перехід: Точити начерно поверхня 21,19,12,11
Визначаємо глибину різання:
T21 = 0, 7мм; t19 = 0, 9мм; t12 = 0, 9мм;
Вибір подачі: [1, с.46, К.6]
S21= 0, 4мм/об; S19= 0, 4мм/об; ; S12= 0, 4мм/об;
Поправочні коефіцієнти на подачу:
KSU = 0, 80; KSr= 1.0; KSK = 1.0; KSφ = 0, 75; KSМ = 1, 0;
Ks = KSU× KSr × KSK × KSφ × KSМ
KS= 0, 80× 1, 0× 1, 0 × 0, 75× 1, 0 = 0, 49
Кінцева подача:
S21, 19, 12= 0, 4 × 0, 49= 0, 19 мм/об
Визначення табличної швидкості різання: [3, с.81, К.22]
V21, 19, 12=375м/хв;
Поправочні коефіцієнти на швидкість різання:
KVИ = 0, 80; KVС = 1, 0; KVО = 1, 0; KVJ = 1, 0; KVM = 1, 0; KVφ = 0, 95;
KVT = 1, 10; KVЖ = 1, 0;
KV = KVИ× KVС × KVО × KVJ × KVM× KVφ × KVT× KVЖ
KV = 0, 80 × 1, 0 × 1, 0 × 1, 0 × 1, 0 × 0, 95 × 1, 10 × 1, 0 = 0, 8
Визначення швидкості різання:
V21, 19, 12 = 375 × 0, 8 = 300 м/хв
Визначення частоти обертання шпинделя:
n = 
n11 =  = 190, 8 хв-1 = 190, 8 хв-1
Коректуємо по паспорту верстата:
n21, 19, 12 =160 хв-1;
Визначення фактичної швидкості:
V = 
V11 =  = 251 м/хв = 251 м/хв
Визначення хвилинної подачі:
Sхв = Sмм/об× nф
Sхв21, 19, 12 = 0, 19× 160 = 30, 4 мм/хв
Основний час на 2-й перехід
 = = 
=  =0.016 хв. =0.016 хв.
4 перехід: Розточити отвір поверхня 23 та фаску поверхня 22 начисто:
Визначаємо глибину різання:
t = 0, 850мм;
Вибір подачі: [2, с.50, К.9]:
S= 0, 260мм/об
Поправочні коефіцієнти на подачу:
KSU = 1, 0; KSП = 0, 83; KSД = 1; KSφ =1; KSМ = 1, 0; KSl= 1, 0;
Ks = KSU× KSП × KSД × KSφ × KSМ× KSl
KV = 1, 0× 0, 83 × 1, 0 × 1 × 1, 0 × 1, 0 = 0, 98
Кінцева подача:
S= 0, 26 × 0, 98 = 0, 25мм/об
Визначення табличної швидкості різання: [2, с.74, К.21]:
V=179м/хв.
Поправочні коефіцієнти на швидкість різання:
KVИ = 0, 80; KVС = 1, 0; KVО = 1, 0; KVJ = 1, 0; KVM = 1, 0; KVφ = 1, 0;
KVT = 1, 0; KVЖ = 1, 0;
KV = KVИ× KVС × KVО × KVJ × KVM× KVφ × KVT× KVЖ
KV = 1, 0× 1, 0 × 1, 7 × 1, 0 × 1, 0 × 1, 0 × 1, 1 × 1, 0 = 1, 87
Визначення швидкості різання:
V=1, 87× 179 = 335м/хв.
Визначення частоти обертання шпинделя:
n =
n =  = 732хв-1 = 732хв-1
Коректуємо по паспорту верстата:
n= 630 хв-1
Визначення фактичної швидкості:
V =
V =  = 288 м/хв = 288 м/хв
Визначення хвилинної подачі:
Sхв = Sмм/об× nф
Sхв =0, 25 × 630 = 157, 5мм/хв.
Основний час на 4-й перехід
=
=  =0, 015хв. =0, 015хв.
Допоміжний час
 = =  + + 
 =0, 55 хв. Час зв’язаний з обробкою поверхні =0, 55 хв. Час зв’язаний з обробкою поверхні
 = 0, 31 [2, с.61, к.8] = 0, 31 [2, с.61, к.8]
 =0, 55+0, 31=0, 86 хв. =0, 55+0, 31=0, 86 хв.
Таблиця 9
| №
| Зміст операції
| D,
Мм
| t, мм
| i
| S
мм/об
| n
хв-1
| V, м/хв.
| | 1
| Точити начорно поверхні 21, 19, 12
| | | | | | | | Поверхня 21
| 201, 8
| 1, 8
| 1
| 0, 83
| 120, 7
| 126
| | Поверхня 19
| 201, 8
| 2, 1
| 1
| 1, 3
| 97, 8
| 157
| | Поверхня 12
| 201, 8
| 2, 1
| 1
| 1, 3
| 97, 8
| 157
| | 2
| Розточити начисто поверхні 23
| | | | | | | | Поверхня 23
| 143, 5
| 1, 35
| 1
| 0, 80
| 160
| 732
| | 3
| Точити начисто поверхня 21, 19, 12, 11
| | | | | | | | | Поверхня 21
| 200
| 0, 7
| 1
| 0, 19
| 160
| 251
| | | Поверхня 19
| 200
| 0, 9
| 1
| 0, 19
| 160
| 251
| | | Поверхня 12
| 200
| 0, 9
| 1
| 0, 19
| 160
| 251
| | 4
| Розточити начисто поверхні 23, 22
| | | | | | | | | Поверхня 23
| 144, 9
| 0, 85
| 1
| 0, 26
| 630
| 288
|

Рисунок7
«Циклограма для чорнового точіння»
Таблиця «Координати опорних точок для чорнового розточування»
| Номер точки
| Координати опорних точок
| Прирощення
|
| Номер точки
| Координати опорних точок
| Прирощення
| | N
| X
| Z
| Δ X
| Δ Z
| N
| X
| Z
| Δ X
| Δ Z
| | 0
| 200
| 50
|
|
| 10
| 185
| -83, 5
| 0
| 61, 5
| | 1
| 179
| -1
| 10, 5
| 51
| 11
| 187
| -82, 5
| 0
| 0
| | 2
| 106
| -1
| 36, 5
| 0
| 12
| 187
| -5, 5
| 0
| 77
| | 3
| 108
| 0
| 1
| 1
| 13
| 179
| -5, 5
| 4
| 0
| | 4
| 191
| 0
| 41, 5
| 0
| 14
| 179
| -78, 5
| 0
| 84
| | 5
| 191
| -39
| 0
| 39
| 15
| 181
| -77, 5
| 0
| 77, 5
| | 6
| 191
| -89
| 0
| 50
| 16
| 181
| 0
| 4
| 0
| | 7
| 193
| -88
| 1
| 1
| 17
| 173
| 0
| 0
| 73, 5
| | 8
| 193
| -22
| 0
| 66
| 18
| 173
| -73, 5
| 13, 5
| 73, 5
| | 9
| 185
| -22
| 4
| 0
|
| 19
| 200
| 50
| 100
| 0
|

Рисунок8
«Циклограма для чистового точіння пазу»
Таблиця «Координати опорних точок для чистового розточування»
| Номер точки
| Координати опорних точок
| Прирощення
|
| Номер точки
| Координати опорних точок
| Прирощення
| | N
| X
| Z
| Δ X
| Δ Z
| N
| X
| Z
| Δ X
| Δ Z
| | 0
| 200
| 50
|
|
| 13
| 174
| -64, 5
| 0
| 5, 5
| | 1
| 174
| -39, 5
| 13
| 89, 5
| 14
| 150
| -64, 5
| 12
| 65, 4
| | 2
| 150
| -39, 5
| 12
| 0
| 15
| 174
| -64, 5
| 12
| 129
| | 3
| 174
| -39, 5
| 12
| 0
| 16
| 174
| -67
| 0
| 131, 5
| | 4
| 174
| -46
| 0
| 6, 5
| 17
| 168
| -67
| 3
| 0
| | 5
| 150
| -46
| 12
| 0
|
| 18
| 174
| -67
| 3
| 0
| | 6
| 174
| -46
| 12
| 0
| 19
| 174
| -69, 5
| 0
| 2, 5
| | 7
| 174
| -52, 5
| 0
| 6, 5
| 20
| 170
| -69, 5
| 2
| 0
| | 8
| 150
| -52, 5
| 12
| 0
| 21
| 174
| -69, 5
| 2
| 0
| | 9
| 174
| -52, 5
| 12
| 0
| 22
| 150
| -39, 5
| 12
| 30
| | 10
| 174
| -59
| 0
| 6, 5
| 23
| 150
| -64, 5
| 0
| 25
| | 11
| 150
| -59
| 12
| 0
| 24
| 200
| 50
| 25
| 114, 5
| | 12
| 174
| -59
| 12
| 0
| -
| -
| -
| -
| -
|
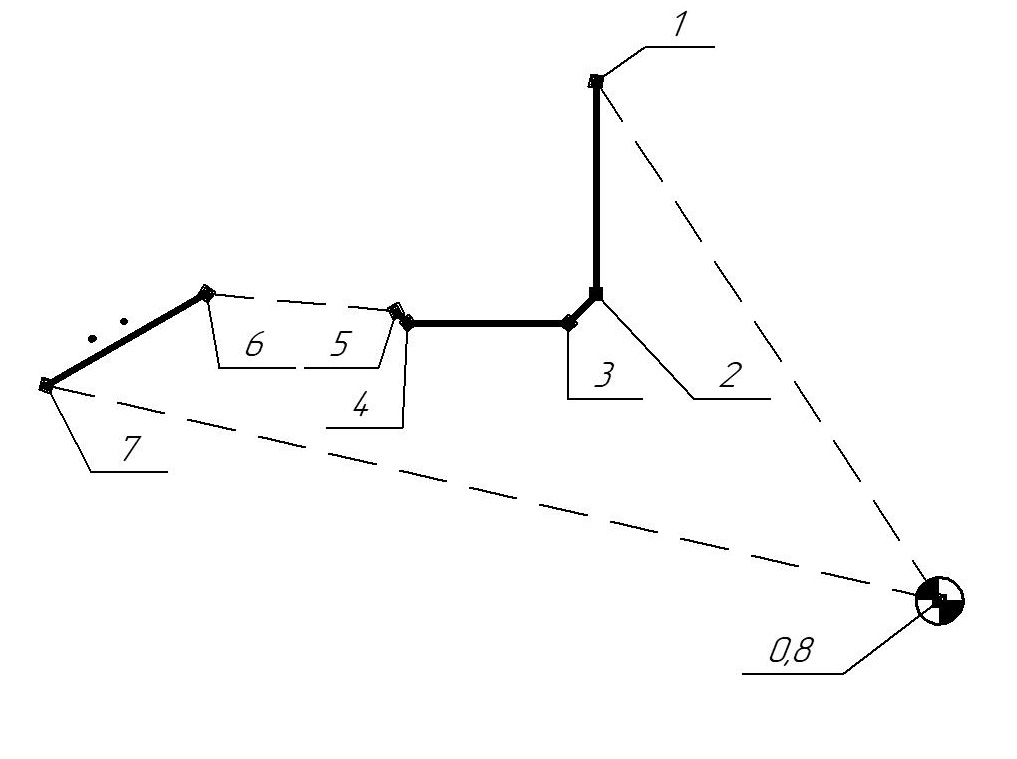
Рисунок9
«Циклограма для чистового точіння»
Таблиця «Координати опорних точок для розточування паза»
| Номер точки
| Координати опорних точок
| Прирощення
| | N
| X
| Z
| Δ X
| Δ Z
| | 0
| 200
| 50
|
|
| | 1
| 110
| 0
| 45
| 50
| | 2
| 167
| 0
| 28, 5
| 0
| | 3
| 171
| -2
| 2
| 2
| | 4
| 171
| -28
| 0
| 26
| | 5
| 167
| -30
| 2
| 2
| | 6
| 164
| -63
| 1, 5
| 33
| | 7
| 197
| -91
| 16, 5
| 28
| | 8
| 200
| 50
| 1, 5
| 141
|
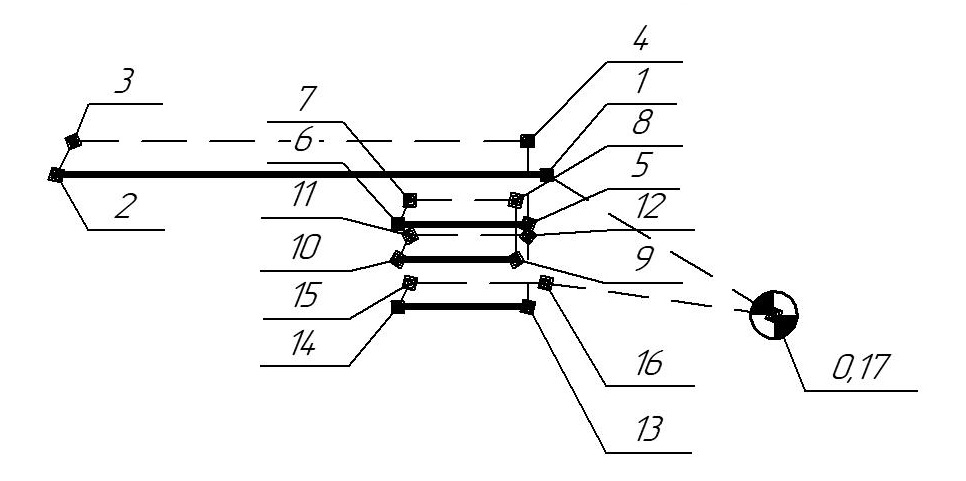
Рисунок10
«Циклограма для чорнового розточування»
Таблиця «Координати опорних точок для тонкого розточування»
| Номер точки
| Координати опорних точок
| Прирощення
|
| Номер точки
| Координати опорних точок
| Прирощення
| | N
| X
| Z
| Δ X
| Δ Z
| N
| X
| Z
| Δ X
| Δ Z
| | 0
| 100
| 50
|
|
| 9
| 130
| 1
| 4
| 0
| | 1
| 118
| 1
| 9
| 49
| 10
| 130
| -21
| 0
| 22
| | 2
| 118
| -77
| 0
| 78
| 11
| 128
| -20
| 1
| 0
| | 3
| 116
| -76
| 1
| 1
| 12
| 128
| 1
| 0
| 21
| | 4
| 116
| 1
| 0
| 77
| 13
| 134
| 1
| 3
| 0
| | 5
| 124
| 1
| 4
| 0
|
| 14
| 134
| -21
| 0
| 22
| | 6
| 124
| -21
| 0
| 22
| 15
| 132
| -20
| 0
| 21
| | 7
| 122
| -20
| 1
| 1
| 16
| 132
| 1
| 16
| 49
| | 8
| 122
| 1
| 0
| 21
| 17
| 100
| 50
| 50
| 50
|

Рисунок10
«Циклограма для чистового розточування»
Таблиця «Координати опорних точок для тонкого розточування»
| Номер точки
| Координати опорних точок
| Прирощення
| | N
| X
| Z
| Δ X
| Δ Z
| | 0
| 100
| 50
| 17, 5
| 49
| | 1
| 135
| 1
| 0
| 23
| | 2
| 135
| -22
| 5, 5
| 0
| | 3
| 124
| -22
| 2
| 2
| | 4
| 120
| -24
| 0
| 53
| | 5
| 120
| -77
| 2
| 2
| | 6
| 116
| -75
| 0
| 75
| | 7
| 116
| 0
| 8
| 50
| | 8
| 100
| 50
| 50
| 50
|
Таблиця
| Дільниця траекторії
| Прирощення
Δ X
| Прирощення
Δ Z
| Довжина ділянки
L мм
| Хвилинна подача
Sмм/хв
| Основний час
| Машинний час
| | Інструмент 0-1
| | 0-1
| 10, 5
| 51
| 52, 06966
| 5000
|
| 0, 010414
| | 1-2
| 36, 5
| 0
| 36, 5
| 305
| 0, 219672
|
| | 2-3
| 1
| 1
| 1, 414214
| 305
| 0, 046372
|
| | 3-4
| 41, 5
| 0
| 41, 5
| 305
|
| 0, 136066
| | 4-5
| 0
| 39
| 39
| 1000
|
| 0, 039
| | 5-6
| 0
| 50
| 50
| 1000
|
| 0, 05
| | 6-7
| 1
| 1
| 1, 414214
| 5000
| 0, 128300
|
| | 7-8
| 0
| 0
| 0
| 5000
|
| 0
| | 8-9
| 4
|
| 0
| 86, 4
| 0
|
| | 9-10
| 0
| 61, 5
| 61, 5
| 5000
|
| 0, 0123
| | 10-11
| 0
| 0
| 0
| 170, 4
| 0
|
| | 11-12
| 0
| 73
| 73
| 5000
|
| 0, 0146
| | 12-13
| 1
| 1
| 1, 414214
| 305
| 0, 046372
|
| | 13-14
| 0
| 77, 5
| 77, 5
| 305
| 0, 254098
|
| | 14-15
| 4
| 0
| 4
| 305
|
| 0, 013115
| | 15-16
| 0
| 73, 5
| 73, 5
| 1000
|
| 0, 0735
| | 16-17
| 13, 5
| 123, 5
| 124, 2357
| 1000
|
| 0, 124236
| | 17-18
| 100
| 50
| 111, 8034
| 5000
| 0, 022361
|
| | 18-19
| 0
| 73
| 73
| 5000
|
| 0, 0146
| |
| ∑ То=0, 63
| ∑ Тм=0, 48
| | Інструмент 1-2
| | 0-1
| 13
| 89, 5
| 90, 43921
| 5000
|
| 0, 018088
| | 1-2
| 12
| 0
| 12
| 305
| 0, 139344
|
| | 2-3
| 12
| 0
| 12
| 305
| 0, 139344
|
| | 3-4
| 0
| 6, 5
| 6, 5
| 305
|
| 0, 021311
| | 4-5
| 12
| 0
| 12
| 1000
|
| 0, 012
| | 5-6
| 12
| 0
| 12
| 1000
|
| 0, 012
| | 6-7
| 0
| 6, 5
| 6, 5
| 5000
| 0, 1300
|
| | 7-8
| 12
| 0
| 0
| 5000
|
| 0
| | 8-9
| 12
| 0
| 0
| 86, 4
| 0
|
| | 9-10
| 0
| 6, 5
| 6, 5
| 5000
|
| 0, 0013
| | 10-11
| 12
| 0
| 0
| 170, 4
| 0
|
| | 11-12
| 12
| 0
| 12
| 5000
|
| 0, 0024
| | 12-13
| 0
| 5, 5
| 0
| 5000
|
| 0
| | 13-14
| 12
| 0
| 0
| 5000
|
| 0
|
Продовження таблиці
| Дільниця траекторії
| Прирощення
Δ X
| Прирощення
Δ Z
| Довжина ділянки
L мм
| Хвилинна подача
Sмм/хв
| Основний час
| Машинний час
| | 14-15
| 12
| 0
| 12
| 5000
|
| 0, 0024
| | 15-16
| 0
| 2, 5
| 2, 5
| 305
| 0, 081970
|
| | 16-17
| 3
| 0
| 3
| 305
| 0, 098360
|
| | 17-18
| 3
| 0
| 3
| 305
|
| 0, 009836
| | 18-19
| 0
| 2, 5
| 2, 5
| 1000
|
| 0, 0025
| | 19-20
| 2
| 0
| 2
| 1000
|
| 0, 002
| | 20-21
| 2
| 0
| 2
| 5000
| 0, 1400
|
| | 21-22
| 12
| 30
| 0
| 5000
|
| 0
| | 22-23
| 0
| 25
| 0
| 86, 4
| 0
|
| | 23-24
| 25
| 114, 5
| 117, 1975
| 5000
|
| 0, 023439
| |
| ∑ То=0, 71
| ∑ Тм=0, 12
| | Інструмент 2-3
| | 0-1
| 45
| 50
| 67, 26812
| 5000
|
| 0, 013454
| | 1-2
| 28, 5
| 0
| 28, 5
| 305
| 0, 093443
|
| | 2-3
| 2
| 2
| 2, 828427
| 305
| 0, 009274
|
| | 3-4
| 0
| 26
| 26
| 305
|
| 0, 085246
| | 4-5
| 2
| 2
| 2, 828427
| 1000
|
| 0, 002828
| | 5-6
| 1, 5
| 33
| 33, 03407
| 1000
|
| 0, 033034
| | 6-7
| 16, 5
| 28
| 32, 5
| 5000
| 0, 0065
|
| | 7-8
| 100
| 50
|
| 5000
|
|
| |
| ∑ То=0, 12
| ∑ Тм=0, 1
| | Інструмент 3-4
| | 0-1
| 9
| 49
| 49, 81967
| 5000
|
| 0, 009964
| | 1-2
| 0
| 78
| 78
| 305
| 0, 255738
|
| | 2-3
| 1
| 1
| 1, 414214
| 305
| 0, 046372
|
| | 3-4
| 0
| 77
| 77
| 305
|
| 0, 252459
| | 4-5
| 4
| 0
| 4
| 1000
|
| 0, 004
| | 5-6
| 0
| 22
| 22
| 1000
|
| 0, 022
| | 6-7
| 1
| 1
| 1, 414214
| 5000
| 0, 253285
|
| | 7-8
|
| 21
| 0
| 5000
|
| 0
| | 8-9
| 4
|
| 0
| 86, 4
| 0
|
| | 9-10
| 0
| 22
| 22
| 5000
|
| 0, 0044
| | 10-11
|
|
| 0
| 170, 4
| 0
|
| | 11-12
| 0
| 21
| 21
| 5000
|
| 0, 0042
| | 12-13
| 3
|
| 0
| 5000
|
| 0
| | 13-14
|
| 22
| 0
| 5000
|
| 0
|
Продовження таблиці
| Дільниця траекторії
| Прирощення
Δ X
| Прирощення
Δ Z
| Довжина ділянки
L мм
| Хвилинна подача
Sмм/хв
| Основний час
| Машинний час
| | 14-15
| 0
| 21
| 21
| 305
| 0, 068852
|
| | 15-16
| 16
| 49
| 51, 5461
| 305
| 0, 169004
|
| | 16-17
| 50
| 50
| 70, 71068
| 305
|
| 0, 231838
| |
| ∑ То=0, 8
| ∑ Тм=0, 5
| | Інструмент 4-5
| | 0-1
| 17, 5
| 49
| 52, 03124
| 5000
|
| 0, 010406
| | 1-2
| 0
| 23
| 23
| 305
| 0, 07541
|
| | 2-3
| 5, 5
| 0
| 5, 5
| 305
| 0, 018033
|
| | 3-4
| 2
| 2
| 2, 828427
| 305
|
| 0, 009274
| | 4-5
| 0
| 53
| 53
| 1000
|
| 0, 053
| | 5-6
| 2
| 2
| 2, 828427
| 1000
|
| 0, 002828
| | 6-7
| 0
| 75
| 75
| 5000
| 0, 015
|
| | 7-8
| 8
| 50
| 5
| 5000
|
| 0
| |
| ∑ То=0, 1
| ∑ Тм=0, 1
|
Норма штучного часу:
Час автоматичноїроботиверстату за программою:
Та=∑ То+∑ Тм, хв; (2.25)
Та= 2, 36+1, 3=3, 67хв.
Норма штучного часу:
 хв; (2.26) хв; (2.26)
Допомижній час складаєтьсяізскладових:
а)Допоміжний час на установку і зняття деталі;
 = 2, 3 хв. [6, с.52, К. 3]. = 2, 3 хв. [6, с.52, К. 3].
б)Допоміжний час, зв'язаний з операцією, включає час на включення і відключенняверстата, перевірку повернення інструментів в задану точку після обробки, на установку і зняття щитка:
 = 0, 32 + 0, 15 + 0, 03 = 0, 5хв. [6, с. 79, К. 14] = 0, 32 + 0, 15 + 0, 03 = 0, 5хв. [6, с. 79, К. 14]
в)Допоміжний час на контрольнівимірювання
 хв. (2.27) хв. (2.27)
 хв. хв.
Час на операцію і технічнеобслуговуванняробочогомісця, відпочинок і особисті потреби-8% від оперативного часу.
 , хв; (2.28) , хв; (2.28)
 хв. хв.
Визначення штучного часу:
 хв. хв.
Визначення підготовчо-заключного часу:
1)Одержати наряд, програмоносій, інструмент, вимірювачі і здати іх
після закінченняроботи: 4+9=13 хв; [6, с. 96, К. 21]
2)Познайомитись з техдокументацією: 2 хв;
3)Інструктаж майстра: 2 хв;
4)Установка чотирьох різців: 3, 2 хв;
5)Установка вихідних координат: 6 хв;
6)Введення програми в пам'ять системи з ЧПК: 1, 2 хв.
 хв. хв.
Визначення штучно-калькуляційного часу:
 , хв, (2.29) , хв, (2.29)
де n-кількість деталей в партії;
 хв. хв.
|
