|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электроннолучевая сварка с импульсной модуляцией величины тока электронного луча
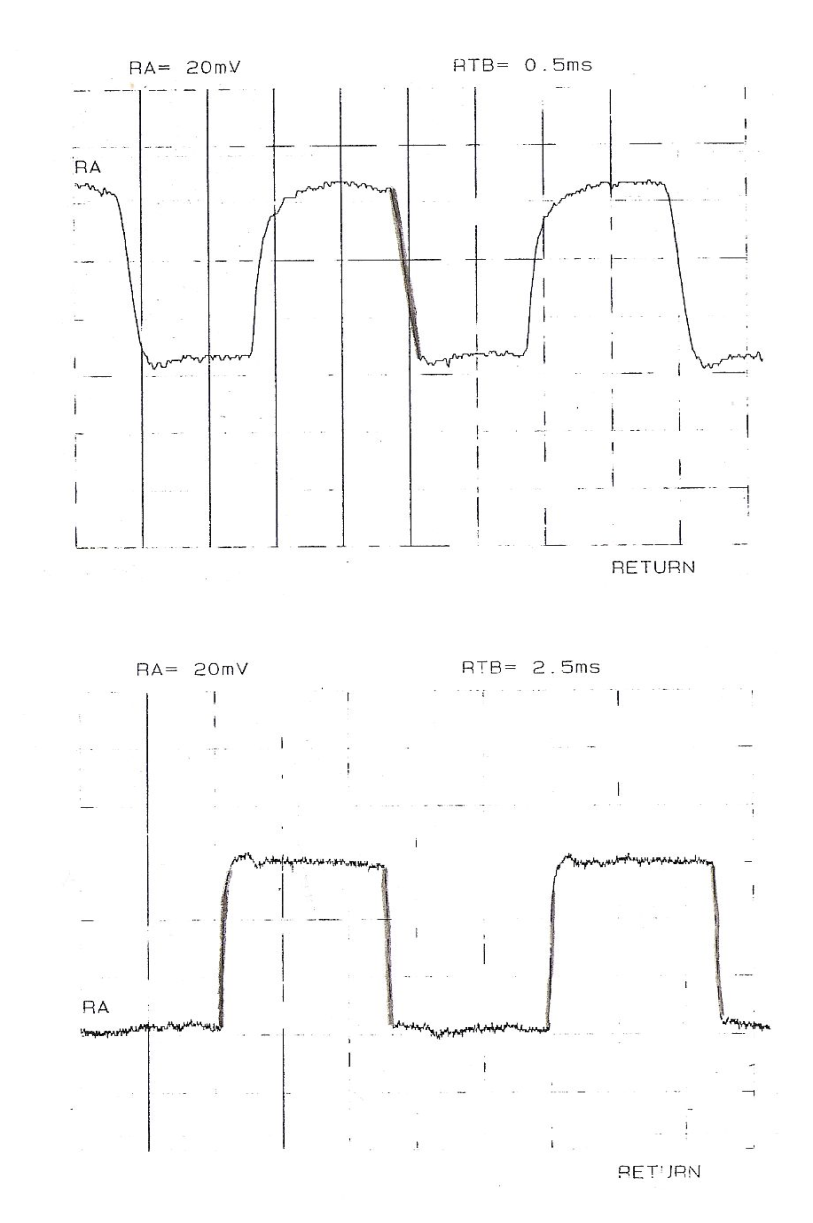
Импульсная модуляция величины тока электронного луча производилась при помощи схемы, в которой используется передача управляющего сигнала по оптоволоконной линии. При помощи оптоволоконной линии импульсы модуляции передавались с низко потенциальной стороны к высоковольтным блокам управления, которые находятся под потенциалом -60 кВ относительно «земляного» потенциала. Выходной каскад модулятора собран на мощной электронной лампе (ГМИ-27Б), которая включена проходным элементом между управляющим электродом электронно-лучевой сварочной пушки и ее катодом. Для измерения параметров модуляции тока луча, он направлялся на изолированную водоохлаждаемую мишень (цилиндр Фарадея). Ток в цепи мишени осциллографировалсяцифровым осциллографом PhilipsРМ3350 и выводился на плоттер (рис. 1.1). Как видно из рис. 1.1, полученные импульсы тока имеют фронты нарастания и спада на уровне 0,2 мс, что позволяет проводить импульсную модуляцию тока луча на уровне 100% с частотой до 0,6...1 кГц. Опытные проплавления с импульсной модуляцией проводились на стали 15Х2НМФА. В соответствии с проведенными ранее оценками, выбран частотный диапазон 80...1000 Гц. Были взяты следующие значения частоты, на которых проводились проплавления: 80; 130; 220; 360; 600; 1000 Гц
a - частота модуляции 600 Гц, б - частота 80 Гц Рисунок 1.1 - Ток в цепи цилиндра Фарадея при импульсной модуляции тока электронного луча. (эти значения соответствуют геометрической прогрессии со знаменателем 1,66, т.е. каждое последующее значение больше предыдущего в 1,66 раза). Модуляция тока проводилась прямоугольными импульсами (на уровне 100%), причем длительность импульса равнялась длительности паузы (меандр). Величина тока луча: в импульсе 600 мА, средний ток 300 мА; скорость сварки VCB= 5 мм/с (18 м/час); ускоряющее напряжение 60 кВ. При выполнении всех проплавлений программировалось непрерывное изменение тока магнитной фокусирующей линзы в зависимости от длины шва. В начале шва луч был недофокусирован, а в конце - перефокусирован. Таким образом, острая фокусировка луча, при которой достигается наибольшая глубина проплавления, соответствовала, примерно, середине длины шва. Потом из проплавлений изготавливались поперечные макрошлифы; по ним определялась наибольшая глубина проплавления, - и так для каждого значения частоты модуляции луча. Полученные результаты (наибольшая глубина проплавления в зависимости от частоты модуляции) представлены на рис. 1.2. Чтобы оценить, значимо ли наблюдаемое различие по глубине, была проведена проверка гипотезы о равенстве средних по критерию Стьюдента [4]. Взяты значения: 1) h1cp= 46,8 ± 0,8 мм при f= 220 Гц и 2) h2cp= 43,1 ± 1,3 мм при f= 1000 Гц. Гипотеза о равенстве средних не подтвердилась; следовательно, различия в глубине проплавления значимы по величине. Таким образом, можно с уверенностью утверждать, что глубина проплавления зависит от частоты модуляции тока луча.
h- экспериментальные точки, h(f) - аппроксимирующая линия; режим сварки Iп.ср.. = 300 мА, IП.ИМП = 600 мА, UycK= 60 кВ, VCB= 5 мм/с, сталь 15Х2НМФА. Рисунок 1.2- Зависимость глубины проплавления от частоты импульсноймодуляции тока электронного луча
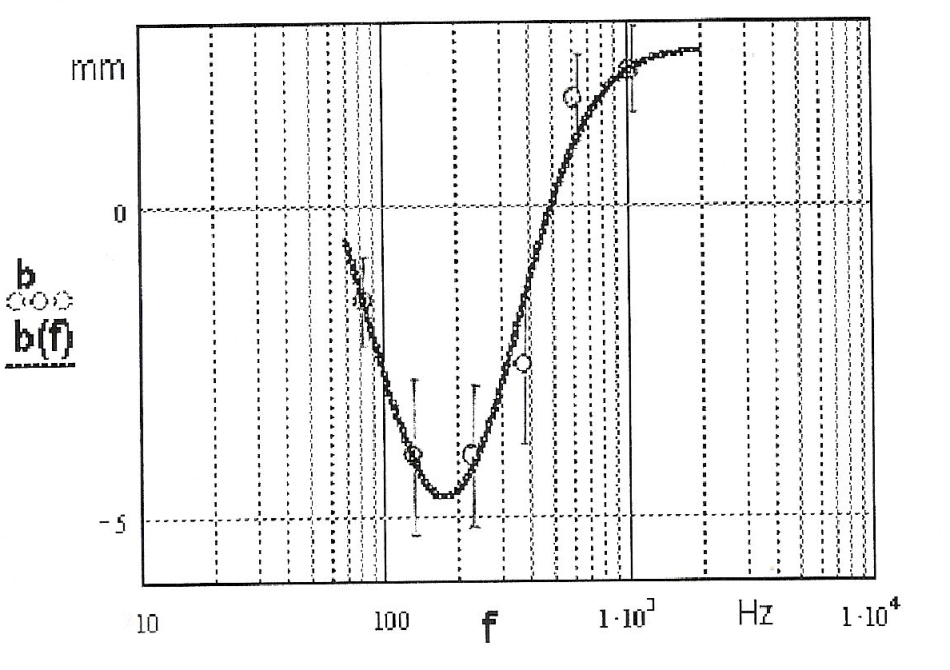
b - экспериментальные точки, b(f) - аппроксимирующая линия; параметры режима те же, что и на рис. Л .2. Рисунок 1.3 - Зависимость величины усиления шва (высоты валика) от частоты импульсной модуляции тока луча (отрицательные значения соответствуют подрезу).
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 204; Нарушение авторского права страницы