
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сборка узлов с подшипниками.
Эти соединения имеют широкое распространение, основной вид эвольвентные. Колеса цепляются зубчиками друг за друга, в процессе перекатываются.
Виды зубчатых передач. 1. Цилиндрические – 85%;
2.
3. Червячные – 8%, передача вращения между скрещивающимися осями.
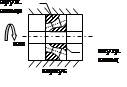
При сборке зубчатые колеса устанавливаются на валы, которые устанавливаются в корпус. Главное при сборке обеспечить необходимую величину бокового зазора (от 0 до 0, 1мм - оптимальный). Зазор необходим для компенсации теплового расширения. Если зазор мал, то при расширении колеса заклинивает, если же большой, то зубья ломаются при ударе друг о друга. Чтобы определить величину зазора используют различные методы: 1. С помощью щупа – набор пластинок точной толщины; 2. Прокатывание свинцовой проволоки м/у зубьями, она расплющивается, и ее измеряют; 3. С помощью спец приборов – индикаторов по величине мертвого хода (одно колесо закрепляется, другое накатывается).
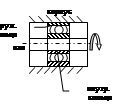
№39. Способы сборки неразъёмных соединений. Все виды соединений разделяются на два класса разъемные и неразъемные. Разъемные соединения допускают разборку и повторную сборку без нарушения целостности собираемых деталей. К ним относятся соединения болтами, гайками и т.д. Неразъемные не могут быть разобраны без повреждения соединяемых деталей. Их получают сваркой, пайкой, запрессовкой и т.д. Сварка – один из основных методов сборки неразъемного соединения.Сварка – технологический процесс получения неразъемных соединений в результате частичного оплавления соединяемых деталей. Дешевый процесс легко механизируется, простое оборудование. Особенность: сварка позволяет заменить сложную цельнометаллическую тяжелую конструкцию на сборную, состоящую из простых элементов, полученных прокаткой. Это позволяет снизить трудоемкость и себестоимость продукции. Сварные соединения на 20-30% менее прочны, чем литой металл. Процесс сварки бывает двух типов давлением и плавлением.
электрод
Температура 200`С. при охлаждении объем уменьшается, а этому препятствует напряжение. Прочность соединения на 1/3 < прочности сплошного металла. Технологический процесс состоит: 1.Очистка механическим или физическим путями. 2.Сжатие пов-ти с определенным усилием, иногда с помощью подогрева для более эффективного дифундирования атомов. 3.Выдержка для достаточно пластичных металлов, низкоуглеродистых (платина, золото).
С другой стороны наносится удар бойком, и под действием силы нажима клепка расплющивается, и она прочно заполняет отверстие. В настоящее время заклепочные соединения постепенно вытесняются сваркой, однако их целесообразно применять там, где конструкция подвергается высоким динамическим нагрузкам, заклепочные соединения выполняются из алюминия, меди и стали. Заклепки малого диаметра до 10мм «садят» в холодном состоянии. Заклепки большого диаметра нагревают до 800 – 900С и садят в горячем состоянии. Для клепки применяют специальные инструменты - прессы, автоматы, клепальные молотки. Запрессовка деталей – при изготовлении соединяемые детали делают такими, чтобы они ни входили друг в друга. Например: d вала 100+0, 08+0, 02: min 100.02, max 100.08; d отверстия 100-0, 05 max100 min99.95. Такие соединения получают двумя способами: механическим и тепловым. Механический заключаются в том что, несмотря на разницу размеров, все таки удается вставить детали за счет упругих деформаций. Тепловой способ – при нагревании и или охлаждении детали сжимаются или расширяются. Тогда применяется нагревание охватывающих поверхностей или охлаждение вставляемых деталей. Метод соединения деталей нагреванием дает прочность соединения на 25 – 30% выше прочности механической запрессовки, за счет шероховатости пов-ти. Для нагрева применяют солевые ванны тем нагрева 150-2000С. Охлаждение выполняется либо сухим льдом до –700С, либо жидким азотом до –1760С. Склеивание – применяется все чаще, благодаря изобретению искусственных склеивающих материалов. Клеевые соединения удовлетворительно сопротивляются сдвигам и динамическим нагрузкам, но их тепловая стойкость не превышает 90С. В качестве клеев используют смеси эпоксидной смолы, смеси с портландцементом. Этим клеем можно склеить такие пары как текстолит и чугун, текстолит и сталь, бронза и чугун и т.д. склеиваемые поверхности должны тщательно счищаться, обезжириваться. Для ускорения процессов склейки детали иногда нагревают.
№40. Оборудование сборочных цехов. Условно существует две группы: 1. Технологическое 2. Вспомогательное или транспортные. Состав (1): 1. ручной слесарно-сборочный инструмент (отвертки, молотки, гаечные ключи, зубила, напильники, плоскогубцы, круглогубцы); 2. Ручные машины для слесарных работ (сверлильные станки, гайковерты и т.д.); 3. Сборочные приспособления универсальные (тески, домкраты, установочно-зажимные стенды); 4. Специальные станки: установочно-зажимные стенды. 5. Прессы (ручные, пневматические, гидравлические); 6. Оборудование для балансировки вращающихся деталей; 7. Оборудование для мойки, нагрева, заправки смазкой; 8. Оборудование для сварочных работ: трансформаторы; 9. Оборудование для покраски (пульверизаторы, сушильные аппараты); Состав (2): разнообразные устройства: - Конвейеры подвесные (не требуют дополнительных производственных площадей, обладающие значительной протяженностью, используют для транспортировки м/у цехами, этажами);
- Напольные конвейеры (расположены на уровне рабочего): ленточные (для сборки легких и средний изделий 800-1000), v=6 – 30м/мин., зависят от такта пр-ва, пластинчатые (для сборки устойчивых изделий 400-1000), v=1 – 5м/мин., роликовые - рольганги (1 – 3м/мин.) основаны на трении качения: неприводные, наклон 1-30, рабочему необходимо лишь толкнуть, для крупных модулей существует передача и изделие катится.
тележечные – движение м/б непрерывным 0, 25-6 м/мин либо периодические:
-
-
В качестве транспортирующих устройств используются роботы, так называемые робокары.
№41. Электроэрозионные методы обработки. В современном машиностроении с НТР возникают проблемы обработки материалов с особыми физико-механическими свойствами из высокопрочных, вязких материалов. И с другой стороны возникают проблемы обработки тонкостенных деталей с пазами и отверстиями в несколько мкм. Эти проблемы решаются с помощью электрофизических методов обработки в которых используется физические явления. Эти методы являются необходимым методом, дополнением к мех. обработке, не заменяя ее. Обычные методы обработки менее энергоемки чем эти методы. Но есть особый случай, где электрофизические методы более удобны и лучше. Занимают определенный объем трудозатрат 5-10%. Электроэрозионная обработка. В основе ЭЭО лежат физические явления электрической эрозии, т.е. разрушения эл. контактов при возникновении между ними электрических разрядов.
В результате эл. разряда металл на поверхности разрывается, расплавляется и даже испаряется. Процесс происходит в рабочей жидкости. Рабочая жидкость (керосин, масло, вода) при электроэрозионной обработке выполняет следующие функции: 1) способствует разделению продуктов эрозии, образованию гранул шаровидной формы, препятствует осаждению продуктов эрозии одного электрода на другой; 2) обеспечивает стабильное протекание процесса, удаляя продукты эрозии и очищая межэлектродный промежуток; 3) охлаждает электроды. Рабочая жидкость должна иметь химическую нейтральность к материалу инструмента и детали, небольшую стоимость, невысокую вязкость, быть нетоксичной и безопасной в эксплуатации. Общий съём материала происходит под действием большого числа электрических разрядов, которые являются высококонцентрированными преобразователями электрической энергии в тепловую. Электрические импульсы поступают на межэлектродный промежуток с определённой частотой. На поверхности детали копируется таким образом профиль электрода инструмента. Эффективность обработки опред. теплофизическими свойствами материала: температурой плавления (алюминий легче чем сталь), теплоемкостью, теплопроводностью. От мех. свойств материала не зависит эффективность обработки. Электрический разряд действует разрушающим образом и на инструмент, что приводит к износу. Коэффициент износа инструмента – дельта. (сред значение 80-150%).
Износ у инструментов из электрографита приблизит. 5%. Но это хрупкое, не прочное вещество сложный контур трудно. Алюминий лучше, но износ. 120%, медь 70%, но значительно дороже. Тепловое воздействие на поверхность составляет 5000-60000С, что приводит к выгоранию отдельных легирующих элементов, вторичной кристаллизации, к некоторому растрескиванию поверхности. Применяется данный метод для обработки
2.Прошивание отверстий малых размеров, глубокие и особенно в трудно обрабатываемых материалах диаметром до 0, 5 мм. Поверхности типа фасонных щелей, в форме шестигранника Примеры поверхностей.
Эффективно в ремонтном деле. 3. Обработка сложных поверхностей непрофильным электродом - проволочкой. В качестве инструмента используется тонкая латунная проволока диаметром 0, 1 – 0, 5 мм или вольфрамовая диаметром 0, 02, -0, 05 и эта проволока как непрерывная пила обрабатывает поверхность. Она перемещается с одного устройства на другое.
Резец очень маленький, проволочка непрерывно перематывается, что позволяет достичь того, что диаметр обрабатываемого отверстия остается пост. Проволочка не снашивается не сгорает (точность выше). Если подключить к столу ЧПУ, то можно вырезать любой сложный контур. Достоинства -Возможность получения очень сложных контуров и поверхностей с приемлемой производительностью Недостатки -Высокая энергоемкость процесса -Низкая прочность и качество поверхности, особенно на высокопроизводительных предприятиях. -Большой износ инструментов (они сгорают)
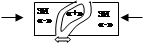
№42. Электрохимическая обработка. В основе ЭХО лежат процессы возникающие при прохождении постоянного электрического тока между электродами, проводниками, находящимися в электролите.
NaCl « Na++ Cl- H2O « H+ + OH- Fe0–2e® Fe®Fe2++2OH® Fe(OH)2 ¯ Происходит растворение детали, это процесс определяется законом Фарадея: Q = R·I·t, где R – коэффициент, t - время, I – сила тока, находят из закона Ома I= U/R Столба электролита: R = L/XS, S –рабочая площадь, X – удельная проводимость. Для каждого материала подбирают отдельные электролиты, составляющие компоненты которого – разные и в любом количестве. Особенности электролитов -удаление металла происходит буквально по одному атому -электрод инструмента в принципе не изнашивается. Применение ЭХО 1.При обработке сложных фасонных изделий труднообрабатываемого материала. Пример. Обработка турбинных лопаток (сложный профиль):
U=8-12В, D==60-80 А/см2 – плотность тока. Грубо отштампованную заготовку помещают м/д двумя электродами, которые копируют форму. Производительность этого процесса увеличивается в 4-10 раз, чем при фрезировании (20мин. и 2 часа).
Т.к. инструмент не изнашивается, следовательно, можно прошивать очень глубокие поверхности. Трубочка может быть любой формы. 3.Операция снятия заусенцев при мех. обработке вязких материалов на выходе инструмента остается заусенец.
Обычный шлифовальный круг снабжается источником постоянного тока. В зазор подается электролит и в этом зазоре – идет процесс электрохимического растворения. Алмазные зерна, находящиеся в шлифовальном круге срезают не сам металл, а окисные пленки. 90-95% объема по съему металла приходится на ЭХО, а 5-10% на алмазные зерна, в результате стойкость кругов возрастает в 10 раз. 5.Электрохимическое полирование (получение поверхностей зеркальной чистоты)
Для эффективности сглаживания применяют деревянные бруски Достоинства: -возможность обработки любых материалов любой твердости и вязкости и прочности, не зависимо от механических свойств. -высокое качество получаемой поверхности (отсутствие сил воздействия). Недостатки: -высокая энергоемкость -низкая точность из-за невозможности управлять силовыми линиями электромагнитного поля -выделение в процессе операции вредных газов -интенсивная коррозия поверхностей, на которые попадает электролит.
№43. Применение ультразвука в машиностроении. Ультразвук - упругие мех. колебания материальной среды с частотой, превышающей 16 кГц. Колебания упругих частиц атомов около положения равновесия в среде зон сжатия и растяжения. В воздухе - 331 м/c, в воде - 1500 м/c, в металлах - 5100м/с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 268; Нарушение авторского права страницы
 Различают шариковые и роликовые подшипники. Главная задача при сборке подшипников – обеспечить их посадку в корпус и на вал без перекоса корпусных колец; обеспечить при посадке сохранение рабочего зазора в подшипнике.
Различают шариковые и роликовые подшипники. Главная задача при сборке подшипников – обеспечить их посадку в корпус и на вал без перекоса корпусных колец; обеспечить при посадке сохранение рабочего зазора в подшипнике.
 Сборка зубчатых соединений. В качестве передачи крутящего элемента от одного вала к другому используют зубчатые соединения.
Сборка зубчатых соединений. В качестве передачи крутящего элемента от одного вала к другому используют зубчатые соединения. Главный конструктивный элемент сцепления - передаточное отношение
Главный конструктивный элемент сцепления - передаточное отношение  , если Z1< Z2 движение ведомое, уменьшение скорости движения.
, если Z1< Z2 движение ведомое, уменьшение скорости движения. Конические – 10%;
Конические – 10%; 

 Плавлением.
Плавлением.
 Склепывание - способ соединения деталей с помощью промежуточных соединений (клепок). Детали накладываются, друг на друга в них просверливаются сквозные отверстия и в них вставляются заклепки.
Склепывание - способ соединения деталей с помощью промежуточных соединений (клепок). Детали накладываются, друг на друга в них просверливаются сквозные отверстия и в них вставляются заклепки.


 - Грузоведущие (напольные конвейеры для тяжелых изделий).
- Грузоведущие (напольные конвейеры для тяжелых изделий). рамные – вмонтирован в полу рама совершает движения по направлениям(поднимет изделие, перемещает и возвращает его обратно):
рамные – вмонтирован в полу рама совершает движения по направлениям(поднимет изделие, перемещает и возвращает его обратно):  Мостовые краны (для изделий m> 5тонн) перемещаются по специальным путям;
Мостовые краны (для изделий m> 5тонн) перемещаются по специальным путям;  для перемещения изделий до 5 тонн используют кран-балку.
для перемещения изделий до 5 тонн используют кран-балку. В конце 40-х годов предложение использовать это явление для обработки: схема
В конце 40-х годов предложение использовать это явление для обработки: схема



 1.Внутренних полостей, штампов, процесса формовки. Такая обработка в 1, 5-2 раза производительней, чем фрезерование. Эффективен также для горячей штамповки.
1.Внутренних полостей, штампов, процесса формовки. Такая обработка в 1, 5-2 раза производительней, чем фрезерование. Эффективен также для горячей штамповки. (сито)
(сито)


 2.Прошивание фасонных и очень глубоких отверстий
2.Прошивание фасонных и очень глубоких отверстий На выступах будут концентрироваться силовые линии электрич. магнитного поля, заусенец будет удаляться, кромка закругляться.
На выступах будут концентрироваться силовые линии электрич. магнитного поля, заусенец будет удаляться, кромка закругляться. Эффективна при снятии заусенцев в трубопроводе и в пневмопроводе.
Эффективна при снятии заусенцев в трубопроводе и в пневмопроводе. 4.Электроалмазное шлифование.
4.Электроалмазное шлифование. Образивные круги снабженные алмазными зеркалами
Образивные круги снабженные алмазными зеркалами
 - Z
- Z Интенсивность электромагнитного поля расплавляет гребешки, а впадины нет, т.к. их закрывают пассивационной пленкой.
Интенсивность электромагнитного поля расплавляет гребешки, а впадины нет, т.к. их закрывают пассивационной пленкой.