
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Вибір та обґрунтування засобів виробництва заготовок
Вибір заготовки проводять у наступному порядку: Вибирають два види відливки відповідно з матеріалом та конструкцією деталі; Назначаюсь загальні припуски на поверхні, що оброблюються, згідно з методом отримання заготівки та нормативними таблицями; Назначають граничні відхилення на розміри заготівок по нормативним таблицям, у залежності від методу отримання заготівки; Проводять розрахунки маси заготівки на порівнюванні варіанти; Визначають норму затрат матеріалу; Визначають коефіцієнт використання матеріалу по кожному з варіантів виготовлення заготівок 2.2.1 Визначення розмірів та мас обраних видів заготовок Визначаємо масу деталі «Колесо зубчасте»
де М – маса деталі кг; V– об`єм деталі см³; ρ – питома вага г/ см³.
Розбиваємо деталь на прості геометричні фігури:
Рисунок 1
Густина сталі марки 45 дорівнює 7, 8 Розглянемо два методи отримання заготівки: 1) Отримання заготовки з паковки 2) Отримання заготовки при штампуванні Отримання заготовки з паковки ГОСТ 7505-89
Рисунок 2 Маса заготовки з паковки Маса простоі фігури
Розрахунок розмірів заготівки одержаною паковкою по ГОСТ7505-89 Штампувальне обладнання –КГП, закритий штамп. Початкові данні деталі Матеріал –Сталь марки 40Х ДСТУ7806: 2015 Маса деталі =103, 8кг Маса пак. розрахункова Мпак. Розрахунковий коефіцієнт Кр=1, 5…1, 8[ГОСТ 7505-89 с. 31]
Клас точності штампування для розрахунків визначається в залежності від обладнання Т2 [ГОСТ 7505-89 с. 28 т. 9] Група сталі визначається в залежності від хімічного складу матеріалу М2 [ ГОСТ 7505-89 с. 8] Ступінь складності штампування визначається С1 [ ГОСТ7505-89 с. 30 ] С= Початковий індекс штампування – 13. Таблиця 5 Основні параметри з паковки
Конфігурація поверхні роз’єму штампа П(плоска) Визначення припусків на механічну обробку і розмірів з паковки. Припуски на сторону складають для розмірів: Ø 492h14 (Ra1, 6)=3 мм Ø 145, 5H11 (Ra3, 2)=2 мм 148h14 (Ra6, 3)= 2 мм Доповнюючи припуски, які враховують: а )відхилення від прямолінійності - 0, 3 мм [ГОСТ 7505-89 с. 14, т. 5]; б )зміщення по поверхні роз’єму штампування -0, 3 мм [ГОСТ 7505-89 ст.14 табл.4]. Визначаємо розміри з паковки шляхом додавання до розмірів готової деталі подвоєних припусків на сторону
Таблиця 6
Рисунок 3 1 Полібшення 197HB 2 Клас точності Т2 3 Група сталі М2 4 Ступінь складності С1 5 Індекс 13 6 Радіус закруглення 4…5 мм 7 Штампувальні ухили 6…7° 8 Зсув по поверхні роз’ємну штампа – 0.3 мм 9 Допуск площинності – 0.3 мм 10 Решта технічних вимог по ГОСТ 8479-70 Розрахунок розмірів Штампувальне обладнання –КГП, закритий штамп. Визначаємо масу заготівки одержаною штамповкою по ГОСТ7505-89
Рисунок 4
Клас точності штампування для розрахунків визначається в залежності від обладнання Т2 [ГОСТ 7505-89 с. 28 т. 9] Група сталі визначається в залежності від хімічного складу матеріалу М2 [ ГОСТ 7505-89 с. 8] Ступінь складності штампування визначається С1 [ ГОСТ7505-89 с. 30 ] С= Початковий індекс штампування – 13. Таблиця 5 Основні параметри з паковки
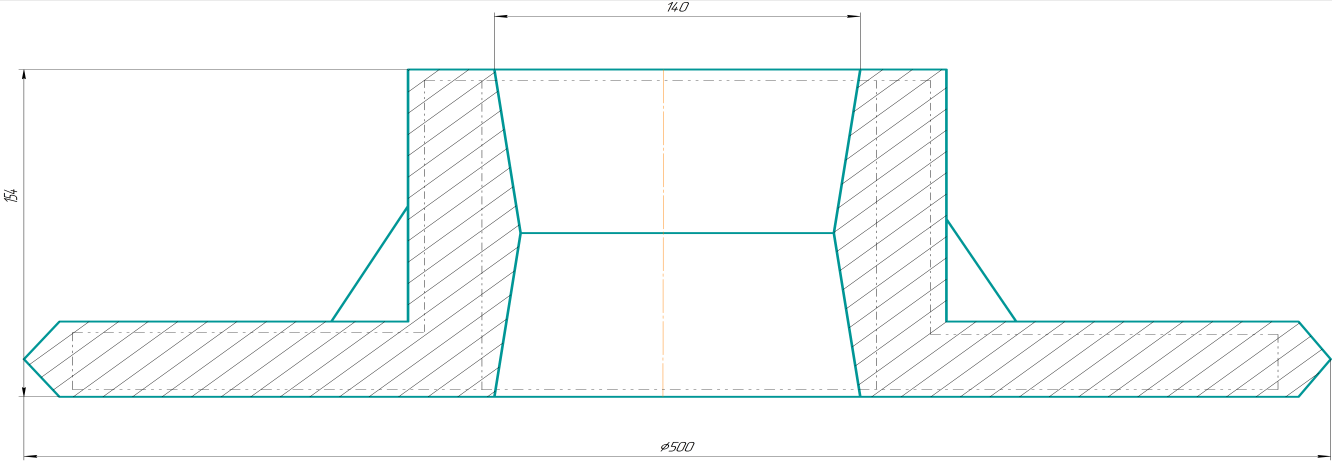
Конфігурація поверхні роз’єму штампа П(плоска) Визначення припусків на механічну обробку і розмірів з паковки. Припуски на сторону складають для розмірів: Ø 492h14 (Ra1, 6)=3 мм Ø 145, 5H11 (Ra3, 2)=2 мм Ø 200h14 (Ra1, 6 )=2.5мм 148h14 (Ra1, 6; Ra1, 6)= 2, 2 мм 70 h14(Ra1, 6; Ra6, 3)=2мм 78 h14(Ra1, 6; Ra6, 3)=2мм Доповнюючи припуски, які враховують: [ГОСТ 7505-89 с. 14, т. 5, 4] а )відхилення від прямолінійності - 0, 3 мм; б )зміщення по поверхні роз’єму штампування -0, 3 мм. Визначаємо розміри з паковки шляхом додавання до розмірів готової деталі подвоєних припусків на сторону Таблиця 6
Рисунок 5 1 Полібшення 197HB 2 Клас точності Т2 3 Група сталі М2 4 Ступінь складності С1 5 Індекс 13 6 Радіус закруглення 4…5 мм 7 Штампувальні ухили 6…7° 8 Зсув по поверхні роз’ємну штампа – 0.3 мм 9 Допуск площинності – 0.3 мм 10 Решта технічних вимог по ГОСТ 8479-70
Норма витрат матеріала на одну деталь: Мпок =0, 000785× 7, 8( Мшт. =0, 000785× 7, 8( Нвит.пак..= Нвит.шт.= Коефіцієнт використання матеріалу штампування Кпак.= Кшт=
Визначення вартості Визначаємо маси заготовки та коефіцієнт використання матеріалу при литті в кокіль та у піщанко-глиняну форму. Висновок: Оскільки заготовка штампування менше витрачає матеріалу приймаємо заготовку штампування. |
Последнее изменение этой страницы: 2019-05-04; Просмотров: 298; Нарушение авторского права страницы
 , (2.2)
, (2.2)
 ; (2.3, 2.4)
; (2.3, 2.4)  кг
кг




 ( 2.5)
( 2.5) 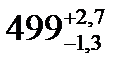



 ;
;  кг
кг

 Приймаємо
Приймаємо 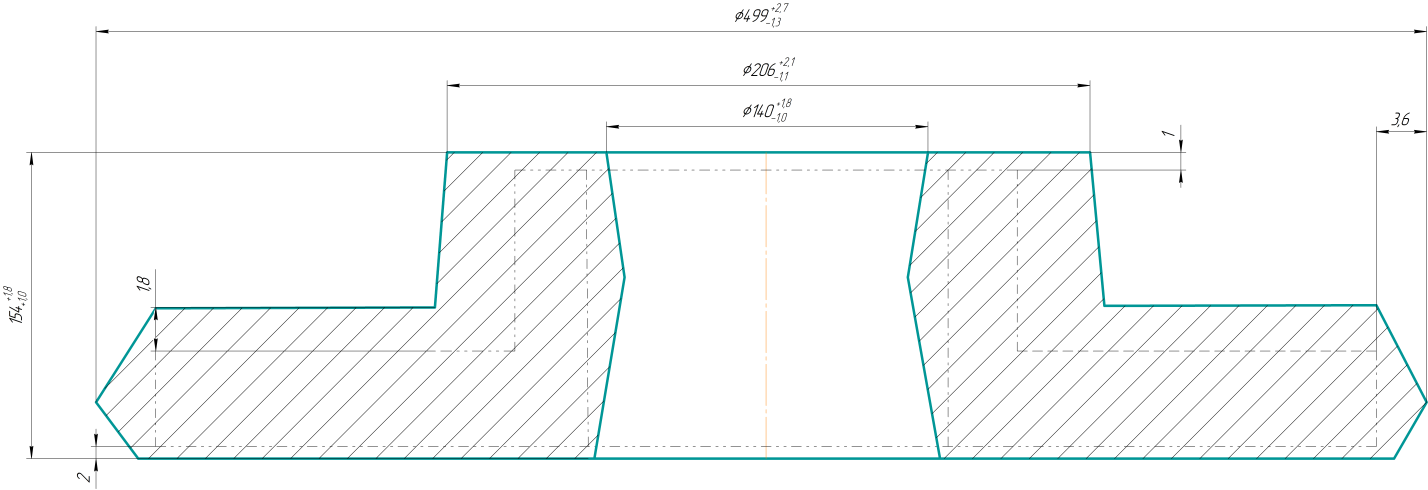
 кг
кг кг
кг кг (2.6)
кг (2.6) кг
кг (2.7)
(2.7)
 , (2.8)
, (2.8) = 6844 (грн.)
= 6844 (грн.) = 3727, 66 (грн.)
= 3727, 66 (грн.)