|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные правша паяния твердыми припоями
1. Перед процессом _______________ необходимо проверить работоспособность и исправность источника нагрева места спая. 2. Следует проверить качество очистки места _____________, плотность пригонки ________________ поверхностей, а также прочность прикрепления к месту пластин припоя. 3. Необходимо протравливать место _____________ раствором соляной кислоты. 4. Следует соблюдать рациональную технологию ______________: А) Припой или место _______________ с прикрепленной пластиной ____________ нужно нагреть в пламени горелки или в муфельной печи до температуры, близкой к температуре плавления _____________; Б) ___________ следует расположить в месте ___________, обильно посыпать или смазать его _________ и продолжать разогрев места спая до полного расплавления ____________ и заполнения им швов __________ соединения. 5. Качество ___________ следует проверить: А) Визуально - на отсутствие _____________________ мест; Б) На прочность - легким простукиванием _________________местом о твердый предмет - на отсутствие трещин.
Задания пятого уровня, тесты на установление правильной последовательности, задания на установления правильной последовательности 5 УРОВЕНЬ ТЕСТ № 1 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ
Плоскостная разметка КОНТРОЛЬНЫЕ ЗАДАНИЯ
1. Опишите последовательность выполнения работ по очистке поверхности, подлежащей разметке, и применяемые при этом материалы и инструменты, если на этой поверхности присутствуют: а) следы коррозии; б) окалина; в) жировые отложения. Материалы и инструменты для очистки поверхности, подлежащей разметке:
1) бензин; 4) ветошь; 7) дихлорэтан; 2) корцовочная щетка; 5) уайт-спирит; 8) напильник; 3) керосин; 6) шабер; 9) наждачная бумага. 2. Выберите окрашивающий состав, который необходимо нанести на поверхность размечаемой заготовки, если она: а) изготовлена из цветного металла и предварительно подвергнута механической обработке; б) получена методом литья или проката из цветного или черного металла; в) изготовлена из черного металла и предварительно подвергнута механической обработке. Окрашивающие составы:
1) раствор мела в воде; 2) раствор медного купороса; 3) быстросохнущие краски и эмали.
3. Объясните, как подготавливают окрашивающие составы с использованием: а) мела; б) медного купороса.
4. Назовите способы нанесения окрашивающего состава на размечаемую поверхность и укажите, от чего зависит выбор того или иного способа.
5. Выберите инструменты, которые необходимо использовать для выполнения следующих работ: а) нанесение разметочных рисок под заданным углом; б) построение дуг окружностей; в) нанесение окружностей; г) деление угла на две равные части; д) построение правильного шестиугольника; е) сопряжение двух рисок, расположенных под углом; ж) деление окружности на равные части; з) нанесение кривой линии, проходящей через заданные точки; и) сопряжение двух дуг третьей дугой заданного радиуса. Инструменты для нанесения разметки: 1) чертилка; 5) разметочный штангенциркуль; 2) измерительная линейка; 6) угольник; 3) кернер; 7) транспортир. 4) разметочный циркуль;
6. Выберите способ, который необходимо использовать для разметки: а) партии деталей в количестве 100 штук; б) партии деталей в количестве 3 штук; в) деталей сложной формы; г) деталей больших габаритов и массы. Способы разметки: 1) по чертежу; 3) по образцу; 2) по шаблону; 4) по месту.
7. Назовите штангенинструменты, которые могут быть применены в процессе разметки: а) штангенциркуль ШЦ-1; г) штангенциркуль ШЦТ-1; б) штангенциркуль ШЦ-11; д) штангенглубиномер; в) штангенциркуль ШЦ-111; е) штангенрейсмас. 8. Восстановите правильную последовательность выполнения работ при нанесении на размечаемую поверхность: а) параллельных рисок; б) рисок, расположенных под утлом 45°; в) рисок, расположенных под углами 30 и 60°; г) рисок, расположенных под углом 20°; д) окружностей; е) правильного треугольника и правильного шестиугольника; ж) дуги окружности по заданной хорде и стреле прогиба. Перечень работ, выполняемых при нанесении рисок и геометрических построениях:
1) соединить дуговые риски по касательной; 2) установить ножки разметочного циркуля на заданный размер; з) нанести исходную прямую риску; 4) выполнить керновое углубление; 5) нанести на размечаемую поверхность дуговую риску; 6) поместить подготовленную к разметке заготовку на разметочную плиту; 7) соединить точки пересечения дуг прямолинейной риской; 8) приложить к исходной риске транспортир так, чтобы его нулевая точка совпала с точкой пересечения исходной прямой и перпендикуляра к ней; 9) выполнить керновое углубление в точке, соответствующей делению транспортира 20°; 10) установить ножку разметочного циркуля в керновое углубление на пересечении исходной риски и риски, перпендикулярной к ней; 11) выполнить керновое углубление в точке пересечения перпендикуляров, восстановленных к отрезкам, воспроизводящим хорду и величину прогиба дуги окружности, и провести из этой точки дугу; 12) провести окружность; 13) соединить керновые углубления, выполненные на окружности, прямыми рисками; 14) установить ножку циркуля в керновые углубления на пересечении окружности и исходной прямой; 15) соединить рисками концы отрезков, соответствующих длине хорды и величине прогиба дуги окружности, и восстановить к ним перпендикуляры, проходящие через середину этих рисок; 16) сделать засечки на окружности и выполнить на них керновые углубления; 17) выполнить на исходной риске керновые углубления, отстоящие друг от друга на расстоянии, равном длине хорды; 18) отложить на перпендикуляре, восстановленном к исходной прямой, отрезок, равный величине прогиба дуги окружности, и выполнить керновое углубление; 19) восстановить перпендикуляр к исходной риске так, чтобы он пересекал хорду посередине.
9. Восстановите правильную последовательность выполнения разметки технической развертки боковой поверхности цилиндра. Перечень работ, выполняемых при разметке развертки боковой поверхности цилиндра:
1) выполнить на одной из рисок керновые углубления на расстоянии, равном длине окружности цилиндра; 2) установить на разметочной плите подготовленную к разметке заготовку и нанести на нее произвольную прямолинейную риску; 3) нанести риску, параллельную исходной и расположенную от нее на расстоянии, равном высоте цилиндра; 4) восстановить из керновых углублений, выполненных на исходной риске, перпендикуляры до их пересечения с параллельной риской; 5) выполнить в точках пересечения керновые углубления.
10. Восстановите правильную последовательность выполнения разметки технической развертки боковой поверхности кругового конуса. Перечень работ, выполняемых при разметке развертки боковой поверхности кругового конуса: 1) определить угол при вершине сектора; 2) рассчитать радиус сектора развертки конуса; 3) провести из выполненного кернового углубления прямую риску; 4) установить подготовленную к разметке заготовку на разметочной плите и выполнить на ней керновое углубление; 5) провести дугу, установив разметочный циркуль на размер, соответствующий радиусу сектора развертки; 6) провести из кернового углубления прямолинейную риску, расположенную под углом, равным углу при вершине конуса, к первоначально проведенной риске.
11. Восстановите правильную последовательность выполнения разметки технической развертки боковой поверхности цилиндра, срезанного плоскостью, расположенной под углом к его оси. Перечень работ, выполняемых при разметке развертки боковой поверхности цилиндра, срезанного плоскостью, расположенной под углом к его оси:
1) провести из точек деления окружности риски, перпендикулярные исходной прямой; 2) отложить на исходной прямой отрезок, равный длине окружности основания цилиндра; 3) выполнить керновые углубления в точках, соответствующих длине отрезка, равной длине основания цилиндра; 4) поместить подлежащую разметке заготовку на разметочную плиту и провести произвольную прямолинейную риску; 5) отложить на перпендикулярах, проведенных к исходной прямой в точках кернения, отрезки, равные минимальной и максимальной высоте кососрезанного цилиндра, и выполнить керновые углубления в этих точках; 6) разделить окружность основания цилиндра на восемь частей, выполнив в точках деления керновые углубления; 7) провести окружность, соответствующую основанию цилиндра; 8) соединить точки, соответствующие минимальной и максимальной высоте цилиндра, отмеченные на перпендикулярах, восстановленных к исходной прямой, разметочной риской; 9) разделить на восемь равных частей отрезок исходной прямой, соответствующий длине окружности цилиндра; 10) восстановить из точек деления окружности на восемь равных частей перпендикуляры до пересечения с риской, соединяющей отрезки, соответствующие минимальной и максимальной высоте цилиндра, и в местах пересечения выполнить керновые углубления; 11) соединить с помощью лекал криволинейной риской керновые углубления, выполненные на пересечении линий, перпендикулярных к исходной риске, с линиями, проведенными параллельно исходной прямой; 12) восстановить в точках деления исходной прямой на восемь равных частей перпендикуляры к этой прямой; 13) провести из керновых углублений прямолинейные риски до их пересечения с перпендикулярными исходной прямой рисками и в точках пересечения выполнить керновые углубления.
12. Восстановите правильную последовательность выполнения разметки технической развертки кососрезаннои шестигранной призмы. Перечень работ, выполняемых при разметке развертки кососрезанной шестигранной призмы:
1) провести на произвольном расстоянии от горизонтальной проекции вспомогательную риску; 2) отложить на рисках, выполненных на фронтальной проекции, длины соответствующих отрезков с горизонтальной проекции и в полученных точках выполнить керновые углубления; 3) соединить разметочными рисками керновые углубления, полученные на рисках, перпендикулярных вспомогательной линии; 4) установить на разметочной плите подготовленную к разметке заготовку; 5) провести из точек, соответствующих вершинам основания призмы, риски, перпендикулярные вспомогательной линии; 6) провести риску, параллельную вспомогательной линии; 7) отложить на рисках, перпендикулярных вспомогательной линии, отрезки, длина которых равна длине соответствующих сторон призмы на профильной проекции, и выполнить керновые углубления; 8) выполнить на заготовке в масштабе 1:1 проекции кососрезанной призмы; 9) провести на фронтальной проекции из точек пересечения перпендикуляров к вспомогательной линии и линии среза риски, перпендикулярные линии среза; 10) отложить на риске, параллельной вспомогательной, отрезки, соответствующие длине сторон основания призмы, и выполнить керновые углубления; 11) провести из выполненных на вспомогательной линии керновых углублений риски, перпендикулярные этой линии; 12) соединить керновые углубления, выполненные на фронтальной проекции, разметочными рисками и получить плоскость сечения кососрезанной призмы.
13. Выполните разметку дуги разметочного циркуля, изображенного на рис. 1.1. Рис. 1.1. Дуга разметочного циркуля: / — длина дуги; /., — расстояние от центра отверстия под заклейку до центра округления дугового паза; о — толщина дуги; h — ширина дуги; h 1 — ширина дугового паза; d — диаметр отверстия под заклепку; r — радиус дуги; r, — радиус округления дугового паза
14. Составьте инструкционные карты заточки следующих разметочных инструментов: а) кернер; б) чертилка; в) разметочный циркуль.
15. Укажите причины, которые могут привести к появлению в процессе разметки следующих дефектов: а) раздвоенная риска; б) расположение кернового углубления не на риске; в) раздвоенная или смещенная риска размечаемой дуги или окружности; г) отсутствие сопряжения рисок друг с другом; д) отклонение резметочных рисок от параллельности или перпендикулярности друг относительно друга; е) несоответствие углов между рисками чертежу; ж) несоответствие размеченного контура шаблону; з) непрямолинейность риски при разметке с помощью рейсмаса; и) несовпадение центров отверстий и цилиндрических частей заготовки. Причины появления дефектов в процессе разметки:
1) керновые углубления на исходных рисках смещены; 2) нарушена последовательность действий при построении угла; 3) линейка неточно установлена по рискам или дугам; 4) шаблон в процессе разметки неплотно прижимался к заготовке, в результате чего сместился при нанесении риски; 5) неустойчиво установлена размечаемая заготовка; 6) на разметочную плиту под основание рейсмаса попала грязь; 7) слабо закреплена разметочная игла рейсмаса; 8) неправильно определены центры отверстий и цилиндрических частей деталей; 9) слабо закреплен зажимной винт разметочного циркуля; 10) разметочный циркуль неточно установлен на размер; 11) при проведении риски опорная ножка циркуля вышла из кернового углубления; 12) при проведении риски сместилась линейка; 13) в процессе разметки производилось сильное нажатие на подвижную ножку разметочного циркуля; 14) керновое углубление в центре окружности или дуги имело малую глубину; 15) опорная (неподвижная) ножка разметочного циркуля затупилась; 16) перед ударом молотка кернер сместился с риски; 17) нанесение кернов производилось тупым кернером; 18) при установке кернера его острие не попало на риску; 19) разметка производилась тупой чертилкой; 20) риска проводилась дважды по одному и тому же месту; 21) линейка слабо прижималась к детали.
16. Укажите способы, которые позволяют предупредить появление в процессе разметки дефектов, перечисленных в задании 15. Способы предупреждения появления дефектов в процессе разметки: 1) керны наносить строго посередине разметочной риски; 2) точно устанавливать линейку по исходным рискам контура детали; 3) следить за зажимом ножек разметочного циркуля; 4) соблюдать последовательность действий при построении углов; 5) в процессе разметки плотно прижимать шаблон к поверхности заготовки (по возможности использовать струбцины для закрепления шаблона); 6) проверять прочность установки заготовки на разметочной плите; 7) тщательно протирать разметочную плиту и поверхность заготовки перед ее установкой; 8) прочно закреплять разметочную иглу на штанге рейсмаса; 9) проверять разметку центров; 10) при установке разметочного циркуля на заданный размер применять измерительный инструмент, соответствующий точности разметки; 11) обеспечивать соответствие глубины керна размеру ножки разметочного циркуля; 12) в процессе нанесения рисок прочно удерживать линейку и разметочный циркуль; 13) разметку выполнять плавным несильным движением циркуля, наклоняя его в сторону движения; 14) разметку выполнять циркулем только с остро заточенными ножками; 15) прочно удерживать кернер при выполнении углублений; 16) при необходимости заточить кернер; 17) заточить чертилку; 18) риску проводить только один раз; 19) плотно прижимать линейку к размечаемой поверхности. ТЕСТ № 2 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ Пространственная разметка Контрольные задания
1. Определите, какая поверхность должна быть выбрана в качестве разметочной базы, если: а) обработана одна поверхность заготовки; б) обработаны все наружные поверхности заготовки; в) заготовка не имеет обработанных поверхностей; г) заготовка имеет приливы и бобышки; д) заготовка имеет цилиндрическую форму; е) заготовка имеет цилиндрическое отверстие.
2. Выберите приспособления, которые наиболее целесообразно использовать при выполнении следующих работ: а) выверка по высоте заготовок небольшой массы; б) установка заготовок типа рычага; в) выверка по высоте заготовок большой массы; г) выверка положения заготовок цилиндрической формы. Приспособления для пространственной разметки:
1) призмы; 3) разметочный ящик; 5) домкрат. 2) угольник с полкой; 4) клин;
Рис. 1.2. Разметка корпуса по шаблонам: 1,3 — приливы; 2 — поверхность корпуса; К, М — прорези на шаблонах; /—/, II — II , III — III — риски на приливах и необработанной поверхности корпуса; £,, /, — риски на боковой поверхности корпуса; Н — заданный размер 3. Определите установочную и разметочную базы заготовки корпуса (рис. 1.2) и назовите инструменты и приспособления, необходимые для разметки крепежных отверстий. Составьте инструкционную карту для выполнения разметки этих отверстий.
4. Составьте инструкционную карту разметки закрытого шпоночного паза шириной 8 мм и длиной 50 мм, расположенного на расстоянии 20 мм от торца вала диаметром 30 мм.
5. Составьте инструкционную карту разметки отверстия под штифт диаметром 8 мм, отстоящего на расстоянии 40 мм от торца вала диаметром 50 мм.
ТЕСТ № 3 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ
Рубка металла Контрольные задания 1. Назовите основные меры безопасности, соблюдение которых обязательно при выполнении рубки.
2. Выберите инструменты, которые необходимо использовать при выполнении следующих работ: а) разрубание на части листового материала; б) вырубание заготовок сложного профиля из листового металла; в) прорубание канавок на вогнутой поверхности; г) срубание поверхностного слоя металла; д) вырубание профильных канавок; е) вырубание круглых и профильных отверстий в листовом материале; ж) разрубание на части круглого и профильного проката. Инструменты для рубки:
1) зубило с прямолинейной режущей кромкой; 2) крейцмейсель; з) канавочник; 4) зубило с криволинейной (радиусной) режущей кромкой.
3. Укажите угол заострения режущей части инструмента для рубки, если предстоит обработка заготовок из следующих материалов: а) чугун; б) сталь; в) латунь; г) бронза; Д) медь; е) алюминиевые сплавы. Рекомендуемые углы заострения режущей части инструмента для рубки: 1)70°; 2) 60°; 3) 45°; 4) 35°.
4. Выберите тип удара, наносимого по режущему инструменту, если необходимо: а) срубить с поверхности заготовки слой металла толщиной 2...5 мм; б) разрубить на части металл, толщина которого не превышает 1 мм; в) удалить с поверхности заготовки слой металла толщиной более 5 мм; г) удалить с поверхности заготовки слой металла толщиной менее 2 мм; д) разрубить на части толстолистовой и профильный прокат; е) прорубить паз или канавку на поверхности заготовки. Типы удара, наносимого по режущему инструменту:
1) кистевой; 2) локтевой; 4) плечевой.
5. Назовите работы, которые требуют затачивания рабочей части зубила не прямолинейно, а с некоторой кривизной: а) рубка листового и полосового материала по уровню тисков; б) рубка листового или полосового материала на плите; в) срубание слоя материала на широкой поверхности; г) прорубание криволинейных канавок; д) вырубание криволинейного контура из листового материала.
6. Восстановите правильную последовательность выполнения данных работ: а) рубка листового материала по уровню губок тисков; б) разрубание на плите листового, полосового и профильного проката; в) вырубание заготовок из листового материала; г) прорубание канавок на плоских поверхностях; д) прорубание канавок на вогнутых поверхностях.
Перечень работ, выполняемых при различных видах рубки:
1) выполнять рубку локтевым ударом; 2) закрепить размеченную заготовку в тисках так, чтобы разметочная риска совпала с поверхностью губок; 3) прижать зубило к краю заготовки так, чтобы оно расположилось под углом 45° к поверхности заготовки и под углом 30...35° к поверхности губок тисков; 4) разместить заготовку так, чтобы она плотно прилегала к поверхности плиты (наковальни); 5) установить зубило на риску строго перпендикулярно поверхности плиты; 6) заточить зубило, обеспечивая закругленную форму его режущей кромки; 7) надрубить заготовку, нанося кистевые удары по зубилу; 8) перевернуть заготовку; 9) перемещать зубило после каждого удара приблизительно на 2/3 длины его режущей кромки; 10) произвести вырубание контура с противоположной стороны; 11) закрепить размеченную заготовку в тисках так, чтобы разметочная риска располагалась приблизительно на 3 мм выше губок тисков; 12) установить крейцмейсель на фаску под углом приблизительно 30е к поверхности заготовки; 13) срубить фаски в месте расположения канавок; 14) прорубить канавки; 15) установить канавочник на торцевую поверхность заготовки приблизительно под углом 30° к обрабатываемой поверхности.
7. Составьте инструкционную карту прорубания шпоночного паза шириной 8 мм, длиной 30 мм и глубиной 4 мм на расстоянии 20 мм от торца вала диаметром 30 мм.
8. Составьте инструкционную карту прорубания сквозного шпоночного паза шириной 8 мм и глубиной 3,4 мм в отверстии диаметром 30 мм (толщина ступицы 20 мм).
9. Укажите причины, которые могут привести к появлению в процессе рубки металла следующих дефектов: а) обрубленная кромка детали криволинейна; б) стороны вырубленной из листа детали имеют отклонение от параллельности; в) кромка детали рваная; г) кромки канавок рваные; д) глубина канавки неодинакова по ее длине; е) на конце канавки имеются сколы; ж) на обработанной поверхности имеются грубые «завалы» и зазубрины; з) на кромке детали имеются сколы; и) кромка обрубленной детали непрямолинейна; к) кромка обрубленной детали имеет глубокие зарубы и сколы. Причины появления дефектов в процессе рубки металла:
1) не обрублены фаски на детали; 2) сила удара молотком по инструменту для рубки неравномерна; 3) инструмент неправильно установлен в процессе рубки; 4) рубка осуществлялась тупым инструментом; 5) инструмент неправильно заточен; 6) в процессе рубки не производилась регулировка угла наклона инструмента; 7) рубка осуществлялась слишком сильными ударами молотка по инструменту; 8) произошел перекос детали в тисках; 9) произошло отклонение разметочных рисок от прямолинейности; 10) деталь слабо закреплена в тисках; 11) нарушены правила разметки детали; 12) рубка осуществлялась не по разметочной риске; 13) рубка осуществлялась слишком слабыми ударами; 14) инструмент неточно установлен на разметочную риску.
10. Укажите способы, которые позволяют предупредить появление в процессе рубки металла дефектов, перечисленных в задании 9. Способы предупреждения появления дефектов в процессе рубки металла:
1) затачивать инструмент в соответствии с маркой материала, подлежащего рубке; 2) изменить характер удара, увеличив его силу; 3) устанавливать инструмент строго по разметочной риске; 4) следить за прямолинейностью разметочной риски; 5) обеспечивать постоянство силы удара; 6) срубить фаски на всех ребрах детали; 7) устанавливать инструмент под углом не менее 30° к обрабатываемой поверхности; 8) регулировать толщину снимаемого при рубке слоя металла за счет изменения угла наклона инструмента; 9) затачивать крейцмейсель с поднутрением режущей кромки; 10) прочно закреплять заготовку в тисках; 11) устанавливать заготовку в тисках точно по разметочной риске; 12) изменить характер удара, уменьшив его силу. 11. Составьте инструкционную карту заточки инструмента для рубки.
ТЕСТ № 4 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ
Правка металла Контрольные задания
1. Укажите способы, которые необходимо использовать при правке: а) заготовок из профильного проката с большой площадью поперечного сечения (свыше 225 мм2); б) заготовок из профильного проката с небольшой площадью поперечного сечения (до 50 мм2); в) заготовок из профильного проката с площадью поперечного сечения 50... 225 мм2; г) листового проката незначительной площади; д) листового проката большой площади; е) мелких фасонных заготовок. Способы правки: 1) ручная; 2) с использованием ручного винтового пресса; 3) с использованием правильных машин.
2. Выберите инструменты, которые необходимо использовать при правке: а) стальной полосы, изогнутой по плоскости; б) круглого стального проката диаметром до 10 мм; в) стальной полосы, изогнутой по ребру; г) профильного проката; д) листового металла толщиной 1... 3 мм; е) листового материала из цветных металлов и сплавов толщиной 0,5... 1 мм; ж) заготовок с окончательно обработанной поверхностью; з) термически обработанных (закаленных) заготовок; и) стального листа толщиной 0,5... 1 мм. Инструменты для правки: 1) молоток с круглым бойком; 2) молоток с мягкими вставками; 3) молоток с вставками из твердого сплава; 4) рихтовальный молоток; 5) киянка; 6) гладилка; 7) ручной винтовой пресс.
3. Восстановите правильную последовательность выполнения работ по правке: а) в тисках полосы, изогнутой по ребру; б) в тисках полосы со спиральной изогнутостью; в) листового материала гладилкой, киянкой и молотком на правильной плите; г) круглого проката на плите; д) круглого и углового проката на ручном винтовом прессе; е) труб на ручном винтовом прессе. Перечень работ, выполняемых при правке:
1) установить на правильной плите две призмы; 2) произвести правку; 3) определить и отметить границы изогнутости; 4) установить заготовку на призмы; 5) выправить заготовку, нанося удары по выпуклости от краев к середине; 6) обеспечить плотное прилегание заготовки к плите, установив ее выпуклостью вверх; 7) выправить заготовку, нанося удары, начиная с ее вогнутой стороны; 8) закрепить в тисках один конец заготовки; 9) выправить заготовку, вращая тисочки в направлении, противоположном направлению изгиба; 10) установить на свободном конце заготовки ручные тисочки; 11) прижать заготовку к правильной плите; 12) выправить заготовку, перемещая гладилку, сначала с одной стороны, а затем с другой; 13) установить на столе ручного пресса призмы; 14) выправить заготовку, вращая винт ручного пресса; 15) установить между полками уголка стальной закаленный валик.
4. Составьте инструкционную карту для выполнения учебно-производственных работ по рихтовке закаленных заготовок на рихтовальной бабке.
5. Составьте инструкционную карту для выполнения учебно-производственных работ по правке проволоки с использованием токарного станка (практическая работа выполняется после изучения темы «Обработка на токарных станках»).
6. Укажите причины, которые могут привести к появлению в процессе правки следующих дефектов: а) после правки обработанной детали на ней заметны вмятины; б) после рихтовки полоса непрямолинейна по ребру; в) после правки листового материала киянкой или молотком через деревянную надставку он значительно деформирован. Причины появления дефектов в процессе правки:
1) процесс правки не окончен; 2) правка производилась ударами молотка или кувалды непосредственно по поверхности заготовки; 3) применялись недостаточно эффективные способы правки. 7. Укажите способы, которые позволяют предупредить появление в процессе правки дефектов, перечисленных в задании 6. Способы предупреждения появления дефектов в процессе правки:
1) осуществлять правку путем растяжения металла по краям выпуклостей, чередуя этот способ с правкой прямыми ударами; 2) осуществлять правку через подкладку или надставку из мягкого металла; 3) заканчивать правку ударами по ребру полосы, поворачивая ее в процессе правки на 180°.
ТЕСТ № 5 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ
Гибка металла Контрольные задания 1. Выберите инструменты, которые необходимо использовать при гибке: а) листового металла толщиной более 0,5 мм; б) круглого и профильного проката с размером поперечного сечения до 6 мм; в) листового материала толщиной менее 0,5 мм; г) проволоки. Инструменты для гибки:
1) молоток с квадратным или круглым бойком; 2) молоток с мягкими вставками; 3) киянка; 4) плоскогубцы; 5) круглогубцы. 2. Определите, пользуясь справочником1, минимальный радиус гибки при изгибании под прямым углом следующего листового металла: а) алюминий толщиной 1,2 мм; б) медь толщиной 5 мм; в) латунь толщиной 2 мм; г) сталь толщиной 0,4 мм д) медь толщиной 4 мм; е) дюралюминий толщиной 1,5 мм.
3. Объясните, в каких случаях при гибке труб требуется применение наполнителя, какие наполнители применяют и от чего зависит их выбор. 4. Определите, пользуясь справочником, минимально допустимый радиус гибки трубы из стали 40, если ее диаметр равен 20 мм. 5. Определите длину участка трубы, подлежащего нагреву, если угол изгиба трубы равен 30°, а ее диаметр — 40 мм. 6. Определите длину заготовки для изготовления цилиндрической пружины из проволоки диаметром 1,5 мм, если наружный диаметр пружины составляет 12 мм, а количество витков — 20. 7. Составьте инструкционные карты для выполнения учебно-производственных работ по гибке в тисках; а) кромок листового материала; б) полосового материала по ребру; в) кольца из профильного проката; г) полосы по плоскости; д) заготовки типа хомутика из полосы. 8. Восстановите правильную последовательность выполнения работ при гибке труб: а) в холодном состоянии; б) в горячем состоянии. Перечень работ, выполняемых при гибке труб: 1) изогнуть трубу на оправке необходимого диаметра; 2) закрыть один конец трубы пробкой; 3) отжечь трубу;
1 Здесь и далее: Покровский Б. С, Скакун В. А. Справочник слесаря. — М., 2006. 4) нагреть трубу в месте изгиба; 5) нанести легкие удары молотком по трубе; 6) извлечь пробку из трубы; 7) заполнить трубу наполнителем; 8) удалить наполнитель из трубы.
9. Восстановите правильную последовательность выполнения работ по навивке пружин вручную. Перечень работ, выполняемых при навивке пружин вручную:
1) рихтовать проволоку для навивки пружин и отрезать кусок необходимой длины; 2) произвести навивку пружины, вращая оправку за рукоятку ; 3) подобрать по размеру стальную цилиндрическую оправку; 4) извлечь оправку с навитой на нее пружиной из тисков; 5) сверлить в оправке отверстие диаметром на 1,0... 1,5 мм больше диаметра проволоки, используемой для навивки пружины; 6) ввести один конец проволоки в отверстие оправки; 7) снять пружину с оправки; 8) изогнуть на концах готовой пружины петли-крючки; 9) закрепить оправку с проволокой в тисках между двумя деревянными прокладками.
10. Укажите причины, которые могут привести к появлению в процессе гибки следующих дефектов: а) размеры изогнутой детали не соответствуют заданным; б) при изгибании трубы с наполнителем образовались вмятины и трещины; в) при изгибании уголка из полосы он получился перекошенным. Причины появления дефектов в процессе гибки:
1) заготовка неправильно закреплена в тисках; 2) неправильно выбрана оправка; 3) труба недостаточно плотно набита наполнителем; 4) неточно произведен расчет развертки. 11. Укажите способы, которые позволяют предупредить появление в процессе гибки дефектов, перечисленных в задании 10. Способы предупреждения появления дефектов в процессе гибки:
1) производить расчет развертки детали с учетом припуска на изгиб и последующую обработку; 2) при заполнении трубы наполнителем располагать ее вертикально и постукивать по трубе молотком со всех сторон; 3) закреплять полосу так, чтобы разметочная риска точно располагалась на уровне губок тисков; 4) применять оправки, точно соответствующие заданным размерам детали; 5) проверять перпендикулярность полосы губкам тисков угольником.
ТЕСТ № 6 Междисциплинарный курс Слесарное дело и технические измерения ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ
Резание металла Контрольные задания 1. Выберите инструмент, который необходимо использовать при резании: а) листа латуни толщиной 6 мм; 6) стального листа толщиной 0,7 мм; в) листа алюминия толщиной 4 мм; г) стального листа толщиной 2 мм; д) листа латуни толщиной 1,5 мм; е) листа меди толщиной 1 мм; ж) стального листа толщиной 4 мм; з) стальной проволоки диаметром 1,8 мм. Инструменты для резания металла:
1) ручные ножницы; 2) силовые ножницы; 3) настольные рычажные ножницы; 4) ручная ножовка; 5) механическая ножовка; 6) ручные вибрационные ножницы; 7) ленточная пила; 8) кусачки.
2. Назовите основные требования, предъявляемые к закреплению ножовочного полотна в станке ручной ножовки по металлу.
3. Объясните, как можно разрезать ручной слесарной ножовкой листовой материал толщиной 0,5 мм.
4. Выберите тип ручных ножниц, который необходимо использовать при вырезании из листового материала следующих заготовок: а) с криволинейным контуром большого радиуса; б) с прямолинейным контуром; в) с криволинейным контуром небольшого радиуса; г) отверстия. Типы ручных ножниц для резания металла:
1) прямые; 2) с криволинейными лезвиями; 3) пальцевые.
5. Объясните, почему при резании труб в тисках их следует закреплять, используя профильные прокладки.
6. Составьте инструкционные карты для выполнения следующих учебно-производственных работ с использованием ручного инструмента: а) резание металла ручной ножовкой; б) резание металла ручными ножницами; в) резание металла настольными рычажными ножницами; г) резание труб ручной ножовкой; д) резание труб труборезом.
7. Составьте инструкционные карты для выполнения следующих учебно-производственных работ с использованием ручного механизированного инструмента: а) резание металла электровибрационными ножницами; б) резание сортового и круглого проката ручной механической ножовкой.
8. Составьте инструкционные карты для выполнения следующих учебно-производственных работ с использованием стационарного оборудования: а) резание металла стационарной механической ножовкой; б) резание листового проката на гильотинных ножницах; в) резание труб и профильного проката абразивным кругом.
9. Укажите причины, которые могут привести к появлению в процессе резания металла следующих дефектов: а) перекос реза; б) выкрашивание зубьев полотна; в) поломка полотна; г) сминание листового материала ножницами; д) надрывы при разрезании листового металла; е) отступление от линии разметки при резании листового металла электровибрационными ножницами; ж) грубые задиры в местах закрепления трубы; з) рваный торец у отрезанной трубы. Причины появления дефектов в процессе резания металла:
1) несоблюдение правил резания; 2) неправильное закрепление трубы в тисках; 3) тупые ножницы; 4) слабое натяжение полотна; 5) ослабление шарнира ножниц; 6) неравномерное движение ножовкой при резании; 7) резание по узкой стороне полосы или уголка; 8) сильное натяжение полотна; 9) неправильный подбор полотна; 10) сильное нажатие на ножовку; 11) перекаленное полотно; 12) несоблюдение правил резания труб труборезом.
10. Укажите способы предупреждения появления в процессе резания металла дефектов, перечисленных в задании 9. Способы предупреждения появления дефектов в процессе резания металла:
1) перед началом резания проверять натяжение полотна; 2) резать полосу и угольник только по широкой стороне; 3) выбирать полотно так, чтобы в работе одновременно участвовало не менее двух зубьев; 4) при резании вязких металлов (медь, алюминий и его сплавы) применять ножовочные полотна с мелким зубом; 5) закреплять листовой прокат в тисках, используя деревянные прокладки, и резать вместе с ними; 6) заменить полотно; 7) осуществлять движение ножовкой плавно, без рывков; 8) ослабить вертикальное нажатие на ножовку; 9) не исправлять перекос реза перекосом ножовки; 10) производить резание металла только остро заточенными ножницами; 11) перед началом резания проверять состояние шарнира ножниц и в случае необходимости подтянуть его; 12) не допускать полного смыкания лезвий ножниц в конце реза; 13) при резании листового проката прижимать его заднюю кромку к какому-либо упору; 14) прочно закреплять трубу в трубном прижиме; 15) при закреплении трубы в тисках пользоваться профильными прокладками; 16) устанавливать режущие элементы трубореза точно по разметочной риске. ТЕСТ №7 Междисциплинарный курс Слесарное дело и технические измерения
РАЗМЕРНАЯ СЛЕСАРНАЯ ОБРАБОТКА Опиливание металла Контрольные задания
1. Выберите форму поперечного сечения слесарного напильника для обработки: а) плоской поверхности; б) вогнутой криволинейной поверхности большого радиуса; в) круглого отверстия; г) прямоугольного проема; д) внутреннего острого утла 45°; е) овального отверстия; ж) внутреннего острого утла 55°; з) узкой плоской поверхности; и) зубьев зубчатого колеса; к) внутреннего острого угла 12°. Формы поперечного сечения слесарных напильников: 1) плоская; 5) полукруглая; 2) квадратная; 6) ромбическая; 3) трехгранная; 7) ножовочная. 4) круглая; 2. Выберите типы насечки слесарных напильников, которые необходимо использовать при обработке заготовок из следующих материалов: а) свинец; г) чугун; ж) бронза; б) баббит; д) пластическая масса; з) текстолит; в) сталь; е) алюминий и его сплавы; и) фибра. Типы насечки слесарных напильников: 1) одинарная; 2) двойная; 3) рашпильная.
3. Определите длину рабочей части слесарного напильника, необходимого для обработки: а) тонкой пластины; б) плоской поверхности длиной 40 мм; в) плоской поверхности длиной 70 мм; г) плоской поверхности длиной 125 мм; д) отверстия в заготовке толщиной 10 мм; е) черновой; ж)доводочной. Длина рабочей части слесарного напильника: 1) 100 мм; 2) 125 мм; 3) 150 мм; 4) 200 мм; 5) 250 мм; 6) 300 мм; 7) 350 мм.
4. Выберите номер насечки слесарного напильника, если припуск на обработку составляет: а) 1,00 мм; г) 0,75 мм; ж) 0,30 мм; б) 0,55 мм; д) 0,05 мм; з) 0,45 мм; в) 0,40 мм; е) 0,90 мм; и) 0,85 мм. Номера насечки слесарных напильников:
1) 0; 4) 3; 2) 1; 5)4; 3) 2; 6) 5.
5. Выберите номер насечки слесарного напильника, если в процессе обработки необходимо получить поверхность, шероховатость которой составляет:
1) Rz 320 мкм; 4) Rz 160 мкм; 2) Rz 40 мкм; 5) Ra 1,25 мкм. 3) Rz 20 мкм;
6. Выберите номер насечки слесарного напильника, которая обеспечит обработку поверхности с отклонением: 1) от плоскостности: а) 0,15 мм; б) 0,03 мм; в) 0,01 мм;
2) от заданного размера: а) 0,2 мм; б) 0,05 мм; в) 0,02 мм.
7. Составьте инструкционную карту установки ручки на слесарный напильник.
8. Восстановите правильную последовательность выполнения работ по ручному опиливанию: а) плоских широких поверхностей; б) плоских параллельных поверхностей; в) плоских поверхностей, расположенных под углом друг к другу! г) плоских поверхностей, расположенных под внутренним углом друг к другу; д) тонких пластин; е) конца круглого стержня на квадрат; ж) круглого проката на цилиндр меньшего диаметра; з) вогнутой поверхности. Перечень работ, выполняемых при ручном опиливании различных поверхностей:
1) проверить плоскостность опиленной поверхности; 2) надеть на губки тисков нагубники из мягкого металла; 3) опилить поверхность перекрестным штрихом последовательно напильниками № 2 и 3; 4) закрепить заготовку в тисках так, чтобы ее поверхность располагалась горизонтально на 5...8 мм выше губок тисков; 5) проверить прямолинейность обработанной поверхности; 6) опилить поверхность поочередно напильниками № 1, 2 и 3, чередуя опиливание продольным, поперечным и перекрестным штрихами; 7) проверить параллельность опиленных поверхностей; 8) проверить перпендикулярность опиленных поверхностей; 9) закрепить в тисках деревянный брусок так, чтобы его верхняя поверхность была расположена горизонтально; 10) повернуть заготовку угольника в тисках так, чтобы его полки были расположены под углом 45° к губкам тисков и был открыт доступ к его внутреннему углу; 11) снять заусенцы и притупить острые кромки; 12) закрепить угольник в тисках так, чтобы торцевые поверхности его полок располагались над уровнем губок тисков горизонтально на расстоянии 3...5 мм; 13) закрепить угольник в тисках так, чтобы внутренние узкие поверхности располагались над губками тисков горизонтально на расстоянии 3...5 мм; 14) опилить внутренние узкие поверхности заготовки, обеспечивая их параллельность наружным поверхностям и перпендикулярность полкам угольника; 15) опилить торцевые поверхности заготовки, обеспечивая их перпендикулярность всем сопрягаемым с ними поверхностям угольника; 16) разместить на деревянном бруске предварительно размеченную заготовку угольника и закрепить ее деревянными планками; 17) закрепить угольник в тисках; 18) удалить деревянный брусок из тисков; 19) опилить длинные наружные поверхности угольника, обеспечивая их перпендикулярность друг другу и полкам угольника; 20) выполнить пропил ножовкой для выхода напильника в точке пересечения узких внутренних поверхностей заготовки; 21) закрепить приспособление с установленной в нем заготовкой в тисках; 22) установить предварительно размеченную заготовку в приспособлении; 23) опилить цилиндрическую часть стержня так, чтобы была получена одна из граней квадрата; 24) повернуть заготовку так, чтобы опиленная грань находилась внизу; 25) опилить вторую грань квадрата, обеспечивая ее параллельность ранее опиленной; 26) закрепить заготовку так, чтобы обработанные грани квадрата располагались вертикально; 27) опилить третью грань квадрата, перпендикулярную ранее обработанным; 28) обработать четвертую грань, обеспечивая ее перпендикулярность и параллельность ранее обработанным; 29) закрепить цилиндрический стержень в тисках вертикально; 30) закрепить заготовку в тисках горизонтально так, чтобы разметочная риска, ограничивающая длину опиливания, находилась на расстоянии 8... 10 мм от губок тисков; 31) опилить углы квадрата до получения равностороннего восьмигранника; 32) опилить последовательно напильниками № 3, 4 и 5 многогранник, превратив его в цилиндр; 33) разместить на торцевой поверхности заготовки центр и провести окружность заданного диаметра; 34) опилить квадрат, сторона которого равна диаметру окружности размеченного цилиндра; 35) опилить торцевую поверхность стержня; 36) отметить на заготовке длину участка, подлежащего опиливанию; 37) опилить углы восьмигранника до получения равностороннего шестнадцатигранника; 38) опилить вогнутую поверхность последовательно круглыми или полукруглыми напильниками № 1, 2 и 3 до разметочной риски; 39) закрепить заготовку в тисках так, чтобы вогнутая поверхность находилась над губками тисков. 9. Восстановите правильную последовательность выполнения работ по опиливанию с применением ручной пневматической машины с возвратно-поступательным движением инструмента. Перечень работ, выполняемых при опиливании ручной пневматической машиной с возвратно-поступательным движением инструмента:
1) закрепить предварительно размеченную заготовку в тисках так, чтобы разметочная риска находилась выше тисков на 5...8 мм; 2) протереть и убрать на место постоянного хранения шланг подачи сжатого воздуха; 3) опилить поверхность, чередуя поперечный и диагональный штрихи при перемещении машинного напильника; 4) проверить состояние шланга подвода сжатого воздуха; 5) открыть кран подачи сжатого воздуха и проверить работу на холостом ходу; 6) извлечь заготовку из тисков и проверить качество опиливания; 7) закрепить в патроне опиловочной машины машинный напильник; 8) перекрыть подачу сжатого воздуха, снять шланг, извлечь инструмент из патрона и убрать опиловочную машину на место. 10. Восстановите правильную последовательность выполнения работ при опиливании ручной электрической машиной с гибким валом. Перечень работ, выполняемых при опиливании ручной электрической машиной с гибким валом:
1) выбрать инструмент, необходимый для обработки; 2) извлечь инструмент из патрона машины; 3) установить инструмент в патрон и надежно закрепить его; 4) извлечь заготовку из тисков и проверить ее соответствие чертежу;
рис 1.3. Слесарный угольник: а — обрабатываемые поверхности [1 — 7); б — размеры угольника
5) включить привод и проверить работу машины на холостом ходу; 6) закрепить в тисках предварительно размеченную заготовку; 7) опилить обрабатываемые поверхности заготовки; 8) установить необходимую для обработки частоту вращения шпинделя электрической опиловочной машины. 11. Составьте инструкционную карту изготовления из листового проката слесарного угольника, изображенного на рис. 1.3. 12. Составьте инструкционную карту изготовления слесарного крейцмейселя, изображенного на рис. 1.4. 13. Составьте инструкционную карту изготовления слесарного молотка с квадратным бойком, изображенного на рис. 1.5. 14. Укажите причины, которые могут привести к появлению в процессе опиливания следующих дефектов: а) отклонение опиленного круглого стержня от круглости (овальность, конусность); б) «завал» в задней части плоской детали; в) невозможность опилить сопряженные плоские поверхности под прямым углом; г) грубая окончательная отделка опиленной поверхности; д) «завал» в передней части плоской детали; е) неплотное прилегание шаблона к плоским поверхностям, сопряженным под острым утлом; ж) несоответствие опиленной криволинейной поверхности профилю контрольного шаблона; з) «завал» опиленной широкой плоской поверхности; и) невозможность опилить плоские поверхности параллельно друг другу; к) несоответствие опиленного сопряженного контура детали сопряженному профилю шаблона.
Рис. 1.5. Слесарный молоток с квадратным бойком Причины появления дефектов в процессе опиливания:
1) нарушена последовательность действий при обработке; 2) тиски установлены слишком высоко; 3) некачественно отделан угол в сопряжении; 4) опиливание производилось только в одном направлении; 5) выбрана нерациональная последовательность опиливания и контроля; 6) тиски установлены слишком низко; 7) отделка производилась драчовым напильником; 8) не соблюдались правила опиливания; 9) применялись неправильные приемы отделки поверхности.
15. Укажите способы предупреждения появления в процессе опиливания дефектов, перечисленных в задании 14. Способы предупреждения появления дефектов в процессе опиливания:
1) вначале точно, под лекальную линейку, производить чистовое опиливание базовой поверхности, а затем по ней припиливать сопряженную плоскую поверхность;
2) выполнять отделку поверхности продольным штрихом, осуществляя захват напильника щепотью; 3) при опиливании широкой плоской поверхности чередовать продольное, поперечное и перекрестное опиливание; 4) отрегулировать высоту тисков по росту; 5) соблюдать типовую последовательность действий при обработке; 6) внимательно следить за опиливанием мест сопряжения; 7) при опиливании чаще измерять размеры стержня в разных его сечениях по длине; 8) отделку поверхности обязательно производить личным напильником; 9) делать прорезь в месте сопряжения поверхностей; 10) чаще проверять плоскостность и размеры опиливаемых поверхностей, имеющих заданное взаимное расположение; 11) осуществлять поэтапное опиливание цилиндрических поверхностей: сначала на многогранник, а затем окончательно с регулярным контролем универсальными инструментами или шаблоном.
ТЕСТ № 8 Междисциплинарный курс Слесарное дело и технические измерения
РАЗМЕРНАЯ СЛЕСАРНАЯ ОБРАБОТКА Обработка отверстий Контрольные задания 1. Выберите инструменты, которые необходимо использовать при обработке: а) сквозных и глухих цилиндрических отверстий диаметром 0,15...80 мм с точностью по 8...9 квалитетам и шероховатостью обработанной поверхности до Rz 40 мкм; б) цилиндрических и конических отверстий с точностью по 7... 8 квалитетам и шероховатостью обработанной поверхности до Ra 2,5 мкм; в) цилиндрических и конических отверстий с точностью по 5... 6 квалитетам и шероховатостью обработанной поверхности до Ra 0,63 мкм; г) отверстий под потайные, полупотайные и цилиндрические головки винтов и заклепок с точностью по 7...8 квалитетам и шероховатостью обработанной поверхности до Ra 2,5 мкм; д) торцевых поверхностей, бобышек и приливов под головки винтов и болтов, шайбы и гайки с точностью обработки по 7...8 квалитетам и шероховатостью обработанной поверхности до Ra 2,5 мкм. Инструменты для обработки отверстий: 1) развертка; 2) цековка; 3) зенкер; 4) сверло; 5) зенковка. 2. Укажите, какое из сверл целесообразно использовать при обработке: а) отверстия с большим отношением диаметра к глубине (глубокого или сверхглубокого отверстия); 6) центрового отверстия; в) отверстия диаметром до 80 мм; г) глубокого отверстия диаметром более 80 мм. Типы сверл для обработки отверстий: 1)перовое; 2) кольцевое; 3) центровочное; 4) ружейное; 5) спиральное.
3. Выберите угол заточки рабочей части сверла, необходимый при обработке заготовок из следующих материалов: а) конструкционная сталь; б) инструментальная сталь; в) медный сплав; г) пластическая масса; д) жаропрочная и коррозионно-стойкая сталь; е) медь; ж) алюминиевый сплав; з) магниевый сплав; и) титановый сплав. Рекомендуемые углы заточки спиральных сверл: 1) 118°; 2) 118...150° 3) 35...80°; 4) 70...118°; 5) 135... 140°; 6) 110...118°; 7) 127°; 8) 90... 140°; 9) 118...150°.
4. Выберите форму заточки рабочей части спирального сверла для обработки отверстий: а) диаметром 0,25... 12 мм в заготовках из стали или чугуна; б) диаметром 12... 80 мм в заготовках из стального литья, покрытого коркой; в) диаметром 12... 80 мм в заготовках из стали и стального литья со снятой коркой; г) диаметром 12...80 мм в заготовках из чугунного литья, покрытого коркой; д) в заготовках из чугунного литья со снятой коркой. Формы заточки спиральных сверл: 1) двойная с подточкой перемычки; 2) одинарная; 3) одинарная с подточкой перемычки и ленточки; 4) двойная с подточкой перемычки и ленточки; 5) одинарная с подточкой перемычки и ленточки.
5. Выберите приспособление, которое необходимо использовать при закреплении в отверстии шпинделя сверлильного станка спиральных сверл, имеющих следующий хвостовик: а) цилиндрический; б) конический. Приспособления для установки спиральных сверл в отверстии шпинделя сверлильного станка: 1) быстросменный сверлильный патрон; 2) трехкулачковый сверлильный патрон; 3) цанговый сверлильный патрон; 4) самоустанавливающийся сверлильный патрон; 5) качающаяся оправка; 6) переходные втулки.
6. Выберите приспособления, которые необходимо использовать для установки и крепления на столе вертикально- или радиально-сверлильного станка заготовок: а) с плоскими поверхностями; б) с цилиндрическими поверхностями; в) сложной формы, например рычагов; г) различных форм и размеров; д) в условиях серийного и массового производства Приспособления для установки и крепления заготовок на столе вертикально- или радиально-сверлильного станка: 1) машинные тиски; 4) угольник; 2) прихват; 5) кондуктор. 3) призма; 7. Составьте инструкционную карту затачивания спирального сверла.
8. Восстановите правильную последовательность выполнения работ при сверлении отверстий ручной дрелью. Перечень работ, выполняемых при сверлении отверстий ручной дрелью:
1) провернуть дрель, для того чтобы убедиться в отсутствии биения сверла; 2) проверить наличие смазки в зубчатой передаче и смазать ее в случае необходимости; 3) проверить легкость вращения патрона дрели; 4) подвести вершину сверла к керну и произвести пробное сверление; 5) убедиться в надежности крепления нагрудника для упора; 6) закрепить предварительно размеченную заготовку в тисках; 7) установить сверло в патрон дрели и закрепить его; 8) произвести окончательное сверление отверстия; 9) внести в надсверленное отверстие несколько капель масла. 9. Восстановите правильную последовательность выполнения работ при сверлении отверстий электрической дрелью. Перечень работ, выполняемых при сверлении отверстий электрической дрелью:
1) установить на дрель патрон и закрепить его; 2) проверить состояние изоляции токопроводящего шнура и обеспечить его защиту от повреждений в процессе работы; 3) подключить токопроводящий шнур к сети и, нажав пусковую кнопку, дать возможность дрели поработать на холостом ходу приблизительно 1 мин; 4) проверить соответствие напряжения сети напряжению, указанному в таблице, закрепленной на корпусе дрели; 5) установить сверло непосредственно в коническом отверстии шпинделя дрели или в сверлильном патроне; 6) убедиться в наличии заземляющего устройства и его исправности; 7) протереть коническое отверстие шпинделя дрели или внутреннюю поверхность патрона и хвостовик сверла; 8) проверить работу дрели на холостом ходу; 9) выполнить сверление отверстия.
10. Восстановите правильную последовательность выполнения работ при сверлении отверстий пневматической дрелью. Перечень работ, выполняемых при сверлении отверстий пневматической дрелью: 1) установить сверло в патрон пневматической дрели; 2) проверить состояние шланга подвода воздуха; 3) произвести сверление отверстия; 4) подключить шланг к сети сжатого воздуха. 11. Восстановите правильную последовательность выполнения работ при подготовке к работе вертикально- или радиально-сверлильного станка. Перечень работ, выполняемых при подготовке к работе вертикально- или радиально-сверлильного станка: 1) подключить станок к сети электрического питания; 2) проверить исправность системы охлаждения; 3) проверить заземление станка и наличие ограждений на его подвижных частях; 4) включить станок, нажав кнопку «Пуск»; 5) выключить станок, нажав кнопку «Стоп»; 6) убедиться в наличии и исправности местного освещения; 7) провернуть шпиндель станка от руки, чтобы убедиться в его плавном, без заедания, вращении; 8) произвести смазывание станка в соответствии со схемой смазки; 9) установить рукоятки управления коробкой скоростей станка в положение, соответствующее заданной частоте вращения шпинделя.
12. Восстановите правильную последовательность выполнения работ при установке режущего инструмента в шпинделе сверлильного станка. Перечень работ, выполняемых при установке режущего инструмента в шпинделе сверлильного станка: 1) установить на столе станка деревянную прокладку; 2) опустить шпиндель станка с установленным в нем сверлом до упора в деревянную прокладку и, нажав на него, обеспечить плотную посадку сверла в отверстии шпинделя; 3) надеть на хвостовик сверла переходную втулку (в случае необходимости); 4) протереть посадочные (конические) поверхности шпинделя, сверла и переходной втулки (в случае ее применения для установки инструмента); 5) ввести сверло в коническое отверстие шпинделя и сильным толчком вверх обеспечить его плотную посадку.
13. Восстановите правильную последовательность выполнения работ при установке заготовки на столе сверлильного станка. Перечень работ, выполняемых при установке заготовки на столе сверлильного станка:
1) переместить заготовку вместе с прокладками по поверхности стола так, чтобы центр отверстия, подлежащего обработке, совпадал с осью сверла; 2) отрегулировать взаимное положение стола станка и его шпинделя, подняв стол или опустив шпиндельную бабку; 3) закрепить заготовку на столе станка при помощи прихватов; 4) положить на стол станка прокладки и установить на них обрабатываемую заготовку; 5) протереть стол станка, удалив с его поверхности загрязнения, смазочные масла и эмульсию.
14. Выберите смазочно-охлаждающую среду, которую необходимо использовать при обработке следующих материалов: а) легированная сталь; б) конструкционная сталь; в) жаропрочная сталь; г) коррозионно-стойкая сталь; д) титановый сплав; е) бронза; ж) цинк; з) латунь; и) медь; к) алюминий; л) силумин; м) углеродистая инструментальная сталь; н) резина; о) волокнит; п) винипласт; р) органическое стекло; с) полистирол; т) текстолит; у) гетинакс; ф) аминопласт; х) чугунное литье; ц) отбеленный чугун; ч) эбонит.
Охлаждающие среды, применяемые при обработке сверлением:
1) керосин; 2) эмульсия; 3) водный раствор соды; 4) 6%-ный раствор эмульсола с добавками хлористого бария и нитрат натрия; 5) водный раствор буры и мыла; 6) осерненное минеральное масло; 7) обдув сжатым воздухом; 8) керосин с касторовым или сурепным маслом; 9) обработка всухую; 10) скипидар,
15. Определите режимы резания при обработке сквозного отверстия диаметром 14 мм в заготовке из стали У7 толщиной 30 мм.
16. Составьте инструкционные карты выполнения следующих учебно-производственных работ, связанных со сверлением отверстий: а) по разметке; б) диаметром более 20 мм; в) в полых тонкостенных деталях; г) на цилиндрической поверхности; д) ступенчатых.
17. Укажите причины, которые могут привести к появлению в процессе сверления следующих дефектов: а) отверстие больше заданного размера; глухое отверстие, просверленное на глубину, превышающую заданную; повышенная шероховатость поверхности отверстия; перекос отверстия; смещение оси отверстия. Причины появления дефектов в процессе сверления:
1) биение сверла в шпинделе; 2) неправильная установка детали на столе станка; 3) сверление тупым или неправильно заточенным сверлом; 4) недостаточное охлаждение; 5) неправильный выбор смазочно-охлаждающей технологической среды (СОТС); 6) неравная длина режущих кромок; 7) слабое крепление заготовки на столе станка; 8) попадание стружки под опорную поверхность заготовки; 9) неправильная установка упора; 10) неправильная разметка заготовки; 11) чрезмерно большая подача; 12) применение сверла увеличенного диаметра по сравнению с заданным; 13) люфт сверла в конусной переходной втулке; 14) применение непараллельных прокладок.
18. Укажите способы, которые позволяют предупредить появление в процессе сверления дефектов, перечисленных в задании 7. Способы предупреждения появления дефектов в процессе сверления:
1) правильно размечать деталь; 2) проверять установку и закрепление детали; 3) проверять правильность заточки сверла; 4) уменьшать подачу; 5) проверять установку сверла и детали; 6) заменять переходную коническую втулку; 7) предварительно сверлить пробное углубление, проверяя его положение относительно размеченного контура; 8) выверять установку сверла; 9) выбирать сверла необходимого диаметра; 10)увеличивать подачу СОТС или заменять ее; 11)заменять прокладки; 12)тщательно очищать стол и опорную поверхность детали от стружки; 13) проверять установку упора. 19. Укажите причины, которые могут привести к появлении следующих видов поломки сверла в процессе обработки отверстий: а) поломка винтовой части сверла; б) поломка лапки хвостовика; в) выкрашивание режущих кромок; г) затупление режущих кромок; д) быстрый износ режущих кромок. Причины поломок спиральных сверл:
1) грязь и заусенцы в гнезде переходной втулки или отверстии шпинделя; 2) работа затупленным сверлом; 3) плохая пригонка хвостовика сверла к конусной переходной втулке ил отверстию шпинделя; 4) неправильная заточка сверла; 5) недостаточное охлаждение сверла или неправильный выбор СОТС; 6) чрезмерно большая подача; 7) чрезмерно большая скорость резания; 8) малая скорость резания при большой подаче; 9) забивание спиральной канавки сверла стружкой; 10) наличие твердых включений или раковин в обрабатываемой заготовке; 11)сверление плохо закрепленных или незакрепленных заготовок; 12) проворачивание сверла в патроне.
20. Укажите способы, которые позволяют предупредить полом-спиральных сверл, перечисленных в задании 9. Способы предупреждения поломок спиральных сверл:
1) переточить сверло, уменьшив задний угол; 2) увеличивать скорость резания; 3) правильно устанавливать и закреплять заготовку; 4) чаще выводить сверло из отверстия и удалять стружку; 5) уменьшать подачу; 6) надежно закреплять сверло; 7) уменьшать скорость резания; 8) затачивать сверло; 9) увеличивать подачу СОТС; 10) устанавливать сверло так, чтобы его лапка полностью вошла в прорезь переходной втулки или шпинделя; 11) выбирать СОТС в соответствии с обрабатываемым материалом; 12) вырубать внутри отверстия твердое включение. 21. Выберите конструкцию зенкера и материал его рабочей части ддя обработки: а) конструкционной стали при диаметре отверстия до 32 мм; б) труднообрабатываемых и закаленных сталей; в) конструкционных сталей при диаметре отверстия 32... 80 мм; г) чугуна; д) алюминиевых сплавов; е) бронзы. Конструкции зенкеров:
1) с насадными головками, выполненными из быстрорежущей стали; 2) цельные, оснащенные режущими пластинами из твердого сплава; 3) с насадными головками, оснащенными режущими пластинами из твердого сплава; 4) цельные с рабочей частью, выполненной из быстрорежущей стали.
22. Пользуясь перечнем приспособлений для установки спиральных сверл в отверстии шпинделя сверлильного станка, приведенным в задании 5, укажите, какие из них наиболее целесообразно использовать при обработке отверстий зенкерованием, зенковани-ем и цекованием.
23. Определите, пользуясь справочником, режимы резания при зенкеровании отверстия диаметром 80 мм в заготовке из конструкционной стали, если оно было предварительно обработано до диаметра 74 мм.
24. Восстановите правильную последовательность выполнения работ при следующих видах обработки отверстий: а) зенкерование; б) зенкование; в) цекование. Перечень работ, выполняемых при зенкеровании, зенковании и цековании отверстий:
1) установить сверло в быстросменный патрон; 2) зенкеровать отверстие; 3) установить заготовку на столе станка; 4) зенковать отверстие; 5) установить цековку в быстросменный патрон; 6) установить зенкер в быстросменный патрон; 7) установить быстросменный патрон в шпинделе станка; 8) сверлить отверстие; 9) установить зенковку в быстросменный патрон; 10)цековать торцевую поверхность отверстия; 11)настроить станок на заданные режимы обработки.
25. Укажите причины, которые могут привести к появлению в процессе зенкерования и зенкования следующих дефектов: а) грубая обработка и задиры на обработанной поверхности; б) перекос отверстия, зенкерованного в необработанной корпусной заготовке (заготовка получена литьем); в) диаметр зенкованной части отверстия больше диаметра зенковки; г) несоответствие глубины зенкованной части отверстия заданной.
Причины появления дефектов в процессе зенкерования и зенкования:
1) заготовка установлена на столе неправильно; 2) работа не окончена; 3) диаметр цапфы зенковки меньше диаметра отверстия; 4) под зубья инструмента попадает стружка; 5) измерения или работы выполнены неточно; 6) отсутствует охлаждение.
26. Укажите способы, которые позволяют предупредить появление в процессе зенкерования и зенкования дефектов, перечисленных в задании 25. Способы предупреждения появления дефектов в процессе зенкерования и зенкования:
1) обрабатывать отверстия в заготовках из стали с применением СОТС; 2) прочно закреплять заготовку на столе станка; 3) удалять стружку, периодически выводя инструмент из отверстия; 4) при установке заготовки на столе станка особое внимание обращать на расположение оси обрабатываемого отверстия относительно оси инструмента; 5) внимательно следить за тем, чтобы диаметр цапфы точно соответствовал диаметру обрабатываемого отверстия; 6) при обработке отверстий пользоваться быстросменным патроном; 7) более тщательно измерять глубину зенкования; 8) продолжать обработку.
27. Определите, пользуясь справочником, величину припуска на черновое и чистовое развертывание отверстия диаметром 50 мм и вычислите величину общего припуска на обработку. 28. Восстановите правильную последовательность работ при обработке отверстий развертыванием: а) вручную; б) на вертикально- или радиально-сверлильном станке. Перечень работ, выполняемых при развертывании отверстий:
1) надеть вороток на квадратный конец развертки; 2) заменить развертку сначала получистовой, а затем чистовой и произвести развертывание отверстия; 3) проверить отсутствие на рабочих поверхностях развертки выкрошенных или сломанных зубьев, трещин и забоин; 4) переместить развертку плавно вниз до ее выхода из отверстия; 5) установить на столе станка заготовку; 6) развернуть отверстие; 7) установить в отверстие шпинделя станка специальный патрон (быстросменный, самоустанавливающийся, качающуюся оправку); 8) настроить станок на соответствующие режимы обработки (сверление, зенкерование, развертывание); 9) установить заготовку с предварительно подготовленным под развертывание отверстием в тисках или специальном приспособлении; 10)установить в предварительно обработанное отверстие черновую развертку и убедиться, используя слесарный угольник, в том, что ее ось совпадает с осью обрабатываемого отверстия; 11) выполнить, если это необходимо, сверление и зенкерование отверстия с припуском на развертывание.
29. Укажите причины, которые могут привести к появлению в процессе развертывания следующих дефектов: а) не выдержан размер отверстия; б) остались следы предварительной обработки отверстия; в) на поверхности отверстия остались следы дробления; г) на поверхности отверстия остались задиры. Причины появления дефектов в процессе развертывания:
1) вращение развертки в разные стороны при ручном развертывании; 2) завышение припуска; 3) неправильный выбор диаметра развертки; 4) малый припуск на развертывание; 5) вращение развертки рывками при ручном развертывании; 6) биение развертки при машинном развертывании; 7) грубая предварительная обработка отверстия; 8) неправильная заточка развертки; 9) неправильный выбор СОТС; 10) недостаточная подача СОТС в зону резания.
30. Укажите способы, которые позволяют предупредить появление в процессе развертывания дефектов, перечисленных в задании 29. Способы предупреждения появления дефектов в процессе развертывания:
1) применять для установки развертки качающуюся оправку; 2) плавно и равномерно вращать развертку; 3) улучшать подготовку отверстия под развертывание; 4) уменьшать припуск; 5) вращать развертку только в одну сторону; 6) заменять развертку; 7) заменять СОТС; 8) увеличивать количество СОТС, подаваемой в зону резания.
ТЕСТ №9 Междисциплинарный курс Слесарное дело и технические измерения РАЗМЕРНАЯ СЛЕСАРНАЯ ОБРАБОТКА Обработка резьбовых поверхностей
Контрольные задания 1. Выберите тип метчика, который необходимо использовать для нарезания резьбы: а) в гайках; б) в плашках; в) с одновременным сверлением; г) диаметром свыше 24 мм. Типы метчиков для нарезания резьбы:
1) ручной; 2) машинный; 3) гаечный; 4) маточный; 5) сборный.
2. Выберите приспособление, которое наиболее целесообразно использовать при нарезании резьбы вручную в глухом отверстии: а) вороток с нерегулируемым отверстием; 6) тарированный вороток; в) вороток с регулируемым отверстием. 3. Выберите СОТС, которую наиболее целесообразно использовать при обработке резьбовых поверхностей в заготовках из следующих материалов: а) углеродистая сталь; б) легированная сталь; в) литой чугун; г) конструкционная сталь; д) кованый чугун; е) коррозионно-стойкая сталь; ж) бронза; з) цинк; латунь алюминиевый сплав; жаропрочная сталь. и) к) л) СОТС для обработки резьбовых поверхностей:
1) эмульсия; 2) осерненное масло с керосином; 3) смешанные масла; 4) смесь 60% сульфофрезола, 25% керосина и 15% олеиновой кислоты; 5) осерненное масло с керосином и олеиновой кислотой; 6) касторовое масло; 7) олеиновая кислота; 8) смесь 85% сульфофрезола и 15% олеиновой кислоты; 9) керосин; 10) без охлаждения; 11)обдув сжатым воздухом; 12) смесь 50 % осерненного масла, 30 % керосина и 20 % олеиновой кислоты; 13) смесь 80% сульфофрезола и 20% олеиновой кислоты; 14)3...5%-ная эмульсия.
4. Определите, пользуясь справочником, диаметр сверла, необходимый для подготовки отверстия под нарезание резьбы: а) Мб; г) С-Ш"; б) М16х1,5; д) G 1 ½”. в) G 1/2”;
5. Определите, пользуясь справочником, частоту вращения шпинделя сверлильного станка, необходимую для нарезания резьбы М12х 1,75 в заготовке: а) из углеродистой стали; б) хромистой стали; в) чугуна.
6. Выберите приспособление, которое наиболее целесообразно использовать для закрепления метчика в шпинделе сверлильного станка с целью предупреждения его поломки. Приспособления для закрепления метчика в шпинделе сверлильного станка:
1) предохранительный патрон; 2) трехкулачковый патрон; 3) реверсивный патрон; 4) реверсивный предохранительный патрон.
7. Составьте инструкционные карты выполнения следующих учебно-производственных работ: а) подготовка отверстия под нарезание резьбы; б) нарезание внутренней резьбы в сквозном отверстии вручную; в) нарезание внутренней резьбы в глухом отверстии вручную; г) нарезание внутренней резьбы ручным механизированным инструментом; д) нарезание внутренней резьбы на сверлильном станке.
8. Укажите причины, которые могут привести к появлению в процессе нарезания внутренней резьбы следующих дефектов: а) рваная резьба; б) тупая резьба; в) неудовлетворительная чистота поверхности профиля резьбы; г) прохождение непроходной калибр-пробки; д) тугая резьба; е) конусность резьбы. Причины появления дефектов в процессе нарезания внутренней резьбы:
1) повышенная шероховатость резьбы метчика; 2) отсутствие у метчика обратного конуса; 3) неудовлетворительное охлаждение; 4) низкое качество СОТС; 5) повышенная скорость резания; 6) биение метчика; 7) завышенный диаметр отверстия под резьбу; 8) неправильный выбор СОТС; 9) затупившийся метчик; 10) чрезмерно высокая скорость резания; 11) высокая вязкость металла; 12) перекос оси инструмента относительно оси отверстия; 13) недостаточная длина заборного конуса инструмента.
9. Укажите способы, которые позволяют предупредить появление в процессе нарезания внутренней резьбы дефектов, перечисленных в задании 8.
Способы предупреждения появления дефектов в процессе нарезания внутренней резьбы:
1) заменить метчик; 2) правильно подбирать диаметр отверстия под резьбу; 3) правильно устанавливать инструмент; 4) выбирать рациональные скорости резания; 5) правильно устанавливать и вращать метчик; 6) заменить патрон; 7) использовать метчики требуемой конструкции и геометрии с учетом обрабатываемого материала; 8) применять наиболее эффективные СОТС; 9) не допускать биения метчика; 10)увеличивать подачу СОТС.
10. Составьте инструкционные карты извлечения сломанного! метчика из отверстия, если сломанный метчик:
а) не выступает из отверстия стальной заготовки; б) выступает над поверхностью заготовки; в) не выступает над поверхностью заготовки из алюминиевого сплава.
11. Определите, пользуясь справочником, диаметр стержня для нарезания на нем следующей резьбы: а) Мб; г) GV4"; б) М10; Д) G И". в) Ml 6;
12. Составьте инструкционные карты выполнения учебно-производственных работ по нарезанию наружной резьбы вручную: а) круглой плашкой; б) раздвижной плашкой.
13. Составьте инструкционную карту выполнения учебно-] производственных работ по нарезанию резьбы на трубах. Контрольные вопросы 1. Какие параметры характеризуют метрическую, дюймовую и трубную резьбу? 2. Для каких целей применяют таблицы резьбы? 3. Как определить диаметр отверстия, в котором необходимо нарезать внутреннюю резьбу? 4. Почему метчики изготавливают комплектами из двух-трех штук? 5. Какие конструкции воротков применяют для нарезания внутренней резьбы? 6. Для чего применяют смазку при нарезании резьбы? 7. Какие меры предпринимают для предупреждения поломки метчика в процессе работы? 8. Как настраивают сверлильный станок на нарезание внутренней резьбы? 9. Какие инструменты применяют для нарезания наружной резьбы? 10. В каком случае точность резьбы будет выше: при нарезании цельной плашкой или разрезной? 11. Как выбирают диаметр стержня для нарезания на нем резьбы? 12. Как подготовить стержень для нарезания резьбы? 13. К чему может привести несовпадение осей плашки и стержня, на котором нарезается резьба? 14. Как определяют диаметр стержня для накатывания на нем резьбы?
ТЕСТ №10 Междисциплинарный курс Слесарное дело и технические измерения
ПРИГОНОЧНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ Распиливание и припасовка Контрольные задания
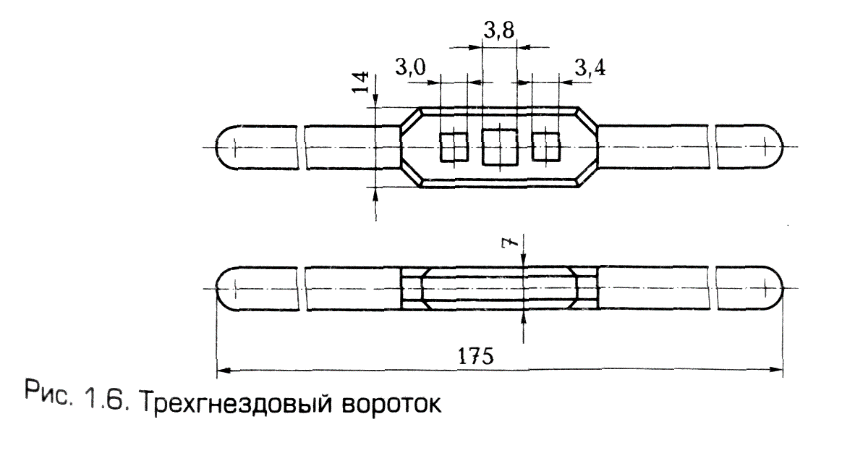
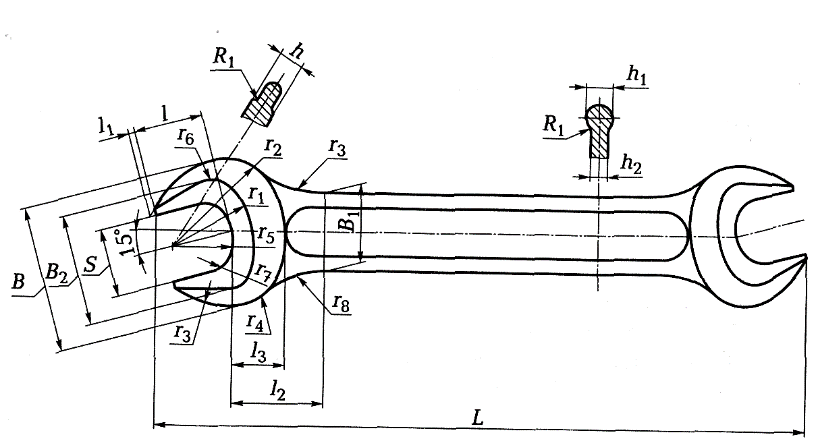
1. Составьте инструкционные карты выполнения учебно-производственных работ по распиливанию: а) квадратных отверстий трехгнездового воротка (рис. 1.6); б) зева двухстороннего гаечного ключа (рис. 1.7); в) отверстия накидного гаечного ключа (рис. 1.8).
Рис. 1.6. Трехгнездовый вороток
Рис. 1.7. Двухсторонний гаечный ключ с открытым зевом: S - размер под ключ; В - ширина головки ключа; В1— ширина рукоятки ключа; В2 — ширина площадки на головке ключа; h, h1, h2 — толщина ключа в разных сечениях; L - длина ключа; l , l 1 - l 3 - длина отдельных участков головки ключа; r 1 – r 8 R1 - радиусы сопряжений
Рис. 1.8. Накидной гаечный ключ
2. Восстановите правильную последовательность выполнения работ при изготовлении шаблона и контршаблона для контроля соединений типа «ласточкин хвост» (рис. 1.9). Рис. 1.9. Шаблон (а) и контршаблон (б) для контроля соединений типа' «ласточкин хвост»: 1—8 — обрабатываемые поверхности Перечень работ, выполняемых при изготовлении шаблона и контршаблона для соединений типа «ласточкин хвост»:
1) вырезать слесарной ножовкой материал из выемок между поверхностями 7—8 и 2—3 шаблона; 2) распилить круглым напильником перегородки между отверстиями, просверленными в заготовке проймы, и удалить лишний материал; 3) проверить качество соединения шаблона и контршаблона; 4) обработать предварительно напильником соответствующего профиля (плоский, квадратный, трехгранный) поверхности 2, 3 и 5 контура контршаблона, оставляя припуск 0,5 мм на окончательную обработку; 5) разметить заготовку, подлежащую обработке; 6) сверлить отверстия диаметром 3...5 мм вдоль разметочной риски, соответствующей поверхности 5 шаблона; 7) вырезать из листового материала прямоугольную заготовку с размерами, соответствующими размерам шаблона с учетом припуска 1... 2 мм на последующую обработку; 8) выполнить слесарной ножовкой два реза вдоль боковых сторон шаблона, оставляя припуск на последующую обработку; 9) осуществить пригонку контршаблона по шаблону, используя надфили с насечкой № 4 и 5; 10) опилить предварительно поверхности 7, 8, 2 и 3; 11)опилить окончательно поверхности шаблона (контршаблона); 12) опилить предварительно узкие поверхности прямоугольной заготовки, создавая базы для последующей обработки; 13)сверлить отверстия диаметром 2,0...2,5 мм в точках пересечения разметочных рисок, определяющих контуры шаблона и контршаблона. 3. Укажите причины, которые могут привести к появлению в процессе распиливания и припасовки следующих дефектов: а) перекос отверстия или проема по отношению к базовой поверхности; б) отклонение формы отверстия или проема от требований чертежа; в) несовпадение симметричных контуров припасовываемой пары при их кантовке на 180°; г) неплотное прилегание одной из деталей пары (проймы) к другой (вкладышу) в углах; А) превышение допустимого зазора между припасовываемыми деталями. Причины появления дефектов в процессе распиливания и припасовки:
1) распиливание выполнялось без проверки формы отверстия или проема по шаблону (вкладышу); 2) нарушена последовательность выполнения работ при припасовке; 3) произошел перекос при сверлении или рассверливании; 4) не обработаны углы проймы; 5) контроль при распиливании производился неточно; 6) одна из деталей пары (контршаблон) изготовлена несимметрично. 4. Укажите способы, которые позволяют предупредить появление дефектов при распиливании и припасовке, перечисленных в задании 3. Способы предупреждения появления дефектов в процессе распиливания и припасовки:
1) заканчивать черновое распиливание, не доходя 0,5 мм до разметочной риски; 2) тщательно проверять симметричность вкладыша при разметке и изготовлении; 3) следить за перпендикулярностью инструмента базовой поверхности заготовки при сверлении и рассверливании; 4) сначала изготавливать одну деталь пары, а затем по ней припасовывать другую; 5) производить чистовую обработку отверстия или проема с тщательной проверкой его формы и размеров измерительными инструментами или шаблоном (вкладышем); 6) в процессе работы систематически проверять перпендикулярность плоскости распиливаемого проема или отверстия базовой поверхности заготовки; 7) прорезать ножовкой или распиливать круглым напильником углы проймы.
ТЕСТ №11 Междисциплинарный курс Слесарное дело и технические измерения ПРИГОНОЧНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ Шабрение Контрольные задания 1. Выберите тип шабера, который необходимо использовать при обработке поверхностей следующих типов: а) плоская; б) вогнутая. Типы шаберов:
1) односторонний с прямой режущей кромкой; 2) двухсторонний; 3) изогнутый с прямой режущей кромкой; 4) трехгранный. 2. Определите, пользуясь справочником, угол заострения следующих типов шаберов: а) плоский для черной обработки стальных заготовок; б) трехгранный для чистовой обработки чугунных заготовок; в) плоский для отделочной обработки стальных заготовок; г) трехгранный для отделочной обработки заготовок из бронзы; д) плоский для чистовой обработки стальных заготовок; е) трехгранный для отделочной обработки чугунных заготовок.
3. Определите, пользуясь справочником, величину припуска на шабрение плоской поверхности следующих размеров: а) 80x600 мм; г) 600 x1200 мм; б) 140 x800 мм; д) 800 x2100 мм. в) 450 x950 мм; 4. Определите, пользуясь справочником, величину припуска на Шабрение отверстия длиной 250 мм, если его диаметр равен: а) 40 мм; г) 210 мм; б) 90 мм; д) 420 мм. в) 130 мм; 5. Восстановите правильную последовательность выполнения работ при заточке данных типов шаберов: а) плоский; б) трехгранный. Перечень работ, выполняемых при заточке шаберов:
1) придать торцевой поверхности шабера радиусную форму, удерживая его на подручнике; 2) поднять верхнюю часть шабера в вертикальной плоскости на угол, соответствующий углу заточки, и, удерживая шабер двумя руками на подручнике, заточить режущую кромку; 3) разместить шабер на подручнике заточного станка так, чтобы его торцевая поверхность была параллельна периферии заточного круга; 4) произвести доводку режущей кромки шабера; 5) удалить, перемещая шабер вдоль периферии заточного круга, слой материала с его торцевой поверхности; 6) подготовить абразивный брусок или чугунную плиту к доводке режущей кромки шабера; 7) установить шабер на подручнике заточного станка с наклоном к периферии шлифовального круга под углом приблизительно 45° в вертикальной плоскости; 8) произвести заточку режущих кромок.
6. Восстановите правильную последовательность выполнения работ при подготовке поверхности под шабрение. Перечень работ, выполняемых при подготовке поверхности под шабрение:
1) извлечь заготовку из тисков и проверить на краску; 2) окрасить поверхность, подлежащую шабрению; 3) удалить при помощи напильника с поверхности заготовки окрашенные участки; 4) подготовить окрашивающий состав; 5) очистить и тщательно протереть проверочную плиту; 6) проверить расположение окрашенных участков на поверхности заготовки; 7) нанести на поверхность проверочной плиты окрашивающий состав. 7. Восстановите правильную последовательность выполнения работ при шабрении плоской поверхности методом: а) «от себя»; б) «на себя». Перечень работ, выполняемых при шабрении плоской поверхности:
1) срезать с поверхности заготовки слой материала вместе с краской; 2) закончить процесс шабрения; 3) наложить ладонь левой руки на шабер в его средней части и обхватить стержень шабера пальцами; 4) проверить качество обработанной поверхности на краску; 5) произвести повторное шабрение (в случае необходимости); 6) закрепить подготовленную к шабрению заготовку в тисках; 7) установить шабер на обрабатываемую поверхность в начале пятна краски под углом 30...40° к этой поверхности; 8) удалить с обрабатываемой поверхности все пятна краски вместе со слоем материала; 9) захватить ладонью правой руки шабер за рукоятку так, чтобы большой палец располагался на ее торцевой поверхности, а остальные — обхватывали рукоятку; 10) подвести шабер к краю окрашенного места, расположив его под углом 75...80° к обрабатываемой поверхности; 11)взять шабер обеими руками за стержень, положив его рукоятку на правое плечо. 8. Составьте инструкционные карты выполнения учебно-производственных работ по шабрению: а) плоских параллельных поверхностей; б) плоских поверхностей, расположенных под внешним углом 90°; в) плоских поверхностей, расположенных под острым внутренним углом; г) криволинейной поверхности.
9. Определите, пользуясь справочником, вид шабрения (черновое, чистовое, тонкое) и количество контактных пятен на обработанной поверхности, если необходимо произвести шабрение: а) поверхностей скольжения прецизионных станков; б) плоскостей скольжения сопряженных деталей, относительное движение которых осуществляется только при наладке; в) плоскостей сопряжения неподвижных деталей; г) плоскостей направляющих подвижных узлов станков; А) плоскостей направляющих неподвижных узлов станков, по которым перемещаются подвижные узлы. 10. Определите, пользуясь справочником, количество контактных пятен на поверхности, обработанной следующими видами шабрения: а) черновое; б) чистовое; в) отделочное.
11. Укажите причины, которые могут привести к появлению процессе шабрения следующих дефектов: а) полное покрытие пришабренной поверхности краской; б) окрашивание середины или края пришабренной поверхности; в) наличие блестящих полос на пришабренной поверхности; г) неравномерное расположение пятен контакта на пришабрен ной поверхности; д) образование рисок на пришабренной поверхности; е) глубокие впадины на пришабренной поверхности; ж) наличие заусенцев и шероховатостей на пришабренной поверхности; з) неточность размеров между пришабренными поверхностями. Причины появления дефектов в процессе шабрения:
1) выполнение шабрения длинными штрихами; 2) наличие твердых примесей в краске; 3) сильный нажим на шабер; 4) нанесение на поверочный инструмент слишком толстого слоя 5) выполнение шабрения в одном направлении; 6) несоблюдение правильной последовательности шабрения; 7) плохая подготовка поверхности под шабрение; 8) наличие заусенцев на режущих кромках шабера; 9) неправильная заточка и заправка шабера; 10) неправильное движение шабером при работе.
12. Укажите способы, которые позволяют предупредить появление в процессе шабрения дефектов, перечисленных в задании 11. Способы предупреждения появления дефектов в процессе шабрения:
1) не делать длинных рабочих ходов; 2) проверять правильность предварительной обработки поверхности; 3) производить шабрение в различных направлениях, выполняя штрихи под углом 45...60°; правильно затачивать и заправлять шабер; снимать шабером стружку небольшой толщины; краску наносить на поверочный инструмент тонким слоем; 7) вначале шабрить базовую поверхность, а затем сопряженную с ней; 8) проверять состав и качество окрашивающего состава; 4) 5) 6) 9) сочетать контроль плоскостности, прямолинейности и расстояния между поверхностями, обрабатываемыми шабрением.
ТЕСТ №12 Междисциплинарный курс Слесарное дело и технические измерения ПРИГОНОЧНЫЕ ОПЕРАЦИИ СЛЕСАРНОЙ ОБРАБОТКИ Притирка и доводка Контрольные задания
1. Выберите, пользуясь приведенным перечнем, абразивный материал для притирки и доводки заготовок, выполненных из следующих материалов: а) сталь марки 20Х13; б) сталь марки 30X13; в) бронза; г) азотированная сталь марки ХМЮА; д) медно-никелевый сплав; е) серый чугун. Абразивные материалы для притирки и доводки:
2. Из перечня абразивных материалов, приведенного в задании ц выберите те, которые применяются при следующих видах притирки и доводки: а) предварительная; б) окончательная.
3. Восстановите правильную последовательность выполнения работ по ручной притирке и доводке: а) широкой плоской поверхности; б) конической поверхности. Перечень работ при выполнении ручной притирки и доводки:
1) нанести на поверхность одной из обрабатываемых заготовок абразивный материал; 2) осуществить обработку, совершая вращательные движения одной заготовкой относительно другой с одновременным поступательным движением вдоль сопрягаемых поверхностей; 3) проверить состояние поверхностей, подлежащих обработке; 4) нанести на обрабатываемые поверхности слой смазки (в случае необходимости); 5) протереть и обезжирить поверхности, подлежащие обработке; 6) выбрать абразивный материал для обработки; 7) подготовить и шаржировать притир.
4. Составьте инструкционную карту выполнения учебно-производственных работ по притирке с использованием ручного механизированного инструмента.
5. Составьте инструкционные карты шаржирования абразивным материалом следующих типов притиров: а) плоский; б) цилиндрический; в) конический.
6. Выберите смазочный материал, который наиболее целесообразно использовать при притирке и доводке следующих пар заготовка—абразив: а) медь — корунд; д) бронза — оксид железа; б) чугун — корунд; е) сталь — оксид хрома; в) чугун — оксид хрома; ж) сталь — карборунд; г) медь — карборунд; з) чугун — карборунд. Перечень смазочных материалов для притирки и доводки:
1) керосин; 4) животные жиры; 2) машинное масло; 5) бензин. 3) скипидар;
7. Составьте инструкционные карты выполнения учебно-производственных работ по ручной доводке: а) широкой поверхности слесарного угольника; б) узкой поверхности слесарного угольника; в) узких плоских поверхностей пакетом; г) узких вогнутых поверхностей (шаблон для контроля радиусов).
8. Укажите причины, которые могут привести к появлению в процессе притирки (доводки) следующих дефектов: а) на доведенной узкой поверхности заготовки наблюдаются «завалы»; б) на притертой широкой поверхности наблюдаются светлые пятна; в) на притертых конических поверхностях остались следы предыдущей обработки; г) притертые конические поверхности пропускают керосин менее чем через 2 мин. Причины появления дефектов в процессе притирки и доводки: 1) неоконченная притирка; 2) неравномерное нажатие на заготовку в процессе обработки; 3) обработка грубым абразивным порошком; 4) несоблюдение правил обработки. 9. Укажите способы, которые позволяют предупредить появление в процессе притирки и доводки дефектов, перечисленных в задании 8. Способы предупреждения появления дефектов в процессе притирки и доводки: 1) продолжить обработку более грубым абразивом до получения матовой поверхности по всей площади заготовки, а затем обработать окончательно более тонким порошком; 2) заканчивать обработку тонким абразивным порошком; 3) равномерно прижимать заготовку к притиру по всей длине; 4) при обработке использовать всю поверхность притира.
Правила выполнения самостоятельной работы Прежде чем приступить к выполнению задания прочтите рекомендации по работе с данным учебно-методическим пособием. Ознакомьтесь с перечнем рекомендуемой литературы. Прочтите конспект лекций по заданной тематике работы. Выберите именно те материалы, которые соответствуют заявленной теме самостоятельной работы. Составьте план работы и определите, какое максимальное количество времени у вас уйдет на данную работу. По большинству работ предусмотрен отчет в письменной или электронной форме, в котором должны быть указаны: 1) наименование работы; 2) ФИО студента, номер группы; 3) основная часть (доклад, реферат, презентация, схема); 4) список использованной литературы. Письменные и электронные отчеты необходимо сдавать преподавателю. Выполнение большинства заданий рассчитано на 4 - 5 часов работы. Если у вас возникнут затруднения, при выполнении задания обратитесь к преподавателю. Самостоятельная работа студентов оценивается преподавателем по критериям, представленным ниже. Критерии оценки самостоятельной работы Самостоятельная работа студентов оценивается согласно следующим критериям: Оценка «5» выставляется студенту, если: - тематика работы соответствует заданной, студент показывает системные и полные знания и умения по данному вопросу; - работа оформлена в соответствии с рекомендациями преподавателя; - объем работы соответствует заданному; - работа выполнена точно в сроки, указанные преподавателем. Оценка «4» выставляется студенту, если: - тематика работы соответствует заданной, студент допускает небольшие неточности или некоторые ошибки в данном вопросе; - работа оформлена с неточностями в оформлении; - объем работы соответствует заданному или чуть меньше; - работа сдана в сроки, указанные преподавателем, или позже, но не более, чем на 1-2 дня. Оценка «3» выставляется студенту, если: - тематика работы соответствует заданной, но в работе отсутствуют значительные элементы по содержанию работы или тематика изложена нелогично, не четко представлено основное содержание вопроса; - работа оформлена с ошибками в оформлении; - объем работы значительно меньше заданного; - работа сдана с опозданием в сроках на 5-6 дней. Оценка «2» выставляется студенту, если: - не раскрыта основная тема работы; - работа оформлена не в соответствии с требованиями преподавателя; - объем работы не соответствует заданному; - работа сдана с опозданием в сроках больше 7 дней.
Примерный тематический план самостоятельной работы студентов Примерные нормы времени по выполнению самостоятельной работы
Задания для самостоятельной работы студентов Раздел: «Технологический процесс обработки изделия» Цель: закрепить и обобщить теоретические знания и практические умения по технологическим процессам обработки изделия. Задание: 1. Составить плакат, схему или карту по технике безопасности и охране труда при выполнении слесарных работ. 2. Заполнить схему или таблицу по дефектам и технике безопасности при выполнении: а) подготовительных операций в ходе слесарной обработки изделия; б) размерной слесарной обработки изделия; в) пригоночных операций слесарной обработки изделия. 3. Составить инструкционные карты по выполнению слесарных работ (макет инструкционной карты в Приложении В): а) плоскостная разметка; б) пространственная разметка; в) рубка полосового металла; г) правка листового металла; д) опиливание выпуклых поверхностей; е) опиливание вогнутых поверхностей; ж) заточка слесарного инструмента. 4. Подготовить технологические карты по изготовлению не сложных изделий (макет технологической карты в Приложении Г): а) чертилка слесарная; б) отвес. 5. Подготовить рефераты и мультимедиа презентации по темам: - современное рабочее место слесаря; - контрольно-измерительный инструмент; - современное оборудование на рабочем месте слесаря; - конструкционные и инструментальные материалы, применяемые при слесарной обработке; - резание металлов; - разметка металла; -рубка металла; - правка металла; - гибка металла; - резка металла; - опиливание металлов; - обработка отверстий; - обработка резьбовых соединений; - распиливание и припасовка; - шабрение; - притирка и доводка; - паяние металлов; - лужение металлов; - склеивание; - клепка; - обработка металла на металлорежущих станках; - специальные методы паяния. Вопросы для самоконтроля: Ответьте на вопросы с учетом выбора ответа. 1. Что следует понимать под рабочим местом слесаря? а) верстак; б) тиски и верстак; в) определённый участок, оснащённый оборудованием, приспособлениями, инструментами и материалами. 2. На качество выполняемой работы влияет: а) умение читать чертежи; б) организация рабочего места; в) пользование слесарным и измерительным инструментом; г) умение читать чертежи; организация р. м., пользоваться слесарным и измерительным инструментом. 3. Защитный экран на слесарном верстаке необходимо устанавливать для: а) красоты; б) для защиты при рубке металла; в) для защиты при опиливании металла. 4. На рабочем месте должно находиться: а) инструменты, приспособления, заготовки, очки; б) только тот инструмент, который необходим для выполнения данной работы; в) не имеет значения. 5. При слесарной обработке используют: а) стуловые тиски; б) плоскопараллельные тиски; в) не имеет значения. 6. Высота тисков зависит: а) от роста; б) веса; в) освещения. 7. Инструмент на рабочем месте расположен: а) в любом расположении; б) что берёшь правой рукой - справа; что левой рукой - слева; в) что берёшь правой рукой - справа, что левой - перед собой. 8. Утомляемость наступает в зависимости от: а) условий труда; б) шума и вибрации; в) слишком высокий верстак. 9. Защитные ограждения должны иметь: а) все вращающие части станков и механизмов; б) заточной станок; в) сверлильный станок. 10. Что следует понимать под погрешностью измерений? а) разница между измеренным значением величины и её действительным значением; б) разница между измерением; в) разница между приёмами измерения. 11. К штриховым инструментам относятся: а) щупы, масштабная линейка, калибры; б) масштабная линейка, штангенциркуль, угольник; в) масштабная линейка, штангенциркуль. 12. Назовите основные виды посадок: а) с зазором, с допуском, переходные; б) с натягом и с зазором, с припуском; в) переходные, с зазором и натягом. 13. Штангенциркулем ШЦ-11 измеряют: а) наружный размер детали; б) внутренний размер детали; в) оба размера детали. 14. Штангенциркулем ТТТЦ-1 измеряют: а) наружный размер детали; б) внутренний размер детали и глубину; в) оба размера детали. 15. Размеры на чертежах проставляются в: а) сантиметрах; б) дециметрах; в) миллиметрах. 16. Наибольший и наименьший размеры детали называются: а) действительные; б) предельные; в) номинальные. 17. Цена барабана микрометра равна: а) 0,1мм; б) 0,01мм; в) 0,001мм. 18. Трещотка служит для: а) ограничения измерительного усилия; б) красоты; в) удобства. Задания для самоконтроля: Выполните задания для самоконтроля, ответьте на вопросы. 1. Каким способом: кистевым, локтевым, плечевым - можно нанести более сильный удар молотком по зубилу? Объясните на основе законов физики. 2. Известно, что чем меньше угол заточки инструмента, тем он острее. Почему в этом случае зубило для рубки более твердого металла затачивают на больший угол, чем для рубки мягкого металла? 3. Почему при правке прутка или полосы удары молотком наносят по выпуклым местам, а при правке металлического листа - около выпуклости? 4. Почему при резании листового металла ручными ножницами они иногда «мнут» металл, а не режут? Как этого избежать? 5. Какой должна быть балансировка напильника при опиливании цилиндрического стержня, закрепленного в тисках? Задания обобщающего характера (заполнение таблиц): Заполните таблицы обобщающего характера.
Таблица 1: «Подготовительные операции слесарной обработки»
Таблица 2: «Размерная слесарная обработка»
Рекомендации по выполнению самостоятельной работы |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 786; Нарушение авторского права страницы