РАЗДЕЛ 3.РАЗМЕРНАЯ ОБРАБОТКА ДЕТАЛЕЙ
ЗАДАНИЕ 1
Соотнесите изображение с видом обработки и инструментом
|
| №
|
| №
|
| №
|
|
| 1
| 1
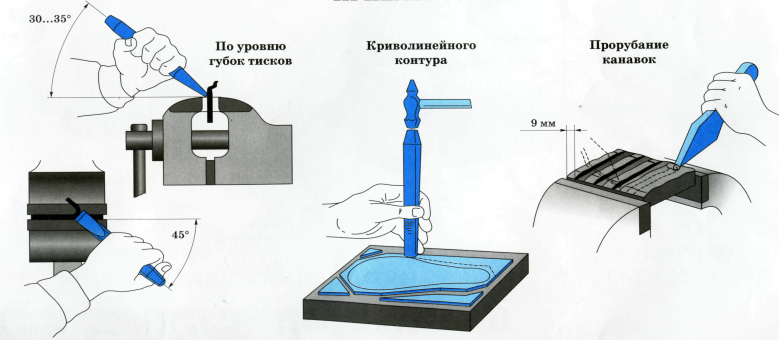
| Рубка
| 1
| 
| 1
| Рихтовальная бабка
|
| 2
| 2
| Разметка
| 2
| 
| 2
| Крейцмейсель
|
| 3
| 3
| Правка
| 3
| 
| 3
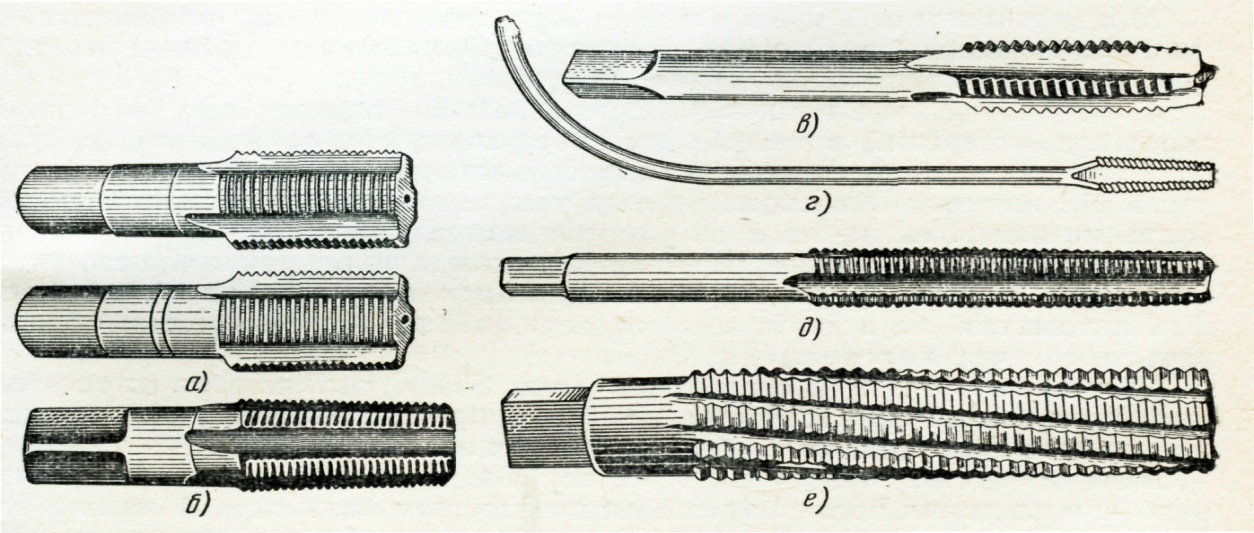
| Метчик
|
| 4
| 4
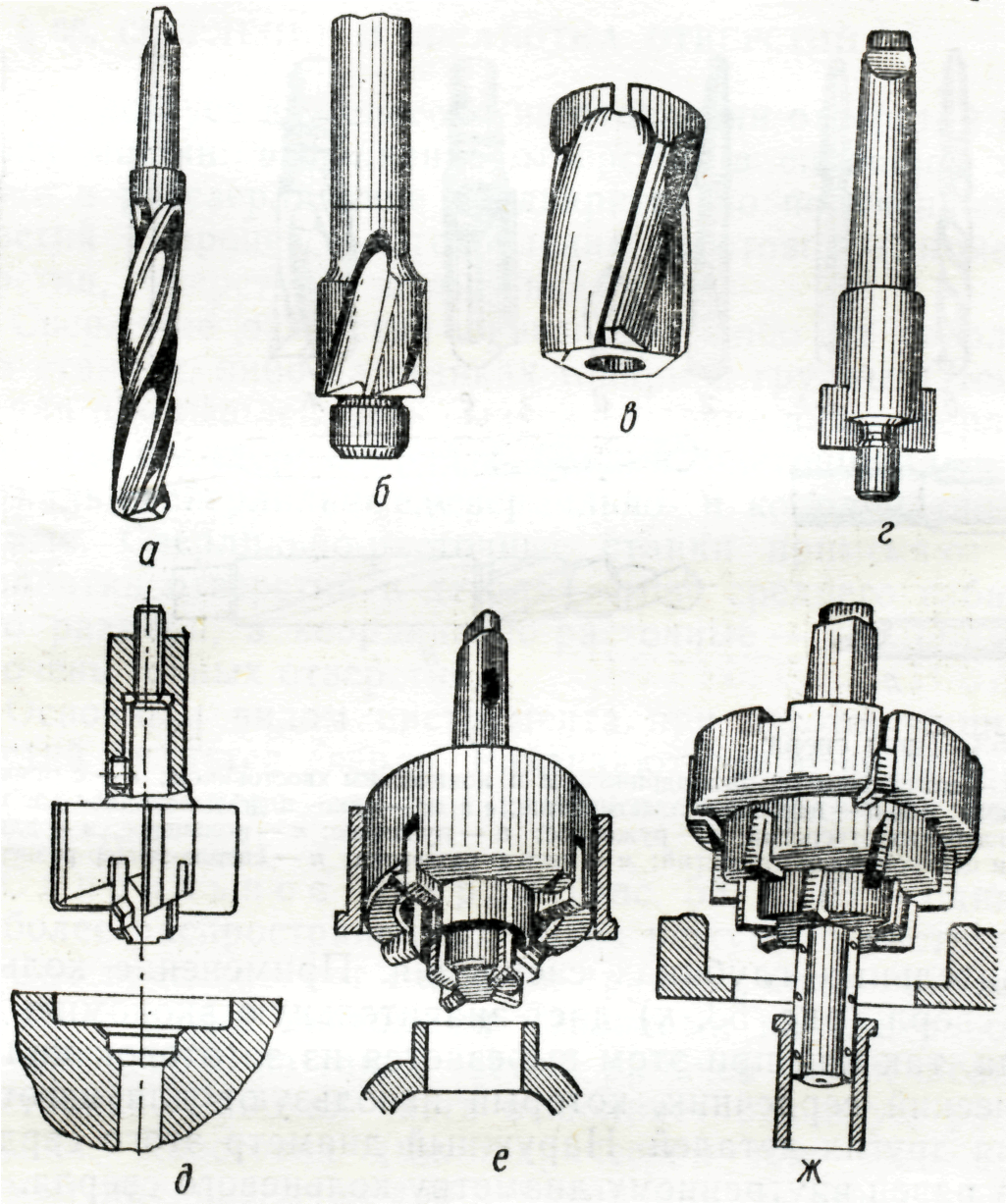
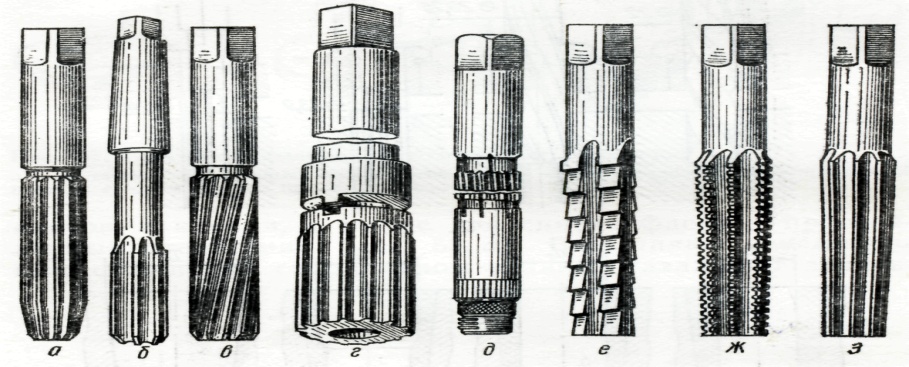
| Развертывание
| 4
| 
| 4
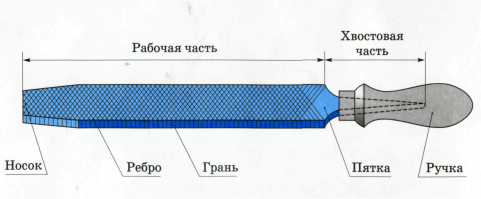
| Напильник
|
| 5
| 5
| Опиливание
| 5
| 
| 5
| Развертка
|
| 6
| 6
| Зенкерование
| 6
| 
| 6
| Труборез
Ножовка
|
| 7
| 7
| Резка
| 7
| 
| 7
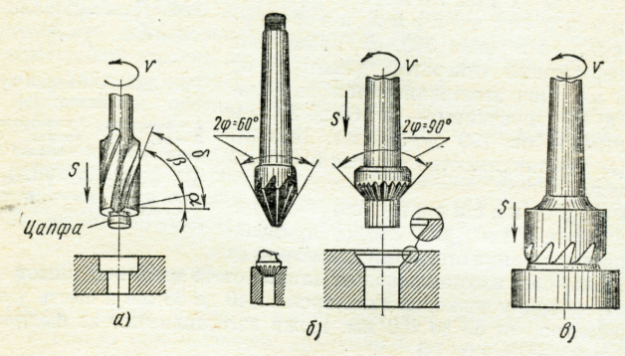
| Зенковка
|
| 8
| 8
| Сверление
| 8
| 
| 8
| Чертилка
|
| 9
| 9
| Шабрение
| 9
| 
| 9
| Сверло
|
| 10
| 10
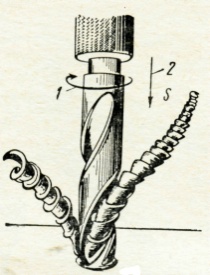
| Нарезание резьбы
| 10
| 
| 10
| Шабер
|
| 11
| 11
| Зенкование
| 11
| 
| 11
| Зенкер
|
ЗАДАНИЕ 2
Сопоставьте изображение с названием и назначением слесарного инструмента
| №п3/п
| Изображение
| №п/п
| Наименование инструмента
|
| Назначение
|
| 1
| 
| 1
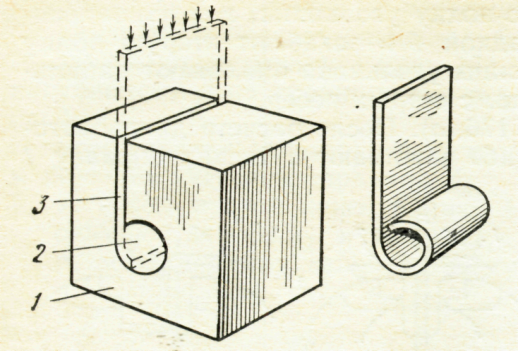
| Кубик
| 1.
| Нарезание резьбы
|
| 2
| 
| 2
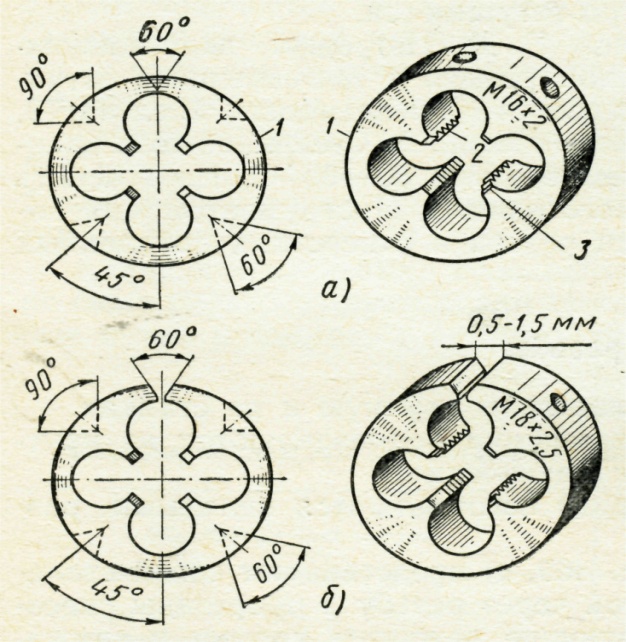
| Плашка
| 2.
| Резка
|
| 3
| 
| 3
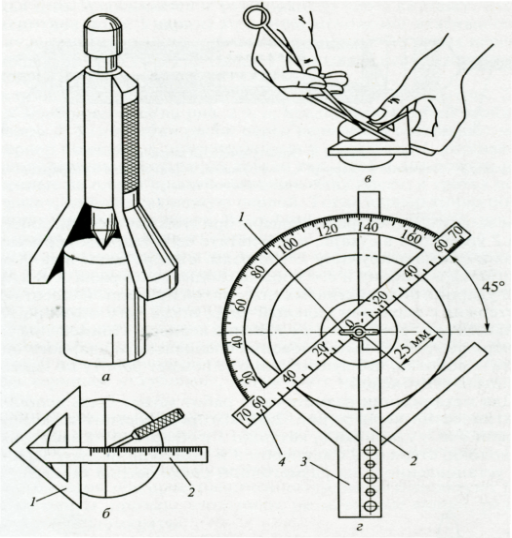
| Кернер
| 3.
| Гибка
|
| 4
|

| 4
| Напильник
| 4.
| Рубка
|
| 5
| 
| 5
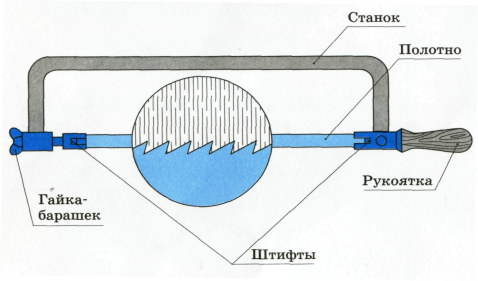
| Ножовка по металлу
| 5.
| Разметка
|
| 6
| 
| 6
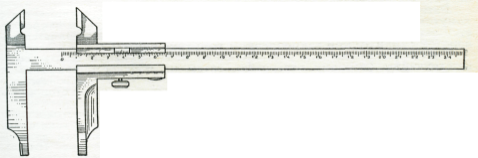
| Штангенциркуль
| 6.
| Опиливание
|
| 7
| 
| 7
| Зубило
| 7.
| Измерение и разметка
|
РАЗДЕЛ 4 СРЕДСТВА МЕТРОЛОГИИ, СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ
ЗАДАНИЕ 1
Назовите основные части штангенциркуля
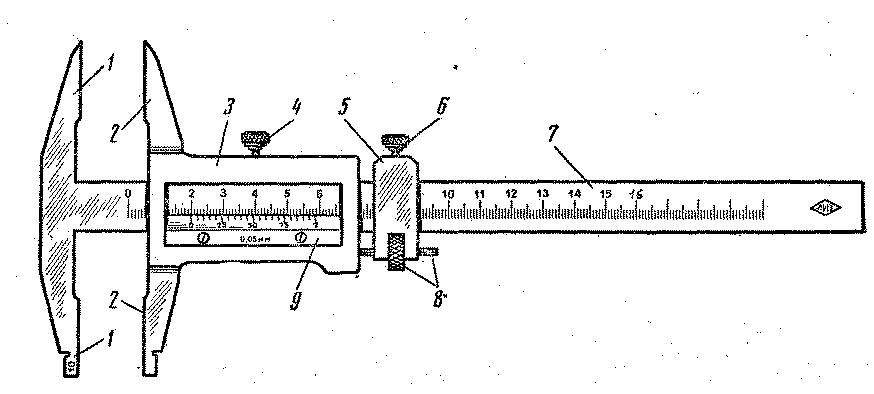
Заполните таблицу
| Наименование детали
| Номер
|
| Нониус
|
|
| Неподвижная измерительная губка
|
|
| Рамка микрометрической подачи
|
|
| Зажим рамки микрометрической подачи
|
|
| Штанга
|
|
| Подвижные измерительные губки
|
|
| Гайка и винт микрометрической подачи рамки
|
|
| Рамка
|
|
| Зажим рамки
|
|
ЗАДАНИЕ 2
Назовите основные части микрометра
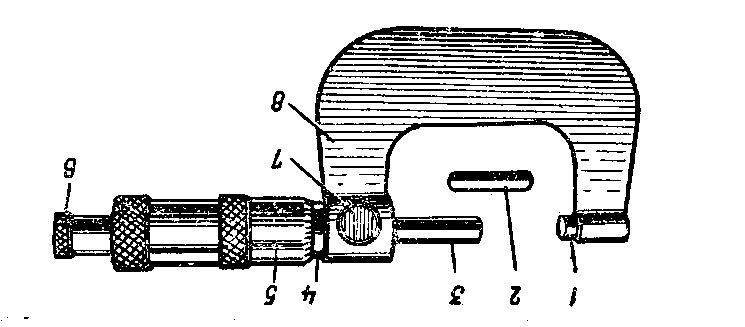
Заполните таблицу
| Наименование детали
| Номер
|
| Стопор
|
|
| Скоба
|
|
| Стебель
|
|
| Барабан
|
|
| Трещотка
|
|
| Микрометрический винт
|
|
| Установочная мера
|
|
| Пятка
|
|
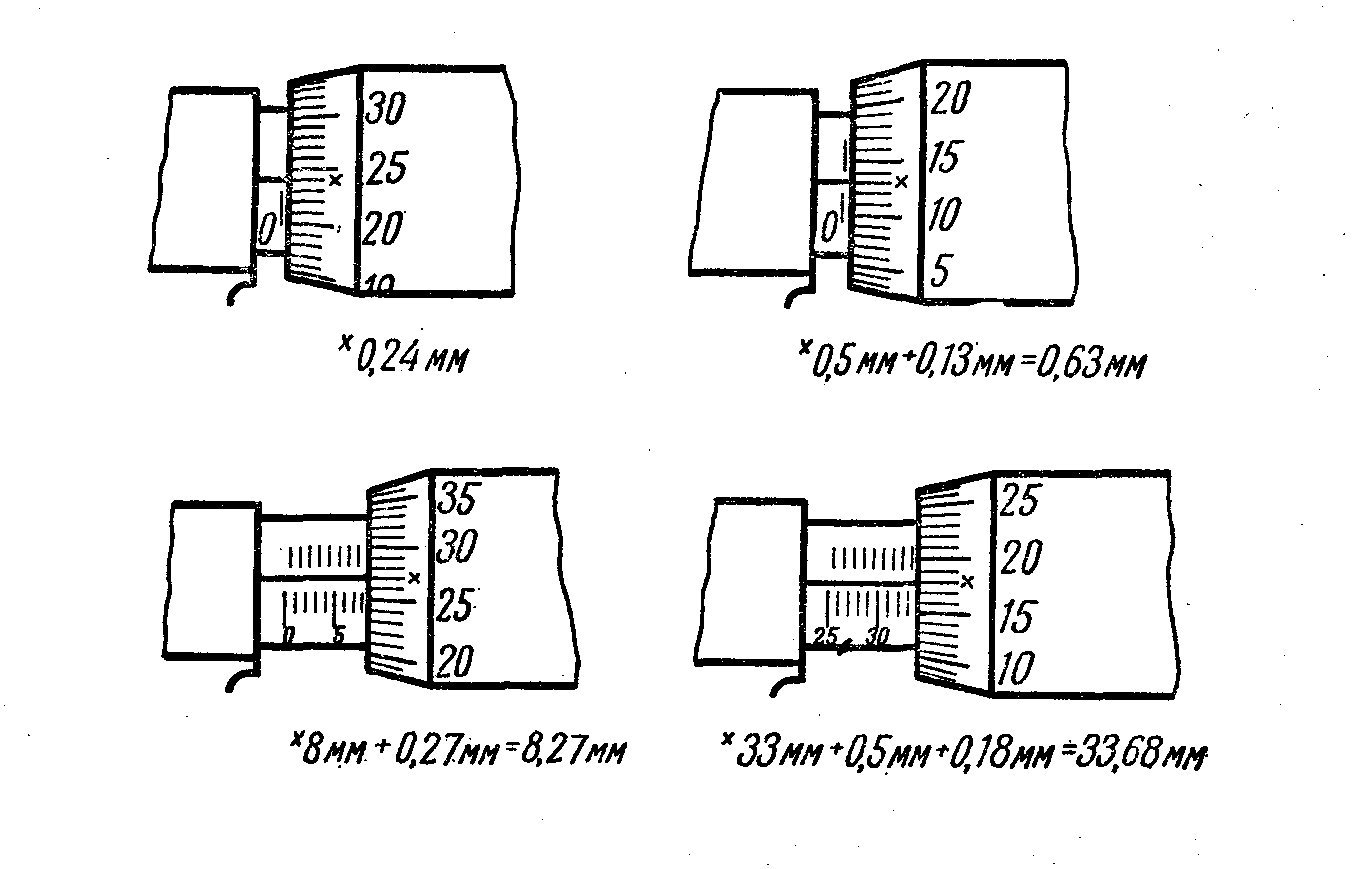
ЗАДАНИЕ3
Прочитайте показания микрометра.
ЗАДАНИЕ 4
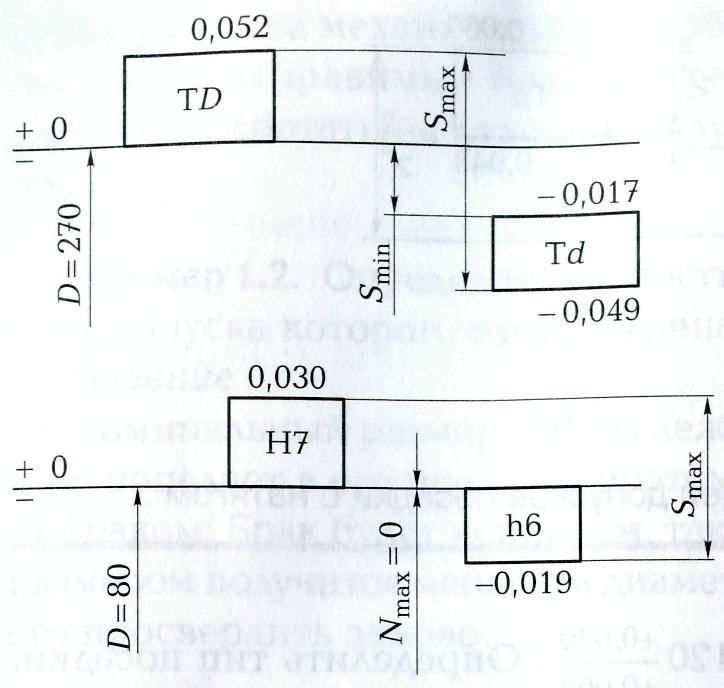
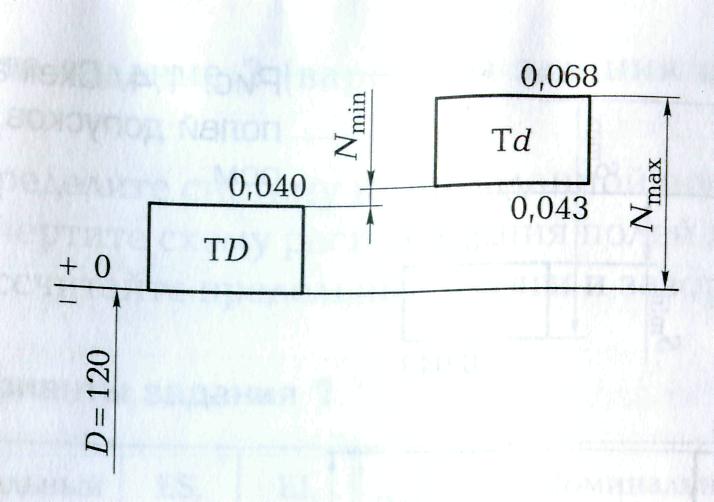
Рассмотрите схемы полей допусков. Определите допуск вала, отверстия, тип посадки.
| Схема полей допусков
|
| Допуск отверстия
|
| Допуск вала
|
| Тип посадки
|

| 1
| 0,052
| 1
| 0,040
| 1
| С зазором
|
| 2
| 0,046
| 2
| 0,019
| 2
|
|
| 3
| 0,030
| 3
| 0,032
| 3
| Переходная
|
Третий уровень заданий – применение неизвестной процедуры (произвести преобразование, сводящее неизвестное к известному, типовому, либо применить известный способ деятельности в новой ситуации).
3 УРОВЕНЬ
Междисциплинарный курс
Слесарное дело и технические измерения
Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения
Таблица 1
| Дефект
| Причина
| Способ предупреждения
|
| Раздвоенная риска
| Линейка слабо прижималась к детали. Риска проводилась дважды по одному и тому же месту. Разметка проводилась тупой чертилкой
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Керновое углубление не на риске
| При установке кернера его острие не попало на риску. Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Раздвоенная или смещенная риска размеченной дуги или окружности
| Опорная (неподвижная) ножка циркуля тупая. Малая глубина кернового углубления в центре окружности или дуги. Сильное нажатие на подвижную ножку циркуля в процессе разметки
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Риски не сопряжены друг с другом
| Неточно установлена линейка по рискам. Смещение линейки во время нанесения риски. Неточно установлен размер циркуля; опорная ножка циркуля выскочила из кернового углубления при проведении риски
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Непараллельные или не перпендикулярные друг другу риски
| Керновые углубления на исходных рисках смещены. Неточно установлена линейка по рискам и дугам. Слабо закреплен зажимной винт циркуля
| __________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Углы между рисками не соответствуют заданным
| Керновые углубления на исходных рисках смещены. Нарушена последовательность построения угла. Неточно установлена линейка по рискам и керновым углублениям
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
|
Размеченный контур не соответствует шаблону
|
Шаблон во время разметки был неплотно прижат к поверхности заготовки, в результате чего сместился при нанесении разметочных рисок
|
_________________________________________________________________________________________________________
______________________________________________________________________
|
| При разметке при помощи рейсмаса риска не прямолинейна
| Неустойчиво установлена размечаемая деталь. Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейсмаса попала грязь
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Не совпадают центры отверстий и цилиндрических частей деталей
| Некачественно определены центры отверстий и цилиндрических частей детали
| ____________________________________________________________________________________________________________________________________________
|
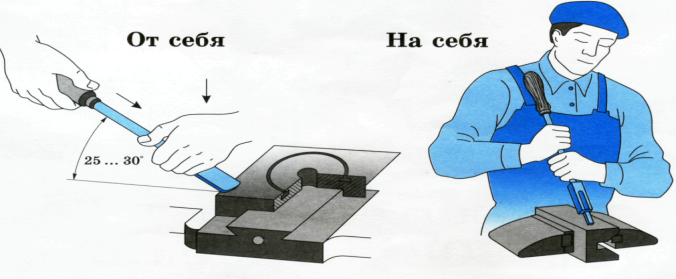
Типичные дефекты при рубке, причины их появления и способы предупреждения
Таблица 2
| Дефект
| Причина
| Способ предупреждения
|
| Обрубленная кромка детали криволинейна
| Деталь слабо зажата в тисках
| _______________________________________________________________________________________________________________________________________________________________________________
|
| Стороны вырубленной детали непараллельные
| Перекос разметочных рисок. Перекос заготовки в тисках
| _______________________________________________________________________________________________________________________________________________________________________________
|
| «Рваная» кромка детали
| Рубка выполнялась слишком сильными ударами или тупым зубилом
| _______________________________________________________________________________________________________________________________________________________________________________
|
| «Рваные» кромки канавки
| Неправильная заточка крейцмейселя
| _______________________________________________________________________________________________________________________________________________________________________________
|
| Глубина канавки неодинакова по ее длине
| В процессе рубки не производилось регулирование наклона крейцмейселя
| _______________________________________________________________________________________________________________________________________________________________________________
|
| Сколы на конце канавки
| Не обрублена фаска на детали
| __________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Грубые завалы и зарубы на обработанной поверхности
| Рубка осуществлялась тупым зубилом. Неправильная установка зубила в процессе рубки. Неравномерность силы ударов молотком по зубилу в процессе рубки
| __________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Сколы на кромке детали
| Не обрублены фаски на детали
| _______________________________________________________________________________________________________________________________________________________________________________
|
| Непрямолинейная кромка отрубленной детали
| Нарушение правил разметки детали. Рубка велась не по разметочной риске
| ________________________________________________________________________________________________________
|
| Кромка отрубленной детали имеет глубокие зарубы и сколы
| Неправильная заточка зубила. Неточная установка зубила на разметочную риску. Рубка выполнялась слишком слабыми ударами с «пристукиванием» или тупым зубилом
| ________________________________________________________________________________________________________
________________________________________________________________________________________________________
|
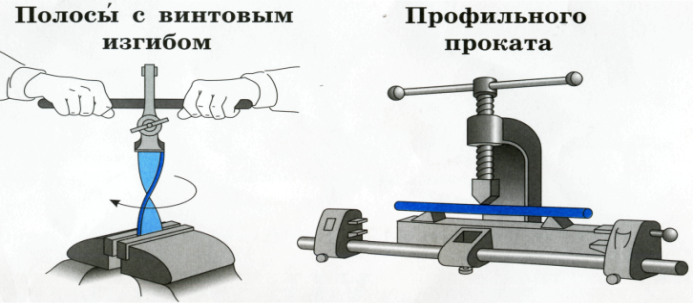
Типичные дефекты при правке, причины их появления и способы предупреждения
Таблица 3
| Дефект
| Причина
| Способ предупреждения
|
| После правки обработанной детали в ней имеются вмятины
| Правка производилась ударами молотка или кувалды непосредственно по детали
| _________________________________________________________________________________________________________
|
| После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован
| Применялись недостаточно эффективные способы правки
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| После рихтовки полоса непрямолинейна по ребру
| Процесс правки не окончен
| _______________________________________________________________________________________________________________________________________________________________________________
|
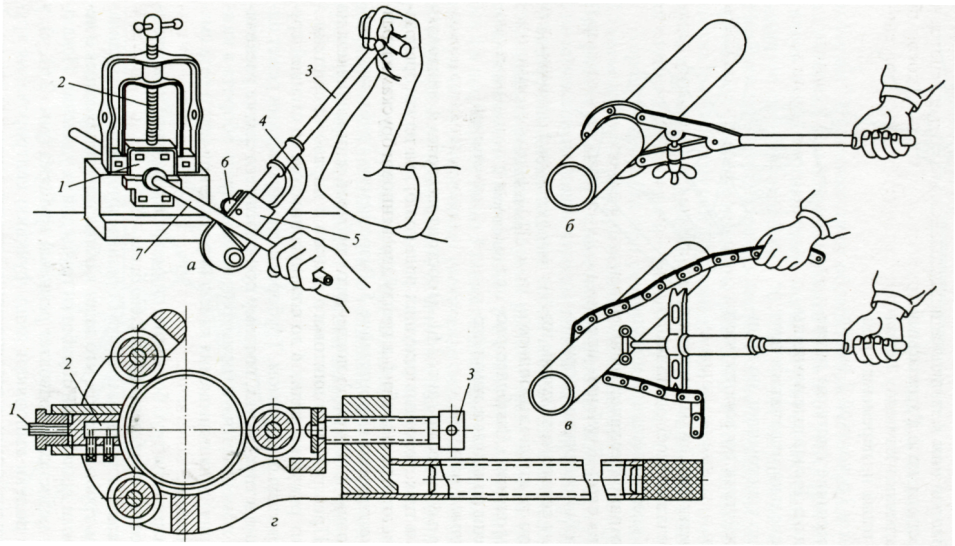
Типичные дефекты при гибке, причины их появления и способы предупреждения
Таблица 4
| Дефект
| Причины
| Способ предупреждения
|
| При изгибании уголка из полосы он получился перекошенным
| Неправильное закрепление заготовки в тисках
| _____________________________________________________________________________________________
______________________________________________________________
|
| Размеры изогнутой детали не соответствуют заданным
| Неточный расчет развертки, неправильно выбрана оправка
| __________________________________________________________________________________________________________________________________________________________________________________________
|
| Вмятины (трещины) при изгибании трубы с наполнителем
| Труба недостаточно плотно набита наполнителем
| __________________________________________________________________________________________________________________________________________________________________________________________
|
Типичные дефекты при резании металла, причины их появления и способы
Таблица 5
| Дефект
| Причина
| Способ предупреждения
|
| Перекос реза
| Слабо натянуто полотно. Резание проводилось поперек полосы или полки угольника
| ___________________________________________________________________________________________________________________________________________________________
|
| Выкрошивание зубьев полотна
| Неправильный подбор полотна. Дефект полотна - полотно перекалено
| __________________________________________________________________________________________________________________________________________________________________________________________
|
| Поломка полотна
| Сильное нажатие на ножовку. Слабое натяжение полотна. Полотно перетянуто. Неравномерное движение ножовкой при резании
| __________________________________________________________________________________________________________________________________________________________________________________________
|
| При резании листового материала ножницы мнут его
| Тупые ножницы. Ослаблен шарнир ножниц
| __________________________________________________________________________________________________________________________________________________________________________________________
|
|
«Надрывы» при резании листового металла
|
Несоблюдение правил резания
|
____________________________________________________________________________________________________________________________
|
| Отступление от линии разметки при резании электровибрапленными ножницами
| Несоблюдение правил резания
| ___________________________________________________________________________________________________________________________________________________________
|
| Ранение рук
| Работа производилась без рукавиц
| ___________________________________________________________________________________________________________________________________________________________
|
| Грубые задиры в местах закрепления трубы
| Нарушение правил закрепления труб
| ___________________________________________________________________________________________________________________________________________________________
|
Типичные дефекты при опиливании металла, причины их появления н способы предупреждения
Таблица 6
| Дефект
| Причина
| Способ предупреждения
|
| «Завалы»в задней частиплоскостидетали
| Тиски установлены слишком высоко
| ____________________________________________________________________________________________________________________________________________________
|
| «Завалы» в передней части плоскости детали
| Тиски установлены слишком низко
| ____________________________________________________________________________________________________________________________________________________
|
| «Завалы» опиленной широкой плоскости детали
| Опиливание выполнялось только в одном направлении
| _________________________________________________________________________________________________________________________________________________________________________________________
|
| Не удается опилить сопряженные плоские поверхности под угольник
| Не соблюдались правила опиливания сопряженных плоских поверхностей
|
_________________________________________________________________________________________________________________________________________________________________________________________
|
| Угольник неплотно прилегает к плоским поверхностям, сопряженным под внутренним углом
| Некачественно отделан угол в сопряжении
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Не удается опилить плоские поверхности параллельно друг другу
| Не соблюдаются правила опиливания плоских поверхностей
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Грубая окончательная отделка опиленной поверхности
| Отделка производилась «драчевым» напильником. Применялись неправильные приемы отделки поверхности
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленный круглый стержень не цилиндричен (овальность, конусность, огранка)
| Нерациональная последовательность опиливания и контроля
| ___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленная криволинейная поверхность плоской детали не соответствует профилю контрольного шаблона
| Не соблюдаются правила опиливания криволинейных поверхностей плоских деталей
| ___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленный сопряженный контур детали не соответствует профилю контрольного шаблона
| Неправильная последовательность обработки
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения
Таблица 7
| Дефект
| Причина
| Способ предупреждения
|
| Перекос отверстия
| Стол станка не перпендикулярен шпинделю. Попадание стружки под нижнюю поверхность заготовки. Неправильные (непараллельные) подкладки. Неправильная установка заготовки на столе станка. Неисправные и неточные приспособления
| ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Смещение отверстия
| Биение сверла в шпинделе. Увод сверла в сторону. Неправильная установка или слабое крепление заготовки на столе (при сверлении заготовка сместилась). Неверная разметка при сверлении по разметке
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Завышенный диаметр отверстия
| Люфт шпинделя станка. Неправильные углы заточки сверла или разная длина режущих кромок. Смещение поперечной режущей кромки
| ____________________________________________________________________________________________________________________________________________________________________________________
|
| Грубо обработана поверхность стенок отверстия
| Завышена подача сверла. Тупое и неправильно заточенное сверло. Некачественная установка заготовки или сверла. Недостаточное охлаждение или неправильный состав охлаждающей жидкости
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Увеличение глубины отверстия
| Неправильная установка упора на глубину
| ____________________________________________________________________________________________________________
|
| Грубая обработка, задиры на обработанной поверхности отверстия
| Под зубья инструмента попадает стружка
| ____________________________________________________________________________________________________________________________________________________________________________________
|
| Перекос отверстия, зенкерованного в необработанной корпусной детали
| Неправильная установка заготовки на столе станка
| ________________________________________________________________________________________________________________________________________________
|
| Диаметр зенкованной части отверстия больше диаметра зенковки
| Диаметр штифта зенковки меньше диаметра отверстия
| ________________________________________________________________________________________________________________________________________________
|
| Глубина зенкованной части отверстия меньше или больше заданной
| Работа не окончена. Невнимательность при измерениях, невнимательность при работе
| ________________________________________________________________________________________________________________________________________________
____________________________________________________________________________________________________________
|
| Грубая обработка, задиры на обработанной поверхности
| Обработка производилась без смазывающе-охлаждающей жидкости. Применялись неправильные приемы развертывания
| ____________________________________________________________________________________________________________________________________________________________________________________
|
| Диаметр развернутого отверстия меньше заданного, проходная пробка калибра не входит в отверстие
| Работа выполнялась сильно изношенной разверткой
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
Типичные дефекты при нарезании резьб, причины их появления и способы предупреждения
Таблица 8
| Дефект
| Причина
| Способ предупреждения
|
| Рваная резьба
| Диаметр стержня больше номинального, а диаметр отверстия -меньше. Нарезание резьбы без смазки. Стружка не дробится обратным ходом инструмента. Затупился режущий инструмент
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Неполный профиль резьбы(тупая резьба)
| Диаметр стержня меньше требуемого. Диаметр отверстия больше требуемого
| ______________________________________________________________________________________________________
|
| Перекос резьбы
| Перекос плашки или метчика при врезании
| ________________________________________________________________________________________________________________________________________
|
| Задиры на поверхности резьбы
| Малая величина переднего угла метчика. Недостаточная длина заборного конуса. Сильное затупление и неправильная заточка метчика. Низкое качество СОЖ. Высокая вязкость материала заготовки. Применение чрезмерно высоких скоростей резания
| __________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Провал по калибр-пробкам. Люфт в паре винт-гайка
| Разбивание резьбы метчиком при неправильной его установке. Большое биение метчика. Снятие метчиком стружки при вывертывании. Применение повышенных скоростей резания. Использование случайных СОЖ. Неправильное регулирование плавающего патрона или его непригодность
| __________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Тугая резьба
| Сработался (затупился) инструмент. Неточные размеры инструмента. Большая шероховатость резьбы инструмента
| ________________________________________________________________________________________________________________________________________
|
| Конусность резьбы
| Неправильное вращение метчика (разбивание верхней части отверстия). Отсутствие у метчика обратного конуса. Зубья калибрующей части срезают металл
| __________________________________________________________________________________________________________________________________________________________________________
|
| Несоблюдение размеров резьбы (непроходной калибр проходит, а проходной калибр не проходит)
| Неправильные размеры метчика. Перекос метчика при установке и нарушение условий его работы. Срезание резьбы при обратном ходе метчика
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Поломка метчика
| Диаметр отверстия меньше расчетного. Большое усилие при нарезании резьбы, особенно в отверстиях малых диаметров. Нарезание резьбы без смазки. Не срезается стружка обратным ходом
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
Типичные дефекты при распиливании и припасовке деталей, причины их появления и способы предупреждения
Таблица 9
| Дефект
| Причина
| Способ предупреждения
|
| Перекос проема или отверстия по отношению к базовой поверхности детали
| Перекос при высверливании или рассверливании. Недостаточный контроль при распиливании
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Несоблюдение формы проема (отверстия)
| Распиливание выполнялось без проверки формы проема (отверстия) по шаблону (вкладышу). «Зарезы» за разметку при вырезании контура
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Несовпадение симметричных контуров припасовываемой пары (вкладыша и проймы) при их перекантовке на 180°
| Одна из деталей пары (контршаблон) изготовлена не симметрично
| _______________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________
|
| Одна из деталей пары (пройма) неплотно прилегает к другой (вкладыш) в углах
| Завалы в углах проймы
| __________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Зазор между припасовываемыми деталями больше допустимого
| Нарушение последовательности припасовки
| ____________________________________________________________________________________________________________________________________________
|
Типичные дефекты при шабрении, причины появления и способы предупреждения
Таблица 10
| Дефект
| Причина
| Способ предупреждения
|
| Щабер потерял твердость при заточке
| Сильное прижатие шабера к заточному кругу при заточке
|
|
|
|
|
|
|
|
|
|
| Заточка шабера без закругления
| Не соблюдались правила заточки шаберов
|
|
|
|
|
|
|
|
|
|
| При проверке по плите обрабатываемой поверхности она полностью покрыта краской
| На плиту нанесен слишком большой слой краски
|
|
|
|
|
|
|
|
|
|
| Обрабатываемая поверхность детали долго не ложится на плиту
| Принят неправильный темп шабрения
|
|
|
|
|
|
|
|
|
|
| На шабруемой поверхности глубокие царапины и задиры
| Шабрение не заправленным шабером. На поверхность проверочной плиты попала стружка
|
|
|
|
|
|
|
|
| Пятна на пришабренной поверхности расположены Равномерно, но слишком крупные
| Шабрение не окончено. Слишком большой слой краски на плите
|
|
|
|
|
|
|
|