
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Синтетические сверхтвердые материалы (СТМ).
В их основе лежит кубический нитрид бора с добавлением Al2O3. Композит: эль бор, гексанит.
Но большая хрупкость. Абразивные материалы Применяются для изготовления абразивных инструментов, применяемых при абразивной обработке, которая обеспечивает получение наивысшей точности и чистоты поверхности. 0, 5-1 мкм, Rа 0, 06 мкм Их получают в виде хрусталиков, все искусственные. Материал имеет высокую твердость, красностойкость 1800-2000°С, Vр=100м/с Электрокорунд. Al2O3, Недорогой, светлого вида, средней твердости. Применяется для обработки сталей. Карбид кремния SiC. Получается искусственным путем. Порошок зеленого цвета (или черного). Более твердый материал, но менее прочный. Применяется для обработки чугунов, для заточки твердосплавного инструмента. Синтетический алмаз Мелкие кристаллы. Порошок светло-серого цвета. Применяются для механической обработки, шлифования твердых и хрупких материалов, заточки твердосплавного инструмента. Но низкая красностойкость 700°С Нитрид бора. Синтетический сверхтвердый. Применяется для обработки стальных, вязких деталей.
№28. Металлорежущие станки, классификация. Это машина для обработки изделий из металлов путем снятия стружки режущим инструментом. Это основное средство производства в механических цехах. Деталь должна пройти обработку не на одном, а на нескольких станках. (от 3-5 до 20-30 разнообразных станков). Станки применяются в определенном сочетании, различаясь технологическим методом обработки. Качество парков металлорежущих станков решающим образом определяют качество продукции и эффективность производства. Все фирмы совершенствуют оборудование. Уровень станкостроения определяет технический прогресс государства. В основу классификации МРС положен метод обр-ки, который характеризуется видом обрабатываемых поверхностей и применяемых режущих инструментов. 1.Токарные: Обрабатываются разнообразные тела вращения, валы. Инструмент – Разнообразные резцы. 2.Сверлильные и расточные: Для обработки отверстий. Сверление для расточения и расширения отверстий. Инструмент – сверла, зенкеры. 3.Шлифовальные и доводочные. Поверхности всех видов. Абразивный инструмент. 4.Комбинированные: Электро-физические методы обработки. 5.Зубо-резьбо-обрабатывающие. Для обработки зубчатых колес, шестеренок, очень сложные пов-ти. 6.Фрезерные. Плоские поверхности. Фрезы. 7.Строгальные, долбежные, протяжные 8.Разные. Разрезные, токарные и др. для резки металла в заготовительных цехах. 9.Разные.Балансировочные. Каждый из этих классов разделяются на 10 типов (токарные, револьверные, винторезные). А внутри типов существует подразделение на типы размеров. Согласно классификации станки имеют цифровой код: Х Х А Х Х А класс тип модернизация (ХХ) типы размеров модификация Пример: 16К20 – токарный винторезный 200мм высота.; 2Н125 – сверлильный вертикальный с мах диаметром отверстия 25мм; 6Н81 – фрезерный с 100*800 размер стола. По степени точности станки делятся на определенные классы. Основные: Н – нормальной П – повышенной точности Инструментальные: В – высокой, А – особо высокой, С – особо точные станки (мастер) По степени специализации различают: 1.универсальные – для выполнения разных операций над разными деталями. 2.специализированные – для выполнения ограниченного числа операций на деталях широко номенклатуры. 3.специальные – одна операция над одной деталью. Станки различают по степени автоматизации: 1) станки с ручным управлением (токарные). 2) полуавтоматы – загрузка заготовок ручная 3) автоматы с жестким циклом управления (револьверно-кулачковые автоматы). 4) станки с числовым программным управлением (быстрая переналадка).
№29. Обработка на токарных станках. Самая многочисленная группа оборудования, встречающаяся на самых различных заводах и предприятиях. (до 30%). Широкий спектр работ и преобладание пар вращения в машинах и механизмах. Основной вид обработки точение, обтачивание деталей форм вращения (валы и др.)
Перемещение с помощью винта. Основной вид применяемого инструмента – резец. 1 проходной прямой. 2 проходной, 3 упорный, 4 отрезной. Стрелка направление S.
Резец характеризуется поперечным сечением державки, bxh – 16*16mm, 30*40mm. Основное приспособление:
С ручным приводом, пневматическим. Для зажима длинных заготовок - задний центр.
Для обработки полых заготовок(втулок) применяются оправки
Рассмотрим некоторые типы токарных станков. 1.токарные одно-шпиндельные автоматы (11) Предназначены для автоматического изготовления мелких деталей из длинного прутка, в приборостроении, часовой промышленности. Автоматическое перемещение всех рабочих органов станка осуществляется от одного распределительного вала с набором кулачков. Сложные в наладке (от 3-3 часов до 2-8 смен). Обеспечивают высокую производительность 100-150 дет/час. Высокая точность деталей. 3.Револьверные станки. В место задней бабки станки имеют револьверную головку. Она шестигранная с вертикальной осью и несет очень много инструментов для обр-ки.
Наличие дополнительных инструментов позволяет расширить объем работ, и поэтому они второй тип по распространенности. 6.Токарно-винторезные станки Наличие ходового винта, обеспечивающего согласованное перемещение супорта с вращением шпинделя, что позволяет получить сложные винтовые поверхности. 2.Токарные многошпиндельные станки В крупносерийном и массовом производстве. 5.Карусельные станки. У стола вертикальная ось вращения. D (диаметр) до 12м. Тяжелые детали. 7.Токарные многорезцовые полуавтоматы. Суппорт несет до 10-15 инструментов. Обрабатывает сразу, применяются в крупносерийном производстве.
№30. Обработка на сверлильных и расточных станках. Сверление – метод получения отверстий в сплошном металле с помощью специальных инструментов – сверл. Наиболее широко используются вертикально-сверлильные станки.
Основной инструмент:
2.Зенкеры для увеличения диаметра уже имеющихся отверстий – 9-10 квалитет, d=6-30мм, большие d=20-120 мм.
Расточные станки – используются для круглых отверстий в больших деталей с большим диаметром 100-1000мм. Наиболее часто встречаются:
Стол станка устанавливается на салазках. Вращение обеспечивает обработку со всех сторон. Основной горизонтальный инструмент – борштанга:
– особенность заключается в том, что столб перемещается с высокой точностью по координатам X Y. Предназначены для обработки деталей с очень точно расположенными отверстиями. Отличаются высокой точностью 0.001мм, дорогие, напоминают вертикально-расточные станки, должны использоваться при t: 20С±0, 2С, нужно выдержать очень
№31. Обработка на фрезерных станках.
Режущий инструмент –фрезы: -Цилиндрическая для обработки плоских поверхностей.
-Дисковые:
Основные типы станков.
Горизонтально-фрезерный станок состоит из следующих основных узлов: Станина - служит для крепления всех узлов и механизмов станка. Некоторые из них расположены внутри станины и не видны (электродвигатель, коробка скоростей). Хобот - предназначен для поддержания свободного конца фрезерной оправки. Хобот может выдвигаться на различные расстояния от станины в зависимости от длины используемой оправки. Консоль - представляет собой жёсткую чугунную отливку, установленную на направляющих станины. Консоль может перемещаться по направляющим вверх и вниз, и служит для закрепления стола. Стол - станка предназначен для закрепления обрабатываемой детали и сообщения ей движения подачи. Стол может перемещаться в продольном и поперечном направлениях, а также в вертикальном вместе с консолью. Шпиндель - станка служит для закрепления фрезерной оправки и передачи вращения фрезе. Коробка скоростей - предназначена для передачи вращения шпинделю и изменения числа его оборотов. Вертикально-фрезерные - применяются торцевые и кольцевые фрезы.
Детали ездят на подвижном столе, и когда деталь проходит мимо фрезы срезается слой материала.
№32. Обработка на шлифовальных станках.
- процесс обработки заготовки резанием специальным инструментом – абразивном кругом. При изготовлении абразивных кругов абразивные зерна равномерно размешивают в связке и спекают. При вращении круга каждое зерно срезает с поверхности тоненькую стружку, их очень много (100 млн в мин) За счет этого и достигается высокая точность 6-7кв, низкая шероховатость Ra=0, 1-1мкм. Шлифование – чистовой отделочный метод обработки и шлифовальные станки заканчивают технологический процесс. Это единственный метод, которым можно обрабатывать деталь после закалки с высокой твердостью, можно обработать поверхности любой формы. Но наиболее часто встречается шлифование внутренних и наружных цилиндрических поверхностей.
Стружка вылетает в виде искр, за каждый двойной ход осуществляется глубина резания. Процесс происходит медленно, но точно. Глубина срезания t=0, 0002- 0, 01, Vk=30-50 м/с. Абразивный круг быстро изнашивается, тупиться. Но возможно самозатачивание: затупившиеся зерна будут вырываться, а на их место будут появляться новые острые, но этот процесс неуправляем. Поэтому необходимо останавливать станок и править алмазным карандашом. Чем точнее обработка, тем чаще приходится править круг. Основные типы станков. 1) круглошлифовальные - для наружноние цилиндрических пов-стей. Круг – Dк=700-1500мм. 2) Внутришлифовальные станки – для внутренних точных отверстий. Dк=5-60мм, частота вращения – n=10-12тыс. об/мин. 3) плоскошлифование – для больших плоских поверхностей, Dк=400-700мм. 4) Зубошлифовальние и резьбошлифовальные. Все станки отличаются высокой точностью, качеством. Они очень дорогие, самые дорогие. Их выделяют в отдельную группу, помещают в отдельное помещение, т.к. часть абразива попадает в воздух. Работа высокой вредности.
№33. Основные принципы программного управления технологическим оборудовантем. Технологические возможности станков с ЧПУ.
Кулачки (муз. Шкатулка):
Физическим носителям информации свойственны 2 недостатка: 1. Информация чертежа детали из цифровой превращается в аналоговую в виде сложной криволинейной поверхности, это преобразование связано с потерей информации, а такая материальная форма связана с износом программы-носителя. 2. Необходимо изготавливать программы-носители в металле с высокой точностью, и останавливать оборудование на длительный период для осуществления его наладки. Цифровые системы электронного управления: ЧПУ - такая система, в которой программа перемещения рабочих органов и технологии команды передаются в управляющую ЭВМ в виде цифровых алфавитных кодов. Система ЧПУ на всем пути подготовки передачи информации имеет дело только с цифровой ее формой. Эта форма информации позволяет применять все современные средства микропроцессорной техники, т.е. автоматизировать подготовку самой программы, и быстро менять программное управление. Переналаживание на новую программу станка ЧПУ занимает 1-2 мин. ! Генеральное направление современного прогресса -замена всех мех. систем электронными и создание единого цифрового поля. Конструктивно ЧПУ представляет автономный электронный агрегат, состоящий из: БТК - блок технологических команд; МП - микропроцессор управляет двумя координатами (сейчас до 20).
Различают: - NC(Numeral Control) - числовое управление; система с покадровым чтением перфоленты. - SNC(Stored Numeral Contral) - хранимая программа; управляющая команда считывается 1 раз и по ней осуществляются циклы обработки. - CNC(Computer NC) - устройство ЧПУ со встроенной ЭВМ, которое может хранить одновременно несколько десятков программ, корректировать, редактировать их. - DNC(Director NC) - прямое управление станком от ЭВМ. Управление порядком опер., целым участком. - HNC(Handed NC) - оперативное програмное управление; ручной набор данных на пульте управления. По принципу управления движением различают 3 группы оборудования: 1. С позиционной системой ЧПУ, управляется автоматически инструментом от точки к точке, на пути осущ. обработка: (сверлильные станки). 2.
3. С комбинированной системой ЧПУ, сочетает в себе 1 и 2 системы управления, поэтому самая дорогая. По кол-ву используемого инструмента различают станки: 1. С одним инструментом 2. Много инструментальные с РГ (револьверная головка управления инструментом) до 12 штук. 3. Многоцелевые; снабжены спец. магазином инструментов и манипулятором для смены инструментов (от 12 до 80-120 шт.) Индексация станков с ЧПУ: Ц- цикловое управление. Ф1- цифровая индексация, станок. снабжается простыми устройствами, на экране читается информация (мало используется). Ф2-позиционное ЧПУ. Ф3-контурное. Ф4-комбинированное, также в обозначении используют: Р-ЧПУ с револьвером. М-ЧПУ при наличии магазина инструментов (сохраняется индикация точности) П.В.А.(П - повышенная точность, В - высокая точность, А - особая высокая точность) Пример: 6Б76ПМФ4(6-на фрезерном многоцелевом станке, П -повышенная точность, М-с магазином инструментов, 4-комбинированная сис-ма управления). ! Главная технологическая особенность станков ЧПУ - на одном станке на одном рабочем месте происходит высокая концентрация обработки. Следовательно, число операций уменьшается в 10-15 раз, за 2-3 операции происходит выполнение всего технологического процесса, длительность операций уменьшается на несколько часов. Эти особенности накладывают дополнительные условия организации для станков ЧПУ. Сейчас 15-20% от парка составляют станки с ЧПУ. Ограничение применения ЧПУ: дорогое оборудование со сложной механикой и электроникой. В современном производстве – 15-20% от парка станков с ЧПУ.
№34. Промышленные роботы. Самыми трудоемкими, неквалифицированными являются погрузочно-разгрузочные транспортные операции. Они плохо поддаются автоматизации. Вторая революция НТР привела к появлению роботов. Промышленный робот - автоматическая машина, представляющая собой совокупность манипулятора и программированного устройства управления для выполнения в производственном процессе двигательных и управляющих функций человека. Благодаря быстрой переналадке они обеспечивают наибольший эффект, т.к. робот может работать 3 смены подряд не ошибаясь и не уставая с высокой точностью выполняя монотонные и однообразные операции. Основные структурные элементы промышленного робота: 1. Исполнительное устр-во - манипулятор 2. Сис-ма ПУ 3. Информационная сис-ма, датчики, которые снабжают робота данными об окружающем мире В зависимости от выполняемых функцийпром.роботы делятся на 3 группы: 1. Подъемно-транспортные Для выполнения действий типа: взять-положить, используются при обслуживании технологического оборудования для операций транспортировки, установки заготовок, снятия готовых деталей, замене инструмента. «+»: повышенная мощность, грузоподъемность «-»: низкая точность 2. Производственные (технологичные) Для выполнения некоторых технич. операций: сварочные, сборочные. «+»: высокая точность, поэтому дорогие и сложные. 3. Универсальные Наиболее сложные и дорогие, выполняют операции 1-го и 2-го. Для любых операций. Возможности робота определяются типами программного управления: позиционные СУ—подъемно-транспортные (от точки к точке), контурные СУ—производственные роботы, комбинированные – универсальные. · По грузоподъемности роботы делятся на: 1. Сверхлегкие < 1 кг 2. Легкие < 10 кг 3. Средние < 200 кг 4. Тяжелые < 1000 кг 5. Сверхтяжелые > 1000 кг · По количеству степеней свободы: Роботы могут иметь от 1-4 до 10-15 степеней свободы.
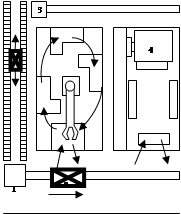
№35. Гибкие производственные системы. ГПС Постепенно техн. процесс привел к появлению ГПС, которые являются высшей формой организации машиностроительного произв-ва. ГПС - совокупность различного оборудования с числовым программным управлением ЧПУ (станки, роботы, транспортные устр-ва), обладающие свойством автоматизир. переналадки при производстве изделий произвольной номенклатуры, но определенной группы. Они характеризуются: - Полная автоматизация всех функций (не только обработки, но и вспомогательных процессов). - Единая сис-ма управления, единое цифровое поле представления информации. - Автоматизация перенастройки (сегодня-эта деталь, через час - другая). Безлюдная технология является прообразом будущих автоматических заводов. Пока в современном производстве такие сис-мы занимают маленький удельный вес, всего 5-7% (ГПС распространены в Японии, США, Швеции и др.) Основным конструктивным элементом ГПС является ГПМ - гибкий производственный модуль - единица технолог. Оборудования, функционирующая автоматически, обладающая свойством автоматизированной переналадки и имеющая возможность встраивания в ГПС. Разновидностью ГПМ является РТК - роботизированный технологический комплекс (пром. робот выполняет функции загрузки и выгрузки). Важнейшим элементом ГПС является АСС – автоматизированная складская система — набор ячеек для хранения ориентированных заготовок деталей инструментов; их обслуживает робот - штабелер, который перемещается по двум координатам, находит нужную ячейку; по запросу осуществляется загрузка и выгрузка. Все элементы, модули ГПС объединяются АТС - автоматизированной транспортной системой, которая обеспечивает доставку заготовок на каждый модуль, вывоз готовых деталей, доставку требуемых инструментов, т.е. все производственно-обслуживающие функции. АТС базируется на автоматических транспортных тележках робокарах, которые могут перемещаться по рельсам, управляться кабелем, иметь сис-му светового управления и т.д. Схема модуля, их м.б. больше.
1- контователь, 2 – робокар, 3 – транспортная уборка стружки, 4 – робот погрузчик.
- Главная проблема ГПС - строгая и точная ориентация в пространстве заготовок и деталей при всех манипуляциях загрузки и выгрузки, откуда можно сказать, что все автоматические сис-мы –«слепые», поэтому для деталей больших размеров, для установки деталей и заготовок точной формы применяются спец. кассеты. Большие детали сложной формы устанавливаются на палете, который имеет точные пазы. Это приводит к дополнительным вложениям капитала, что удорожает производство ГПС работают по следующей смене: 1.Утренняя смена, профилактика оборудования обслужующего персонала, тестирование систем, наладка инструмента оснастки, загрузка, выгрузка. 2.Вторая, третья смена – автоматическая работа под наблюдением 2, 3-ех операторов, которые наблюдают за системой. ГПС обеспечивают: 1. Повышение производительности за счет загрузки оборудования и снижения внутрисменных потерь. 2. Повышение рентабельности за счет сокращения времени нахождения детали в пространстве, уменьшение оборотных заделов, минимизация объемов складов, выполнение заказов в жесткий срок, т.е. реализуется технология, которая наз-ся just in time ( точно вовремя ). 3. Повышение качества продукции за счет устранения ошибок ручного труда и стабильности всех процессов изготовления. 4. Улучшение условий труда за счет устранения монотонных физических работ 5. В условиях мелкосерийного номенклатурного производства ЧПУ помогает быстро переходить к выпуску новой продукции, производство начинается после получения чертежей, компьютерной обработки и т.д., что обеспечивает высокую эффективность производства.
№36. Значение сборки в производстве машин. Виды сборочных процессов. Процесс сборки является заключительным этапом в изготовлении машин. Он оказывает решающие влияние на качество выпускаемой продукции. Если в процессе сборки допущены погрешности – неправильное расположение детали, плохая регулировка, излишняя затяжка болтов и гаек – это способно вывести машину из строя, сократить надежность и долговечность. Процессы сборки отличаются высокой трудоемкостью и длительностью. В массовом, крупносерийном производстве занимает 20 – 30%, в мелкосерийном 35 – 40%, в приборостроении 40 – 45%. Основная часть до 80% слесарно-сборочных работ выполняется в ручную, что требует больших физических затрат. Большая длительность работ по сборке приводит к тому, что скапливается продукция на складах, следовательно, объем не завершенного производства возрастает. Сборка – это образование различных соединений деталей в один механизм – машину. По объему различают общую сборку – объектом, является – готовое изделие, и узловую – объектом является часть изделия. Машина состоит из сборочных единиц. Основная часть работ в условиях единично и мелко серийного производства выполняется на общей сборке. С увеличением серийности пр-ва все больше работ переносят на узловую сборку. Все виды работ выполняются сначала на узловой сборке, а затем на общей сборке собирают уже модулями (блоками). В машиностроении существует два класса сборки процессов. 1) собственно сборка – изделия полностью собираются на предприятии – изготовителе и в готовом виде достаются заказчику, 2) монтаж – изделия собираются частями, а окончательно собираются у потребителя. Это обычно крупное и сложное оборудование: турбины и станки. Тех. процесс сборки. 1. Подготовка детали к сборке, контроль мойка, расконсервация. 2. Сборка различных соединений. 3. Контроль соединений машины в целое. 4. Иногда выполняется разборка изделий с доработкой и сборка заново. 5. Испытание изделия в холостую и под нагрузкой. 6. Нанесение защитных покрытий: смазка, окраска. 7. Консервация и упаковка изделий перед транспортировкой.
№37. Организационные схемы сборки. В зависимости от масштаба изделий, их массы применяют различные формы организации сборочных процессов: 1)стационарная сборка – характеризуется тем, что весь процесс сборки выполняется на одной сборочной позиции – стенде при неподвижном изделии. Применяется при сборке сложных тяжелых изделий: турбины, самолеты. При единичном и мелкосерийном производстве весь процесс сборки выполняется одной бригадой слесарей – сборников высокой квалификации. Бригада рабочих специализируется по виду выполняемых работ, и выполняют работу переходя с одного стенда на другой: стационарная поточка при сборке самолетов. Наиболее частая организация: 2)Подвижная сборка, когда собираемое изделие перемещается в процессе сборки с одной позиции на другую, где последовательно выполняются сборочные операции. Используются при сборке мелкой и средней тяжести изделий при значительном их объеме пр-ва: (серийное, массовое). Весь технологический разделяется на большое число простых и нетрудоемких операций. Их длительность подбирается кратно их выпуску:
№38. Способы сборки разъёмных соединений. В машинных механизмах разъемная сборка преобладает. Различают способы соединения. Соединение зазором – выполняется вручную, путем плавного движения одной детали на другую. Зазоры для вала диаметром 50-0.05 мм, для отверстия диам.50 +0.07. мм Зазоры max=0, 12, min=0. Для посадки используют деревянные молотки.
Осуществляется соединительными болтами, иногда болты скрепляются с гайками. Одной из больших проблем таких соединений является самоотвинчивание т.е. ослабевание усилия стягивание (при длительном воздействии, в рез. вибрации, вследствие температурной деформации). Чтобы это предотвратить использ: контргайки,
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 217; Нарушение авторского права страницы
 При высоком давлении и высоких температурах происходит спекание нитридов, которые синтезируются в виде столбиков h=4-6мм. Эти материалы по твердости близки к алмазу ~на 10% меньше. По красностойкости превосходят алмаз 1300-1400°С. Vр около 500м/мин (сталь). Vр около 1000м/мин (цв. сплавы)
При высоком давлении и высоких температурах происходит спекание нитридов, которые синтезируются в виде столбиков h=4-6мм. Эти материалы по твердости близки к алмазу ~на 10% меньше. По красностойкости превосходят алмаз 1300-1400°С. Vр около 500м/мин (сталь). Vр около 1000м/мин (цв. сплавы)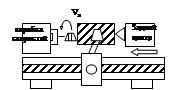 Самый древний тип станков.
Самый древний тип станков.



 Патрон
Патрон



 1.сверла – d=1-40мм, из быстрорежущих материалов, сплавов, 11-12 квалитет.
1.сверла – d=1-40мм, из быстрорежущих материалов, сплавов, 11-12 квалитет. 3.Развертка – многозубый инструмент, 7-8 квалитет, z=6-12
3.Развертка – многозубый инструмент, 7-8 квалитет, z=6-12 4.Метчик – для прорезния резьбы в отверстиях, М4 - М 14 (метрическая резьба).
4.Метчик – для прорезния резьбы в отверстиях, М4 - М 14 (метрическая резьба).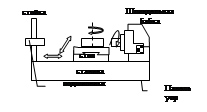 Горизонтально-расточные станки
Горизонтально-расточные станки 

 Координатно-расточные
Координатно-расточные Фрезерование –высокопроизводительный способ обработки многолезвийным инструментом – фрезой (для обр-ки плоских поверхностей, открытых, уступов, канавок, фасонных поверхностей).
Фрезерование –высокопроизводительный способ обработки многолезвийным инструментом – фрезой (для обр-ки плоских поверхностей, открытых, уступов, канавок, фасонных поверхностей). -Торцевая- режущая часть из дорогих инструментов (для обр-ки крупных деталей) - самый многочисленный вид.
-Торцевая- режущая часть из дорогих инструментов (для обр-ки крупных деталей) - самый многочисленный вид.
 -Концевая – обраб-ет уступы, универсальные инструмент.
-Концевая – обраб-ет уступы, универсальные инструмент.
 Горизонтально-фрезерные:
Горизонтально-фрезерные:  Вертикально-фрезерный станок отличается от горизонтального только вертикальным расположением шпинделя и отсутствием хобота.
Вертикально-фрезерный станок отличается от горизонтального только вертикальным расположением шпинделя и отсутствием хобота.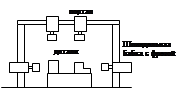 Продольно-фрезерные (в массовом и крупносерийном производстве)
Продольно-фрезерные (в массовом и крупносерийном производстве) Шлифование
Шлифование  Круглое наружное шлифование.
Круглое наружное шлифование. Изобретение механического привода позволило освободить человека от физического труда, но управление осуществлялось в ручную. Развитие производства привело к автоматизации. К середине нашего века сложилась система: САУ - система автоматического управления механического типа, т.е. программа управления осуществляется в виде реально существующих аналогов.
Изобретение механического привода позволило освободить человека от физического труда, но управление осуществлялось в ручную. Развитие производства привело к автоматизации. К середине нашего века сложилась система: САУ - система автоматического управления механического типа, т.е. программа управления осуществляется в виде реально существующих аналогов.
 С контурной системой ЧПУ; перемещение по сложной траектории происходит непрерывно (фрезерные станки).
С контурной системой ЧПУ; перемещение по сложной траектории происходит непрерывно (фрезерные станки).

 , где F – годовой фонд рабочего времени ~ 4140 часов, N – объем изделий 25000, t – 10 мин. Формулу придумал Г.Форд. В условиях массового производства собираемый объект перемещается от одного рабочего места к другому следующими способами: в ручную (по наклонным лоткам, тележкам, одним рабочим другому), с помощью механических устройств - конвейеров.
, где F – годовой фонд рабочего времени ~ 4140 часов, N – объем изделий 25000, t – 10 мин. Формулу придумал Г.Форд. В условиях массового производства собираемый объект перемещается от одного рабочего места к другому следующими способами: в ручную (по наклонным лоткам, тележкам, одним рабочим другому), с помощью механических устройств - конвейеров. Конвейер двигается со скоростью от 0, 25-3, 5 м/мин и пока объект находится в зоне рабочего подвижная поточная сборка – самый передовой способ произ-ва, высокопроизводительный способ организации сборочного производства. 1910г. – Г.Форд.
Конвейер двигается со скоростью от 0, 25-3, 5 м/мин и пока объект находится в зоне рабочего подвижная поточная сборка – самый передовой способ произ-ва, высокопроизводительный способ организации сборочного производства. 1910г. – Г.Форд. Резьбовые соединения.
Резьбовые соединения. 


 пружинные шайбы, при попытки болта отвертеться острые концы врезаются в болт и в гайку и препятствуют развенчиванию
пружинные шайбы, при попытки болта отвертеться острые концы врезаются в болт и в гайку и препятствуют развенчиванию шплинты:
шплинты: