
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАЗРАБОТКА СИСТЕМ УПРАВЛЕНИЯ И ДИАГНОСТИКИ УНИВЕРСАЛЬНОЙ УСТАНОВКИ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Наряду с исследованием процессов массопереноса в сварочной ванне и отработкой новых технологических приемов сварки велось также совершенствование систем управления и диагностики сварочной установки. Была поставлена задача обеспечить в режиме реального времени мониторинг процессов управления и текущего состояния вакуумной системы установки, высоковольтного источника питания, системы управления движением манипулятора. Особое внимание было уделено диагностике электронного луча как инструмента, обеспечивающего сварной шов нужного качества.
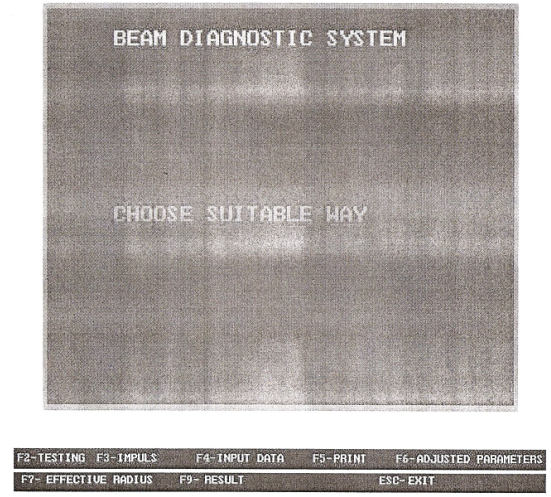
3.1 Разработка системы диагностики параметров электронного луча в установках для электронно-лучевой сварки В большинстве имеющихся промышленных установок для электроннолучевой сварки (ЭЛС) воспроизводимость швов обеспечивается за счет контроля основных параметров процесса: тока луча, тока магнитной фокусирующей линзы, рабочего расстояния пушка-изделие, ускоряющего напряжения, скорости сварки. О работоспособности катода судят по суммарному времени его работы. Однако не контролируются пространственно-энергетические параметры луча перед сваркой: положение фокуса относительно поверхности изделия, минимальный диаметр, угол сходимости, максимальная плотность тока и ее распределение в луче. Известно применение проволочного вращающегося зонда для определения геометрии электронного луча [9, 10]. Более точно структура луча, контур и положение фокуса определяются при помощи датчика с радиально расположенными щелями [11] или, как в системе диагностики луча DIABEAM [12], - пластины с отверстием малого диаметра (0,1 мм). Однако, чтобы с помощью этих систем определить форму луча в продольном направлении, нужно перемещать датчик вдоль оси пучка, что усложняет работу оператора-сварщика. Ограничена несколькими киловаттами и предельно допустимая мощность исследуемого пучка электронов из-за теплового разрушения датчиков. Учитывая, в первую очередь, потребности производства, в ИЭС им.Е.О.Патона НАНУ была разработана описываемая компьютеризированная система диагностики электронного луча, предназначенная для комплектации современных электронно-лучевых сварочных установок с мощностью пучка электронов до 100 кВт [13]. Система снабжена дружественным экранным интерфейсом, облегчающим ее использование. Устройство диагностики расположено в специально отведенном месте сварочной камеры, в стороне от свариваемого изделия. Перед процедурой диагностики электронная пушка перемещается в положение выше датчика и мишени (рис.3.1). Диагностика луча производится методом «края пластины» [14]. Электронный луч большую часть времени отклонен на мишень и только кратковременно отклоняется в противоположном направлении. При этом луч пересекает край датчика, который соединен с «землей» через сопротивление утечки. В цепи датчика протекает импульс тока, по крутизне фронта нарастания которого рассчитывается распределение плотности тока в поперечном сечении луча. Импульс по величине нормируется согласующим усилителем и далее передается в компьютер через быстродействующий аналого-цифровой преобразователь (АДП). Измерения проводятся при изменении тока фокусирующей линзы. В результате компьютерной обработки полученного массива данных рассчитывается пространственное распределение мощности в луче, положение фокуса, минимальный радиус и т.д. Соответствующие расчеты проводятся при допущении, что электронный луч имеет
Рисунок 3.1 - Схема диагностики электронного сварочного луча (изображение на экране монитора) Рассмотрим особенности работы системы и процедуры измерений. Для пересчета времени нарастания импульса в единицы длины в системе предусмотрена процедура калибровки скорости движения луча относительно датчика. Для этого в конструкции датчика имеется реперный элемент с известным размером в направлении движения луча. При пересечении лучом этого элемента измеряется длительность импульса тока. Отсюда определяется скорость движения луча:
где: S - длина элемента, τ - длительность импульса. Калибровка скорости проводится на двух крайних используемых расстояниях датчика от пушки - минимальном и максимальном. В последующем, при установке датчика в какое-либо промежуточное положение относительно пушки, скорость движения луча относительно датчика автоматически пересчитывается по линейной зависимости, с использованием этих двух калибровочных значений. Принцип построения профиля луча в продольном осевом сечении R,Z поясним с помощью рис.3.2 а,б,в. На рис.3.2а показано исходное положение измерительной пластины S относительно фокуса пучка, в свою очередь расположенного на расстоянии b от средней плоскости фокусирующей линзы. Ситуация, когда для исследования параметров пучка вдоль его оси перемещают датчик с шагом ∆Z и производят замеры на каждом шаге, показана на рис.3.2б. На рис.3.2визображена ситуация, когда при неизменном исходном положении измерительной пластины исследование пучка осуществляется за счет пошагового изменения фокусировки луча на величину ∆b.
В исходном состоянии (рис.3.2а) в плоскости датчика луч имеет радиус rs и уголсходимости α:
где: b - расстояние от средней плоскости линзы до фокуса луча, Rо- радиус луча в средней плоскости линзы, Zf- расстояние от плоскости датчика дофокуса.
Сравним выражения для r1 и r. Видно, что если в знаменателе для r величина ∆bb, а ∆ ∆b, то получаем r1 r и вместо того, чтобы изменять положение датчика, молено изменять фокусировку луча. Соотношение ∆bb полностью справедливо для случая исследования луча непосредственно вблизи его фокуса. Для оценки точности определения конфигурации пучка на значительном удалении от плоскости расположения фокуса логарифмируем, а потом дифференцируем выражение для r:
a) исходное положение датчика; b) смещение датчика на величину ∆Zпри обычном способе построения зависимости R(Z); c) изменение фокусировки луча на величину ∆b при предложенном способе построения зависимости R(Z) Из последнего выражения следует, что если рассчитывается радиус луча для области ближе к пушке, чем расположен датчик (в нашем случае это соответствует уменьшению степени фокусировки луча, т.е. фокус опускается ниже, величина “b” увеличивается и при этом ∆b> 0, как видно из рис.3.2в), то получаются заниженные значения радиуса (погрешность ∆r< 0). Если же рассчитывается радиус для расстояний больше, чем до датчика (в нашей схеме измерений это соответствует тому, что фокус поднялся, т.е. “b” уменьшилось и ∆b< 0), то значения радиуса завышены (∆r> 0). Чтобы исключить эти ошибки в определении r(z) , значения r следует умножить на поправочный коэффициент, учитывающий знак ∆b:
где: bs- расстояние от средней плоскости линзы до датчика. Эта поправка предусмотрена в алгоритмеработы системы диагностики.
Распределение плотности тока в поперечных сечениях луча рассчитывается численными методами следующим образом. Все сечение луча разбивается на Nколец. В пределах каждого кольца плотность тока Jnпринимается постоянной. Система из Nлинейных алгебраических уравнений для нахождения неизвестных Jnможет быть записана в матричном виде:
вектор N-го порядка, его составляющие — искомые значения плотности тока для каждого кольца,
также вектор N-гoпорядка, его составляющие - ординаты фронта импульса. Для каждого отдельного измерения можно вывести на дисплей изображение фронта импульса (рис.3.3, левая половина). По его виду можно предварительно судить о величине радиуса луча и о ходе процесса измерений.Крутизна фронта импульса обратно пропорциональна радиусу луча. Плавный фронт импульса, без выбросов, свидетельствует об отсутствии помех при измерении или сбоев в работе АЦП при регистрации импульса. Длительность импульса во времени пересчитывается в единицы длины за счет умножения на скорость движения луча. Центр луча определяется как абсцисса фронта импульса на половине его амплитуды.
По найденным значениям Jnстроятся распределения плотности тока для каждого поперечного сечения луча (рис.3.3, правая половина). Распределение с наибольшей плотностью тока на осиJ=Jmax соответствует острой фокусировке луча на датчике; эта величина Jmax выводится как характерный параметр луча (см. ниже, рис.3.4 и 3.5). Как отмечается в работе [15], точность расчета распределения плотности тока зависит от погрешности измерений координат фронта импульса. Поэтому в расчетах предусмотрена процедура статистического сглаживанияданных измерений. Ширина окна сглаживания выбрана равной хφ/ N , где хφ= ν*τφ(τφ– длительность фронта импульса) Для каждого распределения также рассчитывается усредненный эффективный радиус луча в предположении, что распределение можно аппроксимировать законом Гаусса [10]. В пределах этого радиуса проходит 63 всего тока луча, можно показать, что этот радиус вычисляется из фронта импульса следующим образом:
R= [х(А = 0,8)- х(А = 0,2)] *0,84;
здесьА =0,8 иА =0,2 - ординаты фронта импульса, равные 0,8 и 0,2 от амплитуды, соответственно. Из всех распределений (для данной серии измерений) выбирается наименьший эффективный радиуслучаRmin, что соответствует остройфокусировке луча на датчике. Эта величина также выводится в информационной строке (см. рис.3.4 и 3.5). Полученные распределения плотности тока в поперечных сечениях луча (при разных расстояниях Z) используются для построения профиля луча с пространственным распределением плотности тока в продольном осевом сечении R, Z(см. рис. 3.4). На этом изображении области разного цвета представляют распределение плотности тока в луче: желтым цветом обозначена область 75...100% от максимальной плотности тока Jmax, красному цвету отвечает (50...75%) Jmax, белым обозначена область 25...50%, синим - менее 10% и голубым контуром - контур луча. На этом же изображении серым цветом представлено задаваемое оператором положение изделия относительно пушки (его поперечное сечение). Таким образом, первое, что видит оператор-сварщик, глядя на изображение, — это как относительно изделия и толщины изделия расположен фокус луча, его зона наибольшей плотности мощности (наиболее «горячее» место) при заданном токе фокусирующей линзы, как нужно изменить фокусировку, чтобы поместить минимальное сечение луча на требуемый уровень относительно поверхности изделия.
Рисунок 3.4 - Вверху - пространственное распределение плотности тока в продольном осевом сечении луча; внизу - изменение эффективного радиуса Rвдоль оси Z.
Рисунок 3.5 - Сравнение двух результатов измерений; вверху - пушка с новым катодом; внизу - катод с ухудшенной эмиссионной способностью из-за длительной эксплуатации катода (более 50 часов).
Изображение луча образмерено: по горизонтальной оси указывается расстояние от нижнего торца электронной пушки в миллиметрах (ось Z), по вертикальной оси - радиус луча, также в миллиметрах (ось R). В информационных строках отображаются величины, которые задает оператор: ток луча 1ь, ток фокусирующей линзы If, рабочее расстояние WD (workingdistance) — от торца пушки до поверхности изделия и толщина изделия ТН (thickness). Здесь же даются величины, которые рассчитываются системой диагностики луча: расстояние от торца пушки до фокуса луча Zmin, эффективный минимальный радиус луча в фокусе Rmin, максимальная плотность тока Jmax, угол сходимости луча (половинный). В этом же окне дается график зависимости R(Z): как изменяется эффективный радиус луча вдоль оси, для данной фокусировки (рис.3.4, нижняя половина). Системой диагностики достаточно наглядно отражаются какие-либо изменения качества электронного луча. Чтобы количественно отразить эти изменения, в системе диагностики имеется возможность производить сравнение двух результатов измерений, например, для электронного луча в начальном состоянии (пушка с новым катодом) и в некотором, подлежащем сравнению - (рис.3.5). В нижней половине рис. 3.5 представлено пространственное распределение плотности тока и приведены параметры луча для катода, проработавшего в пушке длительное время. Видно, что по сравнению сэталонными результатами (верхняя половина рис.3.5) луч изменился: увеличился минимальный эффективный радиус Rmin, уменьшилась максимальная плотность тока Jmax; в распределении плотности мощности нет зоны, составляющей 75...100% от первоначальной максимальной плотности. Вообще, для конкретной промышленной ЭЛС установки заключение о сохранении работоспособности пушки или, в частности, о необходимости замены катода, определяется технологическими условиями на электронно-лучевую сварку конкретного изделия. В технологической карте должны быть отражены величины допустимых отклонений положения фокуса луча Zmin, минимального радиуса луча Rmin угла сходимости, плотности тока Jmax. В случае недопустимо большой величины отклонения по какому-либо параметру луча, системой диагностики выдается заключение о плохом состоянии катода пушки и необходимости его замены: “replacecathode”.
здесь погрешность определения радиуса луча
частотапреобразования применяемого АЦП определяет точность определениядлительности импульса Расчетная и экспериментальнополученная величина определения необходимого тока магнитной линзы составляет 0,5... 0,7% . В заключение описания приведем технические данные системы диагностики, представляющей собой автономный программно-аппаратный комплекс, выполненный на базе промышленного или персонального компьютера, и встраивание которого в любую компьютеризированную сварочную установку не представляет трудностей. амплитуда импульса тока отклонения........................5 А; частота отклоняющих импульсов................................3 Гц; длительность импульса отклонения………………….. 30... 50мкс; расстояние от датчика до оси отклоненного луча…... 20 мм; среднее расстояние от нижнего торца пушки до датчика...................................................................... 150 мм;
средняя скорость движения луча относительно датчика........................................................................... 1000 м/с частота преобразования АЦП………………………… 40 МГц; точность преобразования……………………………... 8 разрядов диапазон мощности исследуемых пучков…………… 1... 100 кВт точность определения положения фокуса пучка……. 0,5...0,7%
3.2 Работа с программой диагностики электронного луча
Программное обеспечение системы диагностики электронного луча создано в операционной системе MSDOSи жестко связано с аппаратным комплексом электроннолучевого анализатора. Все параметры процессорного блока настроены на работу только с поставляемым программным обеспечением. Следует особо подчеркнуть, что использование процессорного блока системы для решения задач, не связанных с анализом электронного луча, недопустимо. Запуск программы диагностики электронного луча осуществляется программой b_d.exe. При этом электронная пушка должна быть перемещена в положение диагностики. Перед запуском программы диагностики следует убедиться, что ось пучка в егоне отклонённом положении проходит на расстоянии ~ 1 мм от внутреннего среза молибденовой пластины датчика. После запуска программы диагностики на экране монитора появляется заставка программы (рис. 3.1). Заставка программы показывает схему работы анализатора электронного луча и смысл параметров WD, ТН, SDнеобходимых для его работы. При нажатии клавиши ’’Enter” на экране дисплея появится таблица (рис.3.6, левая часть рисунка) для задания (или выбора из имеющихся значений) тока пучка IBи расстояния от пушки до датчика SD, на которых будет проводиться диагностика пучка (или анализ уже проведённой диагностики). Нажатием клавиши ”Del” информация в отмеченной маркером строке может стираться из базы данных. После ввода (выбора) параметров IB, SDи нажатия клавиши ’’Esc” на экране дисплея появитсятаблица (рис. 3.6, правая часть рисунка) для выбора (или занесения) новых значений тока фокусировки FB, рабочего расстояния WD, толщины изделия ТН и ускоряющего напряжения Uacc, на которых будет проводиться диагностика пучка или анализ уже проведённой диагностики. Нажатием клавиши ’’Del” информация в отмеченной маркером строке может стираться из базы данных. После ввода (выбора) параметров FB, WD, ТН, Uaccи нажатия клавиши ”Esc” на экране дисплея появится основное меню системы диагностики пучка (рис. 3.7). Нажатием клавиши ”F2” осуществляется автоматическая диагностика луча. В процессе диагностики луча на экране дисплея отображаются снимаемые с датчика импульсы. Эти импульсы можно просмотреть нажатием клавиши ”F3”. После процесса диагностики на экране дисплея автоматически появится рисунок профиля луча и график эффективного радиуса (рис. 3.4). Для повторного просмотра рис. 3.4 необходимо нажать клавишу ”F7” Повторный вход в режим запроса исходных данных осуществляется нажатием клавиши ”F4”. При нажатии клавиши ”F6” осуществляется ввод технических параметров установки, необходимых для работы системы диагностики луча (см. ниже). Нажатием клавиши ”F9” осуществляется вывод на экран дисплея профилей электронного луча: эталонного и текущего замеров (см. рис. 3.5). Нажатием клавиши ”F5” можно получить распечатку результатов диагностики на принтере EpsonLX-300. Ввод технических параметров установки, необходимых для работы системы диагностики луча, производится один раз - для данной установки до проведения процесса диагностики. Необходимо для конкретной установки определить (задать) следующие параметры. а) Управляющие напряжения Ucontr1 и Ucontr2для двух различных значений тока фокусировки и б) Управляющие напряжения для двух различных тока луча. Меньшие значения тока фокусировки и тока сварки не должны быть нулевыми, и разница между меньшим и большим значением должна быть как можно больше.
Рисунок 3.6 — Таблицы для задания параметров, на которых будет проводиться диагностика луча: тока луча IBи расстояния SD(левая часть рисунка), и тока фокусировки FB, рабочего расстояния WD, толщины изделия ТН (правая часть рисунка).
Зависимость между током фокусировки, током сварки и их управляющими напряжениями должна быть линейной. в) Значения токов фокусировки на двух различных расстояниях от пушки. Разница между расстояниями должна быть как можно больше (100...200 мм). После определения указанных параметров, необходимо в общем меню системы (рис.3.7) нажать клавишу F6. На экране дисплея появится таблица для ввода двух значений тока фокусировки minIf, maxIfи соответствующих им значений управляющего напряжения Ucontr1 и Ucontr2 (cм.рис.3.8). После ввода указанных параметров для управления током фокусировки, нужно нажать клавишу “Esc”; на экране дисплея появится следующая таблица: для ввода двух значений тока сварки minIf,maxIfи соответствующих им значений управляющего напряжения Ucontr1 и Ucontr2 (см. рис.3.9). После ввода указанных параметров и нажатия клавиши “Esc” на экране появится третья таблица: для ввода двух значений тока фокусировки If1, If2исоответствующих им значений расстояний Zl, Z2 (см. рис.3.10). После ввода указанных значений и нажатия клавиши “Esc” на экране дисплея появится таблица для ввода времени включения быстродействующего АЦП. Увеличением времени включения фронт импульса на экране сдвигается к левому краю, уменьшением - к правому краю. Следует выбрать время включения таким образом, чтобы импульс находился на середине экрана. Эта процедура настройки выполняется один раз для данной установки. После ввода указанного значения и нажатия клавиши “Esc” на экране дисплея появится общее меню системы (рис.3.7). Выход из программы диагностики луча осуществляется клавишей «Esc» до появления на экране монитора заставки программы диагностики (рис.3.1) и, далее, нажатием клавиши F10. При этом осуществляется выход в MSDOS.
Рисунок 3.8 — Таблица для ввода параметров управления по каналу тока фокусировки конкретной установки.
Возможные неполадки в системе диагностики электронного луча могут быть из-за сбоев в работе электронного блока или из-за выхода из строя датчика. При работе с программой диагностики луча возможные сбои происходят в случае сбоев в аппаратном обеспечении (электронном блоке); программа может выдавать следующие сообщения: - TIMEOUT — это сообщение появляется при помехах в канале съема информации. После этого можно еще раз повторить съем информации (нажать клавишу F2). И только в случае устойчивого появления данного сообщения следует обращаться к разработчикам. - ERRORTESTADC —ошибкатестаАЦП. Это сообщение сигнализирует о неисправности АЦП системы диагностики. В этом случае проводить процесс диагностики нельзя и следует обратиться к разработчикам системы диагностики. - ERRORTESTDEFLECTIONSYSTEM - ошибка теста отклоняющего генератора. Контроль состояния отклоняющего генератора осуществляется при помощи платы УСО. Это сообщение сигнализирует о неисправности системы отклонения электронного луча. В этом случае проводить диагностику луча категорически воспрещается (программа диагностики блокирует запуск процесса диагностики электронного луча). Сбои в процессе диагностики могут происходить также из-за возможных неполадок в датчике. Причиной выхода датчика из строя может быть, во-первых, случайное попадание на него электронного луча, продолжавшееся достаточно долго для того, чтобы проплавить датчик и закоротить внутренний и внешний цилиндры между собой. Во-вторых, датчик может быть проплавлен при выходе из строя генератора отклонения, когда отсутствует предварительное отклонение электронного луча на мишень. Кроме того, возможен выход из строя кабеля, посредством которого сигнал с датчика выводится из вакуумной камеры наружу. О состоянии датчика и кабеля можно судить по виду импульса, поступающего на вход платы АЦП, который отображается на экране в процессе диагностики (см. рис.3.3). Если фронт импульса гладкий, без выбросов - то процесс диагностики протекает нормально. Если же импульс искажен или отсутствует вообще, то это может свидетельствовать о неисправности датчика. Это можно проверить, отключив систему диагностики, и измерив сопротивление между корпусом и сигнальным кабелем. В нормальном состоянии оно должно равняться 51 Ом. В противном случае следует вскрыть вакуумную камеру и извлечь датчик для определения неисправности.
3.3. Диагностика и локализация течей в вакуумной сварочной камере (со стороны вакуума) Изготовление и последующая эксплуатация вакуумных камер для электронно-лучевых сварочных установок связаны с необходимостью диагностики их на герметичность и отысканием течей. Необходимо определить место, где происходит натекание воздуха извне в вакуумируемый объем, локализовать его и устранить выявленную течь. При изготовлении вакуумных камер чаще всего течи бывают в сварных швах и уплотнениях. В вакуумной технике для определения места течи используют специальные течеискатели: галоидные или масс-спектрометрические [16, 17]. Течеискатель подсоединяют к испытуемой камере и откачивают ее до возможно достижимого вакуума. Снаружи вакуумную камеру обдувают галоидсодержащим газом (при использовании галоидноготечеискателя) или гелием (в случае масс- спектрометрическоготечеискателя). Газ через течь попадает и вакуумную камеру, что регистрирует течеискатель и, таким образом, определяется место течи. Однако данная методика пригодна лишь в том случае, когда при обдувании камеры снаружи газом, можно точно знать, куда попадает этот газ. Если же обследуемое место камеры снаружи имеет навесные элементы (механизмы, дополнительные конструкции, обшивку и пр.), то обдувание газом снаружи не позволяет установить место течи. Применительно к этому случаю целесообразно искать место течи изнутри вакуумной камеры со стороны вакуума. Для поиска места течи изнутри камеры в ИЭС им. Е. О. Патона НАНУ было изготовлено простое устройство. Его конструкция заключается в следующем (рис.3.11). Устройство содержит воронку /, в горловине которой установлена лампа 2 манометрического преобразователя. Устройство монтируется на механизме, обеспечивающем продольное перемещение устройства над обследуемой поверхностью (на рисунке механизм перемещения не показан). Вместе с механизмом перемещения устройство располагается над обследуемой поверхностью таким образом, чтобы обеспечить возможно меньший зазор Sна всей длине перемещения. При поиске течей при среднем вакууме в камере Поиск течи производится следующим образом. Камера откачивается до предельно достижимого вакуума. Включается лампа и регистрируются показания соответствующего вакуумметра; они должны совпадать с показанием другого вакуумметра, измеряющего общий вакуум в камере. Устройствоперемещается над обследуемой поверхностью. Если в процессе его перемещения вакуумметр фиксирует ухудшение вакуума в воронке, то это указывает на то, что воронка находится над местом течи. При поиске течи зазор Sмежду воронкой и обследуемой поверхностью устанавливали около 10 мм (или меньше). Скорость перемещения устройства вдоль поверхности составляла 10 мм/с. Диаметр воронки D=90 мм. Наличие течи регистрировали по изменению показаний ионизационной части вакуумметра навеличину ∆N(делений) но сравнению с текущим значением Nв соответствии с зависимостью:
1 – воронка; 2 – лампа (манометрический преобразователь); 3 – обследуемая поверхность вакуумной камеры; 4 – течь.
где k— безразмерный коэффициент, равный 0,1 (при этом вся шкала вакуумметра содержит 100 делений). Устройство показало высокую чувствительность при поиске течей: при зазоре S= 10 мм перемещение воронки к месту течи приводит к увеличению показаний вакуумметра на порядок. Данное устройство использовали для поиска течей при изготовлении и доработке крупногабаритных (12... 25м3) вакуумных камер установок для электронно-лучевой сварки. Удалось устранить ряд течей, и в результате был получен рабочий вакуум в камерах на уровне (2...3) • 10-5 мм рт.ст. У данного устройства для поиска течей есть характерная особенность: поиск течи не зависит от ее размера (измеряется в литрах на миллиметр ртутного столбика в секунду); от размера течи и производительности откачки зависит предельно достижимый вакуум в камере. В данном устройстве регистрируется относительное (в делениях шкалы) ухудшение вакуума в объеме воронки при ее расположении над местом течи. Это относительное ухудшение не зависит от конкретного значения вакуума в камере, а определяется лишь геометрией устройства (зазором Sи диаметром воронки D). Таким образом, использование устройства показало, что оно позволяет находить течи изнутри вакуумируемого объема. Используемое устройство для поиска течей имеет высокую чувствительность (на уровне показаний прибора вакуумметра). Устройство может быть использовано вкомпьютеризированныхсистемах мониторинга и диагностики крупногабаритного вакуумного технологического оборудования. Благодаря анизотропности показаний датчика (зависимости от направления ориентации), с его помощью можно определить направление, откуда существует поток газа. Возможны и более широкие области применения устройства, например, диагностика течей в условиях космоса.
3.4 Структура и программное обеспечение автоматизированной системы управления (АСУ) универсальной электроннолучевой сварочной установкой В настоящее время, из-за недостаточной изученности процесса ЭЛС, достоверно еще не установлены параметры, практически пригодные для автоматического управления массопереносом с обратной связью по сварочной ванне. За исключением отдельных лабораторных образцов, еще нет автоматических систем регулирования глубины проплавления или повышения стабильности формыпарогазового канала в сварочной ванне. Поэтому наиболее приемлемым способом стабилизации качества ЭЛС является обеспечение высокой стабильности и точного программного задания основных параметров режима сварки. Для этих целей в отделе разработана автоматизированная система управления (АСУ) универсальной электроннолучевой сварочной установкой. АСУ представляет собой программно-аппаратный комплекс, предназначенный для управления оборудованием электронно-лучевой сварочной установкой (вакуумной системой, высоковольтным источником питания, приводом манипулятора и вращателей, систем для диагностики луча и РАСТР-5М), как в процессе подготовительных операций, так и в процессе выполнения электронно-лучевой сварки. Программное обеспечение АСУ жестко связано с аппаратным комплексом установки: все параметры процессорных блоков настроены лишь на работу с поставляемым ПО. Использование процессорных блоков АСУ для решения задач, не связанных с управлением установкой, недопустимо. Это сделано для того, чтобы не допустить загрузку процессора посторонними задачами. Структурно АСУ представляет собой иерархическую двухуровневую (верхний и нижний уровни управления) распределенную систему (см.рис.3.12). На верхний уровень (реализованный в операционной среде WINDOWSNT) возлагаются функции: 1) выдача задач подсистемам нижнего уровня;2) отображение результатов работы АСУ; 3) изображение поверхности свариваемого изделия, сварного шва и ванны и слежение за свариваемым стыком (система RASTR-5M). Программное обеспечение подсистем нижнего уровня реализовано в операционной среде MSDOS. Функции нижнего уровня: непосредственное управление оборудованием электронно-лучевой сварочной установки и процессом сварки. Основные преимущества принятой структуры ПО состоят втом, что реализованная структура программного обеспечения позволяет использовать: 1) надежность MSDOS при непосредственном управлении установкой в режиме реального времени и 2) графические возможности (графический интерфейс) WINDOWSдля создания дружественного интерфейса оператора-сварщика, с визуализацией процессов электронно-лучевой сварки. Дополнительно повышается помехоустойчивость АСУ за счет размещения подсистем нижнегоуровня непосредственно возле объектов управления. Сетевой обмен между уровнями (коммуникация) реализован на сетевых магистралях FastEthernet. Разработанное ПО позволяет решать все множество задач, которые существуют при эксплуатации электронно-лучевой сварочной установки. Формулировка и решение основных задач производится с помощью набора экранных окон интерфейса оператора-сварщика; практически, под каждую задачу имеется свое окно. АСУ установкой решает следующие задачи. 1. Защита от несанкционированного доступа к управлению установкой: процедура регистрации операторов-сварщиков, идентификационные коды, пароли доступа. 2. Отображение внутрикамерной обстановки: отображение текущего положения электронно-лучевой сварочной пушки и манипулятора, указание размещения концевых выключателей перемещения с индикацией их срабатывания. 3. Образмеривание свариваемого изделия: выбор из библиотеки изделий, указание размеров и положения в сварочной камере, задание разрешенной зоны перемещения манипулятора с пушкой для предотвращения некорректных действий оператора-сварщика. 4. Ручное управление приводом: управление движением манипулятора по координатам Х,У и вращателя по координате W в заданном направлении и с заданной скоростью, установка нуля относительных координат, автоматическое перемещение манипулятора в ноль абсолютных координат (позиция “Ноте”) или в ноль относительных координат. 5. Пульт ручной сварки: «ручное» управление источником питания и перемещением пушки: управление с помощью программных потенциометров токами пучка, фокусировки и бомбардировки и скоростью сварки по заданному направлению; данный режим удобен при сварке образцов. 6. Графическоеобучение (составление) программы сварки: запись траектории стыка (перемещения пучка) и привязка к ней программных значений токов и скорости сварки (запись точек траектории ведется с использованием системы РАСТР-5М). 7. Тестовые проходы (эмуляция сварки): выполнение программы сварки, но без сварочного тока; проверка точности движения луча по стыку и других запрограммированных параметров режима сварки.
1. 2. 3. 4. 5. 6. 7. 8. Автоматическая сварка: выполнение сварки изделия в соответствии с составленной программой, наблюдение за параметрами режима по графикам программы, наблюдение изображения поверхности изделия по системе РАСТР- 5М; вспомогательные процедуры: контроль тока бомбардировки катода до и при сварке (в зависимости от свариваемого материала), получение протокола сварки. 9. Управление вакуумной системой: автоматическая работа в разных режимах (откачка, ждущий режим, напуск воздуха, останов), отображение на мнемосхеме работы системы и состояния элементов, выдача сообщений. 10. Работа с системой РАСТР-5М: вывод на экран дисплея изображения стыка и поверхности свариваемого изделия до и во время сварки, слежение за стыком, обзор поверхности сварного шва после сварки. 11. Формирование базы данных протоколов работы вакуумной системы: регистрация выполняемых команд и состояния элементов системы, привязка к мнемосхеме, распечатка какого-либо протокола из базы данных. 12. Формирование базы данных протоколов работы высоковольтного источника питания: регистрация набора дискретных и аналоговых величин, просмотр и распечатка протоколов. 13. Формирование базы данных с протоколами работы привода манипулятора и вращателей: регистрация задаваемых значений и реальных величин, других системных параметров, типов ошибок или нарушений в работе; распечатка протоколов. 14. Диагностика электронного пучка: определение геометрии пучка (положения фокуса), контроль работоспособности катода, расчет основных параметров пучка (плотность тока, минимальный радиус, распределение плотности тока), формирование базы данных протоколов, просмотр и распечатка. 15. Библиотека технологий: формирование базы данных протоколов сварочного процесса, просмотр различных отчетов (с возможностью сортировки по материалу, дате и т.д.), распечатка.
3.5 Алгоритмы управления и диагностики основных систем универсальной установки для электронно-лучевой сварки
Ниже приводится описание (в общем виде) разработанных алгоритмов управления основными системами установки: вакуумной системой (ВС), источником питания электронно-лучевой сварочной пушки (ИП) и системой перемещения (MC-MotionControl). В разработанных алгоритмах предусмотрена диагностика и протоколирование состояния систем установки. В отличие от описанного в разделе 3.4, в данном разделе описывается другой вариант построения двухуровневой системы управления установкой. В ней также используется на верхнем уровне компьютер и ПОв среде WINDOWS, а на нижнем уровне применяется автоматическая (PLC+CNC) система управления станочнымкомплексомSIEMENS.
3.5.1 Алгоритмы управления и диагностики вакуумной системы Разработанные алгоритмы реализуют процессы создания и поддержания вакуума заданного уровня в вакуумной камере и электронно-лучевой пушке путем автоматизированного управления оборудованием вакуумной системы (ВС). Алгоритмы реализуются на двух уровнях: верхний уровень - интерфейс оператора (в виде программы верхнего уровня, выполняющейся в среде HMI-Advanced на PCU-50 с отображением элементов интерфейса в окне управления ВС на панели оператора и специального сигнального устройства); нижний уровень - управляющие программы PLC на языке STEP 7. На уровне интерфейса оператора осуществляется: выбор режима работы ВС путем нажатия соответствующих кнопок, отображение на мнемосхеме текущего состояния оборудования ВС, индикация интегрального сообщения о наличии ошибок в работе ВС в виде мигающего табло на панели оператора и звукового сигнала с возможностью отключения последнего, отображение в виде таблицы перечня сообщений о текущих ошибках в работе оборудования ВС свозможностью вызова диалогового окна для последующего принятия решения, индикация текущих информационных сообщений, индикация наличия критической ошибки в работе ВС, требующей прекращения выполнения сварки, с помощью специального сигнального устройства, включая подачу звукового сигнала, сбор данных о смене состояний работы оборудования ВС для последующего анализа процесса функционирования ВС в окне диагностики, ручное управление элементами оборудования ВС (открытие/закрытие или включение/отключение). При ручном управлении предусматриваются следующие режимы работы ВС, которые устанавливаются при нажатии соответствующих кнопок в окне на панели оператора (одновременно с нажатием кнопки меняется значение переменной Vacuum_Mode и вызывается соответствующая функция). Режим (функция): VacuumMode (4 бита)Маnual (ручное управление): 0000Pumping (откачка), 0001Venting (напуск воздуха), 0010Watch (ожидание), 0100Stop (остановка). Примечание: Режим Manual устанавливается при нажатии кнопки MANUAL (доступно только привилегированному пользователю). Если нажата кнопка Mb\NUAL, вызов других функций управления ВС (кнопки управления режимами работы ВС) заблокирован. Для перехода в другие режимы необходимо отжать кнопку MANUAL. Переход в данный режим возможен из любого другого режима работы ВС. На уровне PLC осуществляется автоматическое выполнение программ управления для каждого из указанных режимов работы ВС. Принцип работы алгоритмов нижнего уровня состоит в проверке состояния оборудования ВС и посылке команд управления через соответствующие переменные, определенные в области данных PLC. Приведём перечень оборудования ВС и соответствующие ему состояния и команды управления. info - вкл/отключен насос, t_info - перегрев насоса, control - включить/отключить насос, открыть/закрыть клапан, t_oil - перегрев масла в насосе, oil_level - предельный уровень масла в насосе, Cool_DPl_info - остывание насоса DP, WaterDPinfo -наличие протока воды в насосе DP, Overheat_DP_info–перегрев насоса DP, breakers_DP_info–обрыв нагревателя DP, TMP_info - включен/отключен насос ТМР, TMP_error - ошибка в работе ТМР. open_info - открыт/закрыт клапан. close_info -закрыт электромеханический затвор, Vacuumgauge _info - достигнут недостигнут требуемый уровень вакуума.
Примечания. 1.Посылка команд управления (присвоение значения переменной) control = 1 означает "включить оборудование", acontrol = 0 означает "отключить оборудование". 2.Сигналы состояний info при считывании означают: info = 0 - "недостигнуто состояние”, info = 1 - "достигнуто состояние”. 3. Сигналы состояний клапанов означают: open_info = 1 - "клапан открыт”, open_info = 0 - "клапан закрыт". Алгоритм программы верхнего уровня. Входными данными алгоритмов являются: 1. Сигналы состояний оборудования ВС. 2. Сигналы состояния контролируемого оборудования вакуумной камеры: Left_door_close - закрыта/открыта (1/0) левая дверь вакуумной камеры, Right_door_close - закрыта/открыта (1/0) правая дверь вакуумной камеры, Aer_info - наличие/отсутствие (1/0) давления сжатого воздуха, Water_DPl_info - наличие/отсутствие (1/0) протока воды в DPI, Water_DP2_info - наличие/отсутствие (1/0) протока воды в DP2, Gun_water_info - наличие/отсутствие (1/0) протока воды в пушке.
Описание алгоритма: 1. Первоначальный запуск программы при включении системы Siemens или при смене оператора. 1.1 Снять установку всех режимов управления ВС. Проверка уровня доступа пользователя. Если UserType!=Administrator, то блокировка нажатия кнопки MANUAL. 1.2Занесение в Таблицу с перечнями сеансов работы новой записи о текущем сеансе. 1.3 Проверка готовности к работе ВС. 1.3.1 Если (Water_DPl_info==0 или Water_DP2_info==0 или air_info==0 или Gun_water_info==0) то: блокировка нажатия кнопок выбора режима. 2. Рабочий цикл 2.1 Выбор режима работы: 2.1.1 если (нажата кнопка MANUAL) то (Vacuum_Mode = 0000) 2.1.2 если (нажата кнопка PUMPING) то (Vacuum_Mode = 0001) 2.1.3 если (нажата кнопка VENTING) то (Vacuurn_Mode = 0010) 2.1.4 если (нажата кнопка WATCH) то (Vacuurn_Mode = 0100) 2.1.5 если (нажата кнопка STOP) то (Vacuum_Mode = 1000) 2.2 Диагностика состояния ВС 2.2.1 Получить данные о состоянии оборудования ВС и текущих ошибках. Если (Gun_water_info ==0) то (Выдать информационное сообщение "Нет протока воды в пушке"); Если (air_info ==0 ) то (Выдать сигнал "Нет давления воздуха"); 2.2.2 Получить данные о наличии информационных сигналов. 2.2.3 Анализируется полученное слово-состояние ВС Если (произошло изменение слова-состояния по сравнению с предыдущим) то (Сохранить слово-состояние в Таблице протоколов). 2.2.4 Анализируется наличие ошибок в работе ВС Если (получен сигнал ошибки) то (отобразить текущие ошибки в виде таблицы) 2.2.5 Анализируются действия оператора на появление сообщений об ошибках Если (оператор вызвал просмотр сообщения об ошибке) то (записать время реакции оператора на ошибку). 2.3 Отображение в окне управления ВС: 2.3.1 состояние ВС - на мнемосхеме, 2.3.2 перечень текущих ошибок - в виде таблицы, 2.3.3 интегральное табло о наличии ошибки в работе ВС - мигающее табло, 2.3.4 перечень полученных информационных сообщений - в виде списка, 2.3.5 меню управления элементами оборудования в режиме (MENUAL). 2.4 Отображение в окне диагностики ВС: 2.4.1 перечень сохраненных протоколов работы ВС (не более 30 протоколов) - в виде выпадающего списка, 2.4.2 выбранный протокол работы - в виде таблицы, 2.4.3 состояние оборудования для выбранной записи в протоколе - на мнемосхеме ВС, 2.4.4 перечень ошибок с отметками о времени реакции оператора - в виде таблицы.
3.5.2Алгоритмы управления и диагностики источника питания
Данные алгоритмы реализуют процессы управления источником питания (ИП) при подготовке и проведении сварки, а также диагностику подсистем стабилизации ускоряющего напряжения, фокусировки пучка, регулирования тока сварки и блока накала и бомбардировки в различных режимах. Алгоритмы реализуются на трех уровнях. Уровень PCU - интерфейс оператора (в виде программы верхнего уровня, выполняющейся в среде HMI-Advanced на PCU-50), с отображением элементов интерфейса в окне управления ВС и на панели оператора. Уровень CNC - программы CNC в G-кодах с использованием синхродействий. Уровень PLC - управляющие программы PLC на языке STEP 7
На уровне PCU (интерфейс оператора) осуществляется следующее. Из основного окна интерфейса оператора: отображение текущих значений токов сварки(lw), фокусировки(If) и бомбардировки(lb), ускоряющего напряжения (Uacc) и напряжения смещения(Ubias); индикация интегрального сообщения о наличии ошибок в работе ИП в виде мигающего табло на панели оператора и звукового сигнала с возможностью отключения последнего. Из функции Diagnostics: отображение протоколов работы ИП. Из функции Welding: управление токами сварки (Iw) и фокусировки (If) в ручном режиме, управление током сварки и фокусировки в ручном режиме с выносного пульта, управление током сварки и фокусировки в полуавтоматическом и автоматическом режимах, задание параметров модуляции тока сварки (частота и длительность), задание параметров сканирования (признак включения сканирования –Scanon/off, тип сканирования –Scantype, размеры сканирования по осям А и В, признак поворота осей –Scanrotation) и отклонения луча по осям Defl X и DeflY), задание наклона фронта импульса тока сваркиTilt, задание величины тока бомбардировки в зависимости от выбранного материала изделия (lb), отображение графиков изменения токов сварки и фокусировки в режимах ручной, полуавтоматической и автоматической сварки. На уровне CNC осуществляется автоматическое выполнение программ сварки, написанных в стандарте DIN 66025. Программы сварки содержат виртуальные оси CW - ток сварки и CF - ток фокусировки, которые управляются синхронно с геометрическими осями. С помощью включенных в программы синхродействий значения осей токов транслируются на выходные DMP модули и далее в ИП. По каналам обратной связи через входные DMP модули во время проведения сварки осуществляется получение установленных значений токов сварки и фокусировки для последующего проведения диагностики работы ИП.
На уровне PLC осуществляется автоматическое выполнение программ диагностики для каждой из подсистем ИП: подсистемы стабилизации ускоряющего напряжения (СУН), подсистемы фокусировки пучка (ФП), подсистемы регулирования тока пучка (РТП), а также блока накала и бомбардировки (БНБ). Принцип работы алгоритмов уровня PLC состоит в проверке состояния ИП и посылке управляющих воздействий через соответствующие переменные, определенные в области данных PLC.
Алгоритм программы уровня PCU. Входными данными алгоритмов являются: 1. Сигналы состояний ИП. 2. Значения токов сварки (lc_ms) и фокусировки(lfc_ms), транслируемые через аналоговые DMP модули. 3. Значение сигнала пробоя HUshort, транслируемое через цифровой DMP модуль. 4. Сигналы ошибок, поступающие от программ уровня CNC: disruption_is_on - обнаружен пробой, Beam_incorrect - ток пучка не в норме, Focus_incorrect - ток фокусировки не в норме. 5. Информационные сигналы, поступающие от программ уровня PLC: PS_error - "ОшибкаИП" ("Error") 6.Сигналы ошибок, поступающие от программ уровня PLC (установка соответствующей переменной в 1). Выходными данными алгоритмов являются: 1. Сигналы инициализации режима (установка значения соответствующей переменной в 1), поступающие с верхнего уровня при нажатии соответствующей кнопки. 2. Значения токов сварки(lc_ref) и фокусировки(lfc_ref), транслируемые через аналоговые DMP модули в ИП. 3. Значение тока бомбардировки(Cathod_value), параметры модуляции(dur_mod, frec_mod) и сканирования тока сварки(scan_а, scan_b, defl_x, defl_y), транслируемые через цифровые и аналоговые SM модули. 4. Информационные сообщения, выдаваемые программой верхнего уровня: 5. Init_Mode - установлен режим начальной диагностики, Manual_welding_Mode - установлен режим ручной сварки, Welding_Mode - установлен режим автоматической сварки, Beam_diagn_Mode - установлен режим диагностики пучка, сообщение на табло интегральной ошибки "Ошибка ИП" ("PSError"), сообщение "InitdiagnosticsOK"}.
Алгоритмы программы уровня CNC. Входными данными алгоритмов являются: Программы CNC, формируемые на уровне PCU. Команды Load, Select, NCStart и NCReset, выдаваемые с уровня PCU. Значения токов сварки(lc_ms) и фокусировки(lfc_ms), транслируемые через входные аналоговые DMP модули. Значение сигнала пробоя HUshort, транслируемое через входной цифровой DMP модуль. Выходными данными алгоритмов является следующее. 1. Сообщения об ошибках в работе ИП в процессе сварки, выдаваемые на уровень PCU: disruption_is_on - обнаружен пробой, Beam_incorrect - ток пучка не в норме, Focus_incorrect - ток фокусировки не в норме. 2. Значения токов сварки(lc_ref) и фюкусировки(lfc_ref), транслируемые через аналоговые DMP модули в ИП в процессе выполнения программы CNC.
Алгоритмы программы уровня PLC. Входными данными алгоритмов являются следующие сигналы. 1. Сигналы включения источника питания: Main_is_on - питание ЭЛА включено, V160kV_is_on - ускоряющее напряжение включено, Cathod_on- катод включен. 2. Информационные сигналы от уровня PCU: Manual_welding_Mode - установлен режим ручной или полуавтоматической сварки, Welding_Mode - установлен режим автоматической сварки, Beam_diagn_Mode - установлен режим диагностики пучка. 3. Информационные сигналы от уровня CNC: Beam_incorrect - ток пучка резко возрос, Focus_incorrect - ошибка по току фокусировки. 4. Параметры диагностики DBD (блок DB92). 5. Сигналы состояния ИП, которые снимаются с контактов интерфейсных модулей. Выходными данными алгоритмов являются следующие сигналы. Информационные сигналы, передаваемые программам уровня PCU (установка соответствующей переменной в 1): PS_error - "ОшибкаИП" ("Error"), Cathod_enable - разблокировка канала бомбардировки, Accel_enable - разблокировка канала ускоряющего напряжения, 6. Сигналы ошибок DBX (блок DB2). Диагностика состояния ИП. Анализируется полученное слово-состояние ИП: If (произошло изменение слова-состояния по сравнению с предыдущим),то (сохранить слово-состояние в Таблице протоколов). Анализируется наличие ошибок в работе ИП: If (получен сигнал ошибки), то (отобразить текущие ошибки в виде таблицы). Анализируются действия оператора на появление сообщений об ошибках: If (оператор вызвал просмотр сообщения об ошибке) то (записать время реакции оператора на ошибку). Отображение в статусной строке: If (PS_error==l), то (интегральное табло о наличии ошибки в работе ИП - мигающее табло). Отображение в окне Diagnostics: перечня сохраненных протоколов работы ИП (не более 30 протоколов) - в виде выпадающего списка, выбранного протокола работы - в виде таблицы, перечня ошибок с отметками о времени реакции оператора для выбранной записи в протоколе - в виде таблицы. Отображение в окне функции Welding: графиков текущих значений тока сварки и фокусировки.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 256; Нарушение авторского права страницы
 осевую симметрию. Это допущение полностью справедливо для сварочных пушек, использующих шайбовые или стержневые катоды, обладающие круговой симметрией. Если же в электронной пушке используется катод, изготовленный из проволоки или ленты, то осевая симметрия в луче может нарушаться и точность измерений будет снижена.
осевую симметрию. Это допущение полностью справедливо для сварочных пушек, использующих шайбовые или стержневые катоды, обладающие круговой симметрией. Если же в электронной пушке используется катод, изготовленный из проволоки или ленты, то осевая симметрия в луче может нарушаться и точность измерений будет снижена.


 В случае изменения положения датчика на величину ∆Zлуч имеет в этом месте радиус r1(рис.3.26):
В случае изменения положения датчика на величину ∆Zлуч имеет в этом месте радиус r1(рис.3.26):
 Если же изменять фокусировку луча на величину ∆b, а положение датчика не менять (рис.3.2в), то в плоскости датчика луч имеет радиус r, при этом становится немного другим угол сходимости α:
Если же изменять фокусировку луча на величину ∆b, а положение датчика не менять (рис.3.2в), то в плоскости датчика луч имеет радиус r, при этом становится немного другим угол сходимости α:
 Рисунок 3.2 - Схема получения данных для построения профиля луча с распределением плотности тока в продольном осевом сечении R, Z; ML — средняя плоскость магнитной фокусирующей линзы, S- положение датчика;
Рисунок 3.2 - Схема получения данных для построения профиля луча с распределением плотности тока в продольном осевом сечении R, Z; ML — средняя плоскость магнитной фокусирующей линзы, S- положение датчика;
 Для нахождения величины ∆b при изменении тока магнитной линзы на величину ∆Ifпроизводятся два измерения. В одном измерении определяется токфокусирующей линзы If1, соответствующий «острой» фокусировке луча на датчике при его близком положении zS1относительно пушки. В другом измерении таким же образом определяется ток линзы If2 при дальнем положении zS2датчика. Рассчитывается величина
Для нахождения величины ∆b при изменении тока магнитной линзы на величину ∆Ifпроизводятся два измерения. В одном измерении определяется токфокусирующей линзы If1, соответствующий «острой» фокусировке луча на датчике при его близком положении zS1относительно пушки. В другом измерении таким же образом определяется ток линзы If2 при дальнем положении zS2датчика. Рассчитывается величина Отметим, что ∂b/∂If< 0, так как с уменьшением тока линзы расстояние «b» увеличивается. В последующих расчетах текущая координата zопределяется выражением:
Отметим, что ∂b/∂If< 0, так как с уменьшением тока линзы расстояние «b» увеличивается. В последующих расчетах текущая координата zопределяется выражением:
 здесь:
здесь: квадратная матрица размерностиNxN, ее члены пропорциональны площади участков колец, на которые приходятся разные плотности тока,
квадратная матрица размерностиNxN, ее члены пропорциональны площади участков колец, на которые приходятся разные плотности тока,
 Рисунок 3.3 - Слева - изображение фронта импульса, соответствующее одному отдельному отклонению луча на датчик (вертикальная ось - ток датчика, мА; горизонтальная ось - расстояние в направлении поперек оси луча, мм); справа - распределение плотности тока в поперечном сечении луча, рассчитанное для данного фронта импульса (вертикальная ось - плотность тока, отн. ед; горизонтальная ось - радиальная координата, мм).
Рисунок 3.3 - Слева - изображение фронта импульса, соответствующее одному отдельному отклонению луча на датчик (вертикальная ось - ток датчика, мА; горизонтальная ось - расстояние в направлении поперек оси луча, мм); справа - распределение плотности тока в поперечном сечении луча, рассчитанное для данного фронта импульса (вертикальная ось - плотность тока, отн. ед; горизонтальная ось - радиальная координата, мм).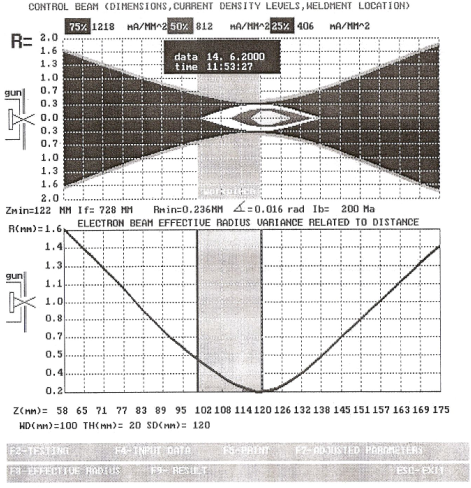

 Расчетную погрешность определения тока магнитной фокусирующей линзы, нужного для фокусировки луча с половинным углом сходимости а на заданном рабочем расстоянии, можно записать в следующем виде:
Расчетную погрешность определения тока магнитной фокусирующей линзы, нужного для фокусировки луча с половинным углом сходимости а на заданном рабочем расстоянии, можно записать в следующем виде:



 и.
и.
 мм рт. ст. нами использовалась лампа (ионизационный манометрический преобразователь) ПМИ-2 и вакуумметр ионизационно-термопарныйВИТ-3. Для поиска течей на плохом вакууме (хуже
мм рт. ст. нами использовалась лампа (ионизационный манометрический преобразователь) ПМИ-2 и вакуумметр ионизационно-термопарныйВИТ-3. Для поиска течей на плохом вакууме (хуже  мм рт. ст.) возможно применение лампы (термопарный преобразователь) ПМТ-2 с тем же вакуумметром ВИТ-3.
мм рт. ст.) возможно применение лампы (термопарный преобразователь) ПМТ-2 с тем же вакуумметром ВИТ-3. Рисунок 3.11 — Схема устройства для диагностики течей изнутри вакуумной камеры:
Рисунок 3.11 — Схема устройства для диагностики течей изнутри вакуумной камеры:
 Рисунок 3.12 — Блок-схема иерархической структуры АСУ универсальной электроннолучевой сварочной установкой.
Рисунок 3.12 — Блок-схема иерархической структуры АСУ универсальной электроннолучевой сварочной установкой.