|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Последовательность в изготовлении кристаллодержателя на гибком носителе.
Продолжение табл. 1
Продолжение табл. 1
Продолжение табл. 1
Окончание табл. 1
Методы и способы монтажа в значительной степени определяются типом выводов навесных компонентов. В настоящее время широкое распространение получили бескорпусные микросхемы с проволочными, шариковыми, балочными и паучковыми выводами. Соответственно и методы монтажа называются по типу выводов интегральных микросхем: - метод проволочного монтажа; - метод перевернутого кристалла; - метод балочных и пучковых выводов. С точки зрения обеспечения отвода тепла наилучшие характеристики имеет конструкция интегральной схемы с проволочными выводами и паучковой конструкцией выводов. При всех указанных методах монтажа, кроме метода перевернутого кристалла, имеется возможность визуального контроля качества контактирования. В процессе сборки бескорпусные ИС крепятся на плате с помощью эпоксидных компаундов. Чаще всего применяются компаунды на основе эпоксидной смолы. Выбор этого компаунда обусловлен высокой адгезией к различным материалам, малой усадкой при отверждении, химической инертностью и стабильностью. Контактные соединения в ФУ выполняются: - пайкой; - термокомпрессионной сваркой; - ультразвуковой сваркой (термокомпрессия с УЗ); - сваркой сдвоенным электродом. Групповой пайкой осуществляется присоединение выводов для медного носителя и для алюминиевого в случае нанесения на балочные выводы слоев, смачиваемых оловянными припоями (например, Ta-Ni); для чисто алюминиевых выводов производится последовательная УЗ-сварка каждого вывода. Производительность операции монтажа с помощью полимерных носителей несколько уступает производительности монтажа методом перевернутого кристалла, тем не менее она в 5-7 раз выше, чем при обычном проволочном монтаже. При использовании ленточных носителей электрические контакты получаются прочнее в 7-10 раз, исключая влияние оператора, в связи с чем в 2-3 раза повышается надежность операций присоединения. Ширина промышленных образов варьируется от 6 до 70 мм; возможна рулонная отработка, для чего в полимерной ленте создается краевая перфорация для автоматической подачи с катушки. Сварка — процесс получения неразъемного соединения материалов без их оплавления, а за счет их пластической деформации при одновременном действии давления, температуры или их сочетания, а иногда и с добавлением УЗ. Сварное контактное соединение имеет достаточно высокую механическую прочность, малое электрическое сопротивление, коррозиционно устойчиво и надежно при тепловых воздействиях. Оно обладает рядом технологических преимуществ перед паяными соединениями: отсутствуют затраты на припои и флюсы, нет операции лужения поверхностей, минимальные вредные воздействия на человека и окружающую среду, сравнительно низкая трудоемкость, и высокая чистота получаемых контактов. Определяющими факторами для выбора метода сборки и монтажа являются: - конструкция выводов ИС; - материалы выводов ИС; - материалы контактных площадок коммутационной платы.
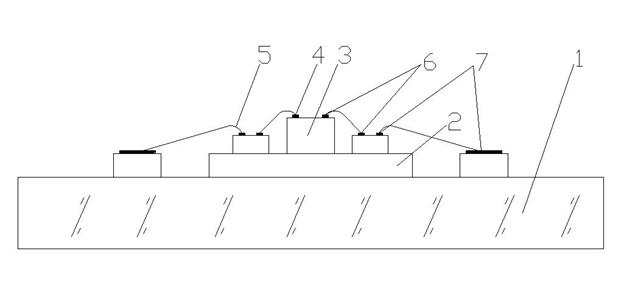
Основными требованиями к процессам сборки и монтажа являются: - обеспечение высокой плотности межсоединений; - максимальное исключение ручного труда за счет широкой автоматизации сборочно-монтажных операций; - обеспечение необходимой надежности ФУ в составе любой конструкции. Сборка ФУ на БК состоит в установке и крепление БК БИС, а так же других навесных компонентов на коммутационную плату. Монтаж ФУ на БК состоит в соединении выводов кристалла с контактными площадками коммутационной платы ФУ или микросборки. Установка (крепление) навесных компонентов на плату в определяющей степени зависит от способов присоединения выводов кристаллов БИС с контактными площадками коммутационной платы. Наиболее широко используемым методом соединения выводов БК БИС с коммутационной платой является проволочный монтаж. Однако методы микромонтажа БК с жесткими выводами получают все более широкое применение. Необходимость электрической проверки ФУ после сборки заставляет использовать при монтаже микросборок специальную промежуточную тару и промежуточные диэлектрические подложки с нанесенным слоем коммутации («кроватки»), на которые устанавливаются БК БИС (см. рис. 3).
Рис. 3. Промежуточная диэлектрическая подложка («кроватка») для сборки и монтажа БК.: 1 – полиимидный носитель; 2 – ситалловая плита («кроватка»); 3 – кристалл; 4 – проволочные выводы, соединяющие КП кристалла и «кроватки»; 5 – проволочные выводы, соединяющие КП «кроватки» и полиимидного носителя; 6 – соединение проволочных выводов КП с помощью УС – сварки; 7 – соединение проволочных выводов с КП пайкой.
Применение только промежуточной тары практически не позволяет автоматизировать процессы соединения проволочных выводов БИС на коммутационную плату, а использование «кроваток» позволяет осуществить автоматизированную микросварку проволочных выводов БК к «кроватке» и в процессе присоединения «кроватки» к коммутационной плате микросборки. Вместе с тем, применение промежуточных «кроваток» приводит к увеличению посадочного места кристалла на плате и в конечном итоге к уменьшению плотности монтажа. Полная автоматизация процессов монтажа БК на плату микросборки достигается применение жестких выводов. При этом наиболее известны такие способы как: - присоединение перевернутого кристалла с шариковыми выводами (или столбиковыми выводами); - присоединение с помощью балочных выводов; - сборка с использованием балочных выводов на полимерных носителях.
Эти способы монтажа имеют ряд достоинств, например: - относительно высокую производительность, - низкую стоимость микромонтажа кристаллов, - отсутствие потерь площади при посадке кристаллов, и т.д.
На рис.4 приведена схема присоединения кристалла к коммутационной плате с помощью проволочных выводов.
Рис. 4. Фрагмент гибкого монтажа кристалла на плату; 1 – кристалл; 2 – проволочные выводы; 3 – контактные площадки коммутационной платы; 4 – колей; 5 – плата.
На рис.5 показана схема присоединения кристалла к коммутационной плате с помощью шариковых выводов.
Рис. 5. Фрагмент жесткого монтажа кристалла на плату. 1 – кристалл; 2 – шариковые выводы; 3 – плата; 4 – контактные площадки коммутационной платы.
За последнее время стали наиболее распространены при монтаже кристалла методы сборки и монтажа на гибких носителях. Способ автоматической сборки и монтажа на гибких полимерных носителях основан на присоединении контактных площадок кристаллов к внутренним балочным выводам, сформированным на ленточном носителе. Рисунок выводов на носителе получают методом фототравления медной или алюминиевой фольги. Фольга приклеивается к полимерной ленте или полимерная основа наносится непосредственно на металлическую фольгу. После присоединения выводов кристалла к балочным выводам носителя кристалл подвергается необходимым измерениям и испытаниям (в том числе ЭТТ) непосредственно на носителе - на нем имеется соответствующий контактный пояс для измерений. После полной аттестации прибора непосредственно перед монтажом производится отделение кристалла от измерительной части носителя (включая и балочные выводы для присоединения к контактным площадкам коммутационных плат). Установка кристалла на носителе производится либо «лицом вверх», либо «лицом вниз». Схема ленточного носителя показана на рис. 6.
Рис. 6. Конструкция ленточного носителя. 1 – место маркировки; 2 – крепежное отверстие; 3 – проводник; 4 – переходные отверстия; 5 – полиимид; 6 – базовое отверстие.
Для сравнения параметров методов монтажа сведем сравнительные характеристики методов в табл. 2 . Таблица 2. Сравнительные характеристики методов монтажа кристалла на носитель.
Из вышеперечисленных способов и методов монтажа микросборок в данной лабораторной работе выбираем метод монтажа с помощью Аl выводов на гибкий носитель, так как этот метод имеет достаточно высокие параметры по занимаемой площади, количеству присоединяемых проводов, а также по относительно низкой себестоимости изготовления кристалла. В качестве материала для выводов выберем алюминий, так как в процессе ультразвуковой сварки алюминиевых выводов кристалла и алюминиевых рамок носителя не требуется дополнительного нанесения какого-либо покрытия. В данной лабораторной работе разварка жестких выводов от кристалла на коммутационное поле осуществляется ультразвуковым способом. Качественное соединение с жестким основанием через переходные отверстия в полиимидной пленке возможно при полном заполнении его припоем. При выборе припоя для соединения плат на полиимидной пленке в месте переходных отверстий учитываются следующие требования: - ограничение температуры пайки; - минимальное взаимодействие припоя с материалами пленочных коммутационных компонентов, определяемых толщиной переходного слоя, образованного за время протекания процесса при температуре пайки; - достаточная прочность, коррозионная стойкость и высокие технологические показатели.
Этим требованиям наиболее полно удовлетворяют хорошо изученные и широко используемые в радиоэлектронике оловянно - свинцовые припои типа ПОС-61. Пайка в вакууме позволяет обеспечить наиболее полные воспроизводимые условия протекания процесса, так как в этом случае нет необходимости ограничивать время пайки из-за окисления жидкого припоя. Наибольшая смачиваемость обеспечивается при давлении 0,7- 6 Па. Исходя из условий наиболее полного растекания припоя, максимальная температура не должна превышать 500 К. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-05-08; Просмотров: 281; Нарушение авторского права страницы