплава 7010 длиной 1 м
Рисунок 2.10 - Схема расположения дефектов в стыке № 2 сплава 7010длиной 1м.
Рисунок 2.12 - Схема расположения дефектов в стыке № 2 сплавов 7010+2024длиной 1м.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 241; Нарушение авторского права страницы









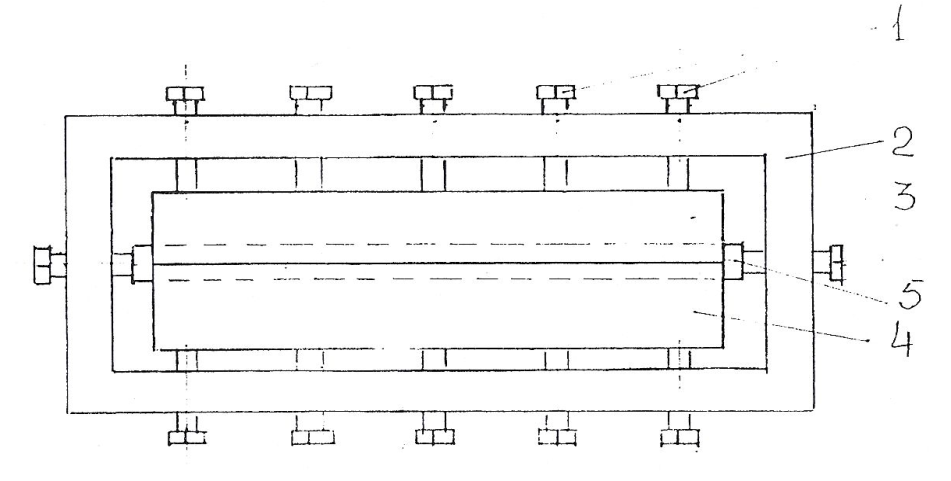
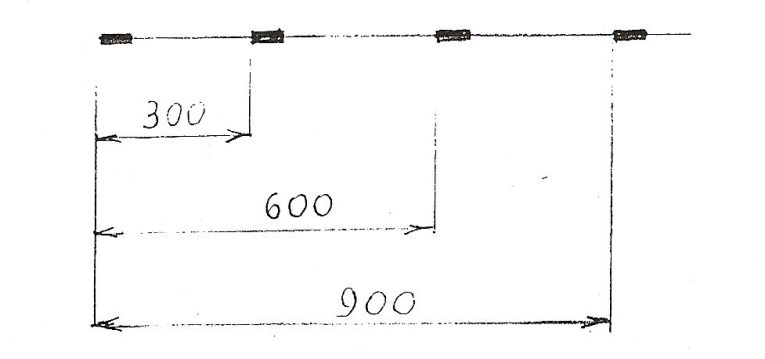


 Рисунок 2.11 - Схема расположения дефектов в стыке № 1 сплавов 7010+2024длиной 1м.
Рисунок 2.11 - Схема расположения дефектов в стыке № 1 сплавов 7010+2024длиной 1м.