Техническая характеристика
| Параметр
| Значение
| | Класс точности станка по ГОСТ 8-82
| П
| | Наибольший диаметр обрабатываемого изделия, мм
|
| | над станиной
| 320
| | над суппортом
| 200
| | Наибольшая длина изделия, в зависимости от применяемой инструментальной головки, мм
|
| | при 6-ти позиционной головке
| 900
| | при 8-ти позиционной головке
| 750
| | при 12-ти позиционной головке
| 850
| | Наибольшая длина устанавливаемого изделия в центрах
| 1000
| | Диаметр цилиндрического отверстия в шпинделе, мм
| 70
| | Наибольший ход суппорта, мм
|
| | поперечный
| 210
| | продольный
| 905
| | Максимальная скорость рабочей подачи, мм/мин
|
| | продольной
| 2000
| | поперечной
| 1000
| | Количество управляемых координат
| 2
| | Количество одновременно управляемых координат
Дискретность задания перемещения, мм
| 2
0, 001
| | Пределы частот вращения шпинделя, мин -1
| 20...2500
| | Максимальная скорость быстрых перемещений, м/мин
|
| | продольных
| 20
| | поперечных
| 10
| | Количество позиций инструментальной головки
| 8 (6 или 12)
| | Мощность электродвигателя главного движения, кВт
| 11
| | Габаритные размеры станка (длина х ширину х высоту), мм
| 3700 х 1600 х 1700
| | Масса станка (без транспортера стружкоудаления), кг
| 4500
| | Суммарная потребляемая мощность, кВт
| 21, 4
| | Род тока питающей сети
| Переменный трехфазный
| | Напряжение, В
| 380
| | Частота тока, Гц
| 50
| Полуавтоматы специальные токарные с ЧПУ
Моделей РТ777Ф3, РТ777ПФ3, РТ777ПРФ3

Полуавтоматы токарные предназначены для токарной обработки в центрах и патроне деталей с прямолинейным, ступенчатым, криволинейным профилем в условиях мелкосерийного и серийного производств. Можно производить наружное точение, растачивание, сверление центровых отверстий, нарезание резьбы по программе.
Класс точности станков не ниже В по ГОСТ8-82. Ряд особых технических решений позволяет производить обработку с высокой чистотой и точностью. Полуавтоматы отличаются повышенной надежностью и эффективностью.
Техническая характеристика
| Параметр
| Значение
| | Наибольшая длина обрабатываемой заготовки, мм
| 600, 1600, 320
| | Наибольший диаметр заготовки, мм:
|
| | устанавливаемой над станиной
| 630
| | обрабатываемой над станиной
| 450
| | обрабатываемой над суппортом
| 400
| | Количество позиций револьверной головки
| 12
| | Диаметр сквозного отверстия в шпинделе, мм
| 97
| | Пределы скоростей быстрых перемещений, мм
| 10000
| | Высота резца, устанавливаемого в резцедержателе, мм
| 25
| | Наибольший крутящий момент на шпинделе, кНм
| 0, 72
| | Наибольшее перемещение суппорта, мм:
|
| | продольное
| 700, 1800, 700
| | поперечное
| 300
| | Пределы рабочих подач, мм/мин
| 1 … 4000
| | Частота вращения шпинделя, мин -1
| до 3150
| | Количество управляемых координат/количество одновременно управляемых координат
| 2/2
| | Диаметр обрабатываемого прутка, мм
| 20 … 85
| | Диаметр патрона, мм
| 315
| | Диаметр отверстия в револьверной головке под
цилиндрический хвостовик державки, мм
| 40
| | Конец шпинделя по ГОСТ 12595-85
| 2 … 8М
| | Мощность главного привода, кВт
| до 45
| | Габаритные размеры, мм:
|
| | длина
| 4500, 6250, 4870,
| | ширина
| 2750
| | высота
| 2470
| | Масса, кг
| 8000, 9000, 8000,
|
Станок токарный патронный с ЧПУ
Модель АТ220С
Полуавтомат предназначен для токарной обработки деталей типа дисков, колец, заготовок зубчатых колес, муфт, фланцев, крышек, поршней, небольших корпусных деталей и т.д.
| На станке можно производить обтачивание и рас-тачивание цилиндрических, кони-ческих и фасонных поверхностей, проточку наружных и внутренних канавок, подрезку торцев, свер-ление, рассверливание, развер-тывание и зенкерование цент-ральных отверстий.
|
Техническая характеристика
| Параметры
| Значение
| | 1. Наибольшие размеры обрабатываемого изделия, мм
диаметр над станиной
диаметр над суппортом
длина
|
400
220
500
| | 2. Наибольшие перемещения суппорта, мм
продольное
поперечное
|
350
280
| | 3. Пределы подач, мм/мин
продольных Z
поперечных X
|
10000
10000
| | 4. Частота вращения шпинделя, мин -1.
| 11 … 2800
| | 5. Привод шпинделя
| асинхр. дв. SIEMENS
| | 6. Наибольшее усилие резания, кН
| 16
| | 7. Привода подач, электродвигатели
| синхр. SIEMENS
| | 8. Постоянство диаметров образца-изделия, мм
в поперечном сечении на диаметре Ø 50
в продольном сечении на длине 150 мм
прямолинейность торцевой поверхности на диаметре 200 мм
|
0, 010
0, 025
0, 015
| | 9. Дискретность задания перемещения по координатам, мм
X
Z
|
0, 001
0, 001
| | 10. Количество инструментов в магазине, шт.
| 12
| | 11. Устройство ЧПУ
| SIEMENS
| | 12. Габариты, мм длина
ширина
высота
| 6000
3167
2120
| | 13. Масса, кг
| 5465
|
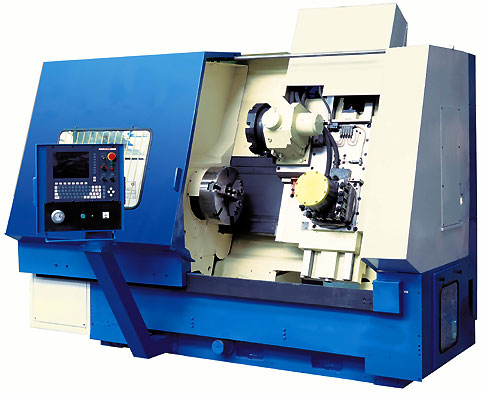
Токарные обрабатывающие центры с наклонной станиной фирмы
Leadwell
Станки предназначены для чернового и чистового точения цилиндрических, конических и фасонных поверхностей деталей типа " вал" в один или несколько проходов по замкнутому автоматическому циклу, а также сверления, зенкерования, развертывания и нарезания резьб в центровых отверстиях.
Т окарные станки Leadwell комплектуются 8-и и 12-и позиционными револьверными головками, обладающими массивной конструкцией и боль-
шой жесткостью, что позволяет работать на повышенных режимах. В станках используется только высококачественное тонкостенное литье, обеспечивающее жесткость станка в целом, минимальные деформации под нагрузкой и отсутствие вибраций в процессе работы.
Шпиндельная бабка имеет термически стабилизированную конструкцию с ребрами охлаждения, что исключает температурные деформации в течение длительных циклов работы.
Станина с наклонными направляющими (до 45 градусов) позволяет стружке легко падать вниз на ленту транспортера, который выводит ее из станка в подвижный бак.

Станки оснащаются моторизованной рукой, позволяющей выполнять привязку инструмента в ручном и автоматическом режимах, а также контролировать износ и поломку инструмента. Возможно оснащение станков револьверными головками с приводным инструментом, что позволяет выполнять на них некоторые фрезерные и сверлильные переходы.
Технические характеристики
| Параметр
| Значение параметра для станка
| | Модель
| Т5
| Т6
| Т8М
| | Макс. диаметр устанавливаемой заготовки, мм
| 330
| 450
| 637
| | Макс. диаметр точения, мм
| 136
| 210
| 285
| | Макс. длина точения, мм
| 140
| 420
| 585
| | Макс. диаметр прутковой заготовки, мм
| 41
| 51
| 77
| | Макс.скорость шпинделя, мин -1
| 4500
| 4500
| 3500
| | Мощность привода, кВт
| 7, 5
| 11
| 18, 5
| | Диаметр отверстия в шпинделе, мм
| 45
| 62
| 89
| | Скорость быстрого хода по осям X/Z,
| 24/24
| 20/24
| 20/24
| | Колич. инструментальных мест
| 8
| 12
| 12
| | Размер сечения радиального инструмента, мм
| 16Х16
| 20х20
| 25х25
| | Диаметр сечения осевого инструмента
| 25
| 32
| 40
| | Колич. вращающихся инструментов
| -
| -
| 12
| | Макс. скорость вращения инструментов
|
|
| 3000
| | Габаритные размеры ( ДхШхВ), м
| 2х1, 2х1, 5
| 2, 3х1, 6х1, 6
| 3, 1х1, 7х2, 0
| | Масса, кг
| 2500
| 3750
| 6000
| | | | | | | |
Токарные полуавтоматы моделей 1757Ф3, 1757Ф4, 1757Ф5, 1757Ф6.

Полуавтоматы токарные традиционные предназначены для токарной обработки в центрах и патроне деталей с прямолинейным, ступенчатым, криволинейным профилем в условиях мелкосерийного и серийного производств. Можно производить наружное точение, растачивание, сверление центровых отверстий, нарезание резьбы по программе. Полуавтоматы токарные многоцелевые кроме традиционной токарной обработки позволяют производить токарную обработку гладких и резьбовых отверстий (торцовых соосных и несоосных, радиальных), фрезерование радиальных прямолинейных пазов и лысок, торцовых прямолинейных и фасонных пазов.

Техническая характеристика
| Параметр
| Значение
| | Наибольшая длина обрабатываемой заготовки, мм
| 2000; 1000; 1500
| | Быстрое перемещение суппорта:
|
| | по оси Х, мм/мин
| 10000
| | по оси Z, мм/мин
| 10000
| | по оси С шпинделя, мин -1
| 14; 20
| | Наибольший диаметр заготовки, мм:
|
| | обрабатываемой над суппортом
| 560
| | обрабатываемой над кожухом станины
| 650
| | устанавливаемой над защитным кожухом станины
| 750
| | Количество позиций револьверной головки
| 12
| | Количество позиций в нижней револьверной головке на 2-х суппортных станках
| 12 (6 или 4 по
заказу)
| | Количество суппортов
| 1 (2)
| | Диаметр сквозного отверстия в шпинделе, мм
| 105
| | Диаметр изделий, зажимаемых в люнетах, мм
| 20-100, 40-170,
150 … 300,
| | Наибольшее автоматическое перемещение пиноли задней бабки, мм
| 160
| | Наибольший крутящий момент на шпинделе изделия при круговой подаче (ось С), Нм
| 600
| | Частота вращения инструмента револьверной головки, об/мин
| 10 … 1100 (2200 по
заказу)
| | Максимальный диаметр сверления вращающимся инструментом револьверной головки, мм
| 30
| | Максимальный диаметр резьбы, обрабатываемой вращающимся инструментом револьверной головки, мм
| 16
| | Наибольший крутящий момент на шпинделе, Нм
| 2500
| | Наибольшее перемещение суппорта, мм:
|
| | продольное
| 2100; 1100; 1600
| | Дискретность задания перемещения:
|
| | по оси Х (на радиусе), мм
| 0, 001
| | по оси Z, мкм
| 0, 001
| | по оси С, град
| 0, 001
| | Частота вращения шпинделя, мин -1
| 10-2000
| | Наибольшее усилие резания, кН
| 20
| | Пределы значений шага резьбы, обрабатываемых токарным инструментом, мм
| 0, 1 … 9999, 9
| | Количество управляемых координат/количество одновременно управляемых координат
| 2/2, 3/3, 4/2х2, 5/3х2
| | Рабочие подачи:
|
| | по оси Х, мм/мин
| 1 … 4000
| | по оси Z, мм/мин
| 1 … 4000
| | по оси С шпинделя, мин-1
| 0, 1 … 10
| | Наибольший крутящий момент на шпинделе вращающегося инструмента, Нм
| 100
| | Мощность главного привода, кВт
| 30; 60
| | Габаритные размеры, мм:
|
| | длина
| 5300 … 7300
| | ширина
| 2700
| | высота
| 2900
| | Масса, кг
| 11000 … 15000
|
Полуавтомат токарный патронный с ЧПУ модель 1П756ДФ3
Полуавтомат предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружной
резьбы.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный доступ к обрабатываемой заготовке.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата
|
