
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные разновидности операций ХОШ.
1.Высадка - получение местных утолщений из заготовок малого диаметра (головок болтов, винтов, заклепок). Исходной заготовкой служит прокат в виде проволоки или прутка.
Заг-ка подается в матрицу, прочно удерживается. Внутренняя полость пуансона соответствует форме необходимой высадки - он формирует головку. 2. Выдавливание - форма образования изделий путем пластического истечения из полости штампа через отверстие соответствующей формы. а)прямое: в матрицу укладывается заготовка, входит пуансон. Под действием усилия металл вытекает из формы. а) б)обратное: матрица глухая, пуансон входит в матрицу с зазором, под него кладется заготовка. Под давлением заготовка вытекает в зазор.
3. Холодная формовка - формообразование деталей путем заполнения полости штампов за счет перераспределения объемов. а) открытых штампов: излишки металла образуют заусенцы, объем заготовки примерно равен объему детали
б) закрытых штампов: весь мет. получается в заг-ке, объемы детали и заготовки равны (строгие требования), а также повышенная точность
Инструментом является штамп. Изготавливают из высокопрочной стали – дорогие штампы. И их стоимость полностью переносится на стоимость готовых деталей. Данный способ штамповки отличается высокой точностью, качеством, использование металлов 95%. Применяется в крупносерийном и массовом производстве.
№21. Листовая холодная штамповка. Особенности · Исходной заг-кой является лист (полоса) металла толщиной менее 10-15мм (чаще всего 0.5 - 1.5мм) · Толщина изделий значительно меньше всех остальных размеров и не отличается от толщины заготовки (деформация не по всему объему - местная). · Металл заготовки должен обладать выс. пластичностью (низкоуглеродистые стали, медь, латунь, алюминий, метан, кожа, целлюлоза). · Операция сопровождается упрочнением и иногда требует промежуточного отжига. · таким способом получают коробки, коробч. шасси, быт. изделия - вилки, ложки, кастрюли. Основные операции:
Пуансон оформляет внутренние, матрица - наружные поверхности. Пуансон под действием силы пытается протолкнуть через отверстие матрицы часть листа; лист прижимают, чтобы не прогибался. Пуансон преодолевает сопротивление листа, входит в матрицу и вырезает деталь, которая проваливается в отверстие матрицы; пуансон отходит назад; лист продвигается на следующий шаг. 2. Гибка - заключается в придании заг-ке объемной формы за счет местной деформации. Берется матрица, кладется лист, и соответствующей формы пуансон его изгибает - заготовка принимает соответствующую форму. Получение ребер жесткости:
3. Вытяжка из листа сложной формы изделия (на рис - вытяжка стакана)
Изготовляют кастрюли колпачки, осуществляют вытяжку из менее в более глубокую форму. 4. Высокоскоростная листовая штамповка. Характеризуется тем, что кратковременное приложение нагрузки (например, взрыв) разгоняет заготовку до скорости 150-200м/с. При такой высокой скорости деформации обгоняют образование трещин, т.е. появляется возможность деформировать малопластичные металлы. Штамповка взрывом:
Изготовляется матрица сложной фасонной формы, на ее поверхность кладут лист металла, подвешивается взрывчатое вещ-во, это все в воде, закрывается прочной крышкой. После взрыва за счет высокой жесткости воды передается удар и под действием ударной волны заготовка принимает форму матрицы, не требуется пуансона. Спец. каналы отсасывают воздух. Размер получаемых деталей 2-3м. Достоинства: возможность получения изделий мин. массы и небольших габаритов при удовлетвор. прочности и жесткости; достаточно выс. точность размеров и качества поверхности; обработка за одну операцию; высокий уровень механизации, автоматизации, высокая производительность (30-40 тыс. деталей за смену); применяется в крупносерийном и массовом производстве. Недостатки: выс. трудоемкость и сложность изготовления штампов, их износ и выс. стоимость.
№22. Общая характеристика сварочного производства. Понятие сварки плавлением и сварки давлением. Сварка – технологический процесс получения неразъемных соединений в результате частичного оплавления соединяемых деталей. Дешевый процесс легко механизируется, простое оборудование. Особенность: сварка позволяет заменить сложную цельнометаллическую тяжелую конструкцию на сборную, состоящую из простых элементов, полученных прокаткой. Это позволяет снизить трудоемкость и себестоимость продукции. Сварные соединения на 20-30% менее прочны, чем литой металл. Процесс сварки бывает двух типов давлением и плавлением.
электрод
Температура 200`С. при охлаждении объем уменьшается, а этому препятствует напряжение. Прочность соединения на 1/3 < прочности сплошного металла. Операции:
2.установка и закрепление сварочных деталей в спец. сварочных стендах для придачи прочного и неизменного положения.
4.контроль сварного шва Сварка давлением. Образование соединений происходит за счет диффузии атомов металлов, соединяемых вместе (при условии, что поверхности соединены друг с другом плотно). Технологический процесс состоит: 1.Очистка механическим или физическим путями. 2.Сжатие пов-ти с определенным усилием, иногда с помощью подогрева для более эффективного дифундирования атомов. 3.Выдержка для достаточно пластичных металлов, низкоуглеродистых (платина, золото).
№23. Основные разновидности сварки плавлением. По источникам тепловой энергии: Электрическая дуговая сварка. Максимальная t = 6000`С для любых металлов. Для питания используют сварочные генераторы, трансформаторы.
Обмазка защищает пов-ть от контакта с кислородом. По степени механизации: 1.Ручная сварка - осуществляется сварщиком (вертикальные, горизонтальные, потолочные швы), качество шва определяется квалификацией сварщика. 2.Полуавтоматическая сварка – процесс зажигания в ручную. движение вдоль шва осуществляется автоматически. 3.автоматическая – все опер. автоматически (автомат С ЧПУ). Газопламенная. Источник тепла – сгорание ацетилена в струе кислорода (t = 300`С). используют в тех местах, где нет источников электрической энергии. Электрошлаковая. Тепловую энергию получают за счет сопротивления тока при прохождении его через сварочную ванну. Нужны источники для работы в режиме короткого замыкания. Этот вид сварки используют для сварки крупных деталей, толщиной не менее 30 мм. (напр. сварка броневых листов).
Электроннолучевая сварка. Тепло образуется за счет ударов потока электронов, движущихся с высокой скоростью до 150км/с в атоме. t=5000-6000`C. Шов получается высокого качества, т.к. процесс протекает в атоме, этот способ применяется для сварки тугоплавких и химически активных металлов Mb, Mo, Ti, Ta, Zi. При электронной сварке возникают рентгеновские лучи, для безопасности персонала процесс происходит в толстостенных вакуумных камерах. Лазерная сварка. Основана на использовании лазерных генераторов. Лазер – оптически квантовый генератор, создающий мощные, узконаправленные, когерентные пучки монохроматического излучения. ОКГ – остросфокусированный поток фотонов, диаметром 0, 02-0, 2мм. Температура в луче 6000-8000`С. «+» можно варить в камере через прозрачное стекло, в недоступных местах. Позволяет широко использовать. «-» низкий КПД вакуумных генераторов = 10%. Применяют в электронике, радиотехнике, приборостроении.
№24. Основные разновидности сварки давлением. Контактная электрическая сварка:
В месте соединения при прохождении электрического тока возникает процесс расплавления металла, с уменьшением площади соприкосновения увеличивается сопротивление, а, следовательно, увеличивается выделяемое кол-во теплоты (по закону Джоуля-Ленца). Соединяемые пов-ти сдавливают и получают прочное соединение. Используется для сваривания рельс, стержней, для соединения разнородных материалов. (напр. буровые коронки привариваются к хвостовикам). Контактная точечная сварка. Используется для соединения листовых конструкций
Применяется в автомобиле-, вагоностроительстве. Шовная сварка.
Герметическое соединение Оборудование – контактные сварочные машины. Сварка трением.
Частота вращения равна 1500 вр/мин. В процессе сухого трения механическая энергия преобразуется в тепло. Зона контакта разогревается до 1000`С, во время трения происходит самоотчистка, после завершения вращения свариваемые поверхности прижимают и получают прочные сварочные соединения диаметром от 1до 140мм. «+» высокая производительность и малая трудоемкость. Холодная сварка давлением. Соединение деталей происходит без подогрева, только за счет пластической деформации:
Предварительно требуется тщательная очистка для возникновения диффузии.
№25. Пайка металлов. Припои и флюсы, технология. Пайка – технологический процесс соединения метал. заготовок без их расплавления за счет вводимого между ними расплавленного металла. Припой – (температура плавления припоя должна быть =< температуры основного металла) при охлаждении кристаллизуется и заполняет пространство между соединяемыми деталями, отсюда получаем прочные соединение, которое может быть разъединено без нарушения целостности деталей. Пайка используется при различных электромонтажных работах, в производстве радио аппаратуры. «+»Отличается низкой ценой, но «-» дороги припои. Процесс пайки включает операции: 1. Подготовка поверхности: очистка механическим или физическим способом, создание определенной шероховатости поверхности. 2.Лужение поверхности: покрытие соединяемых поверхностей тонким слоем припоя; нагревание соединяемых поверхностей до t плавления припоя; их соединение с небольшим давлением. 3.Очистка места пайки от остатков флюса. Бывают следующие виды припоев: Мягкие - t плавления < 400`: оловянно-свинцовые. Твердые – t плав. > 400`: медные (1100`), медно-свинцовые (900`), серебряные (600-800`). Для очистки поверхности от окиси и для улучшения смачиваемости применяют спец. примеси – флюсы. Виды флюсов: 1.Кислотные (на основе хлористых соединений): ZnCl2, NH4O. Хорошо очищают поверхности, но остатки окиси флюсов вызывают коррозию, поэтому необходимо их удалять. 2.Конефольная смесь из смоляных кислот из сока дерева обладает мягким очищающим действием при t = 150`С, может служить хорошим изолятором. 3.Кмслотные флюсы: бура Na2B4O7, борная кислота B(OH)3. Остатки флюсов нужно удалять –опасность коррозии. Оборудование и инструменты: Основной инструмент – паяльник. Использование меди дает высокую эффективность за счет высокой теплопроводности, особенно для мягкого припоя. Для твердых припоев используется электрическая печь (устройство ТВЧ).
№26. Процесс резания металлов. Основные понятия и определения. Физические явления в процессе резания. Механическая обработка – основной вид обработки, достигает высоких степеней точности и с помощью ее обрабатывается основной объем детали. 1. Мех. обр-ка – самый объемный вид обр-ки. 2. Мех. обр-ка позволяет достичь наивысшую точность, высокого кач-ва. Обработка (обр-ка) резанием – процесс срезания режущим инструментом слоя металла в виде стружки. (для получения необходимой формы тела, точности и шероховатости)
Движения резания – основные движения, при которых с заготовки снимается слой металла, стружка. К этому движению относят: главные движения – движение, совершаемое с наибольшей скоростью, хар-ся скоростью резания Vр. [м/мин] (шлифование [м/с]). движение подачи – перемещение режущей кромки инструмента, обеспечивает непрерывность обр-ки и обработку всей поверхности. Sо=мм/об, Sм=мм/мин, Sz=мм/зуб. Технологический эскиз для основных видов обработки: 1. точение патрон
2. сверление
стол
Hз – толщина заготовки Нd – толщина детали
Sm=n*Sz , n – об/мин режимом работы - совокупность определенных значений глубины резания (t), подачи (So)и скорости резания (Vp) называется. Эти параметры устанавливаются технологом на основе данных, справочной литературы. Чтобы инструмент обладал способностью резать металл, его затачивают определенным образом. Режущий клин
a - задний угол, g - передний угол Режущий клин врезается в заготовку и срезает метал. Стружка бывает трех типов. 1.
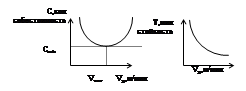
2. Стружка скалывания. При обр-ке материалов средней твердости. 3. Сыпучая При обработке хрупких материалов. Объем стружки при механической обработке ~30% по массе идет в стружку, основная проблема: нужно организовать сбор стружки. Процесс резания осуществляется с определенными силами: сила резания: Pz=f(t, s, v, km). Она достигает значительных величин до нескольких тыс. кН. И нужна соответствующая Мощность: N=Pz*V/(60*103) кВт Работа, затрачиваемая на процесс резания, расходуется: на упругую и пластическую деформацию металла; на его разрушение; а также на преодоление сил трения при сходе стружки по передней поверхности. По стальной пов-ти: f=0, 1-0, 2. Большая часть этой работы ~95% превращается в тепло. В среднем стружкой отводится 30-80% тепла, в заготовку 30-40%, в инструмент 5-10% Из-за этого режущие кромки инструмента нагреваются 1000-1200°C, что вызывает износ инструмента. Износ протекает по двум поверхностям: - по задней поверхности коэффициент износа =0, 8-1, 0 (образуется ленточка). - по передней поверхности (луночка) Чаще всего инструмент заменяю, когда износ по задней поверхности достигает определенного значения. Стойкость режущего инструмента – определяется в минутах непрерывного резания. В среднем 45- 60 мин.
Зависимость себестоимости от скорости резания.
№27. Инструментальные материалы. Режущий инструмент работает в условиях больших нагрузок, высоких температур, высоких коэффициентах сухого трения. И они должны обладать особыми свойствами: - Твердость должна быть на 20-30% выше твердости обрабатываемого материала. - Инструментальные стали. 1.углеродистые инструментальные C (углерод)=0, 9-1, 3% (У10А, У11А, У12А). У них твердость в закаленном состоянии HRC 60-62, но низкая красностойкость 200-250°C., Vр=15-18м/мин. Используются для изготовления ручного режущего инструмента (метчики, напильники). 2.легированные инструментальные.: Сr, W, Vo, Ni, C (добиваются повышенных режущих св-в. (XBГ, 9XC, XГ); HRC 62-64; красностойкость 250-300°C; Vр=15-25м/мин. применяются для сложного фасонного режущего инструмента. 3.быстрорежущие до 19% W, Co, Cr; HRC 62-65; красностойкость 600-700°C; Vр до 80 м/мин. Применяются в виде пластинок, насажденных на державку. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 318; Нарушение авторского права страницы


 б)
б)

 1.Вырубка и пробивка выполняется в спец. выруб. штампах следующей конструкции:
1.Вырубка и пробивка выполняется в спец. выруб. штампах следующей конструкции: 




 Плавлением.
Плавлением.
 1.разделка кромок соединяемых деталей.
1.разделка кромок соединяемых деталей. 3.собственно сварка
3.собственно сварка
 Рис: образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию электрода, благодаря чему металл плавится.
Рис: образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию электрода, благодаря чему металл плавится.




 Для процесса необходимы металлорежущие станки, в рабочих органах которых закрепляется инструмент и заготовка и осуществляются сложные движения.
Для процесса необходимы металлорежущие станки, в рабочих органах которых закрепляется инструмент и заготовка и осуществляются сложные движения.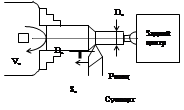

 - глубина резанья
- глубина резанья 
 3. фрезерование
3. фрезерование - t глубина резанья
- t глубина резанья стружка
стружка 
 Сливная, от вязких пластичных материалов.
Сливная, от вязких пластичных материалов.
