|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГЛАВА1. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ СВАРКИ БОРТОВОЙ СЕКЦИИ 7Стр 1 из 5Следующая ⇒
СОДЕРЖАНИЕ ВВЕДЕНИЕ 4 ГЛАВА1. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ СВАРКИ БОРТОВОЙ СЕКЦИИ 7 1.1 Описание конструкции. 7 1.2 Выбор материала конструкции. 7 1.3 Выбор сварочных материалов. 7 1.4 Выбор и характеристика сварочного оборудования 11 1.5 Организация рабочего места 14 ГЛАВА2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БОРТОВОЙ СЕКЦИИ 17 2.1. Расчет режимов сварки. 17 2.2. Последовательность сборки и сварки наружной обшивки бортовой секции 21 2.3. Мероприятия по уменьшению сварочных деформаций. 22 2.4. Контроль качества при изготовлении бортовой секции 23 2.5. Охрана труда при изготовлении бортовой секции 25 2.6. Противопожарные мероприятия при сварке бортовой секции 25 ЗАКЛЮЧЕНИЕ 27 СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 28
В данной письменной экзаменационной работе рассмотрена тема: «Технология сварки бортовой секции». Сварка является одним из наиболее распространенных технологических процессов соединения материалов, благодаря которому создано много новых изделий, машин и механизмов. Сварное исполнение многих видов металлоконструкций позволило эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физикохимическими свойствами. Сварные конструкции по сравнению с литыми, коваными и клепаными обладают большей прочностью, меньшей массой и менее трудоемки в изготовлении. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины. Нет такой отрасли промышленности, где бы ни применялась сварка, резка металлов или их наплавка на поверхность деталей. В процессе сварки появилась возможность создавать конструкции с высокими эксплуатационными характеристиками. При этом достоинства сварных соединений позволяют широко использовать их в конструкциях общего назначения. Использование сварки позволяет экономить материалы и время при производстве конструкций. При этом открываются большие возможности механизации и автоматизации производства, создаются предпосылки для повышения производительности, улучшения условий труда рабочих.
ГЛАВА1. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ СВАРКИ Описание конструкции Бортовое перекрытие состоит из бортовой наружной обшивки и подкрепляющих ее балок. Балки, расположенные в вертикальных поперечных плоскостях, называют шпангоутами, а размещенные в горизонтальных плоскостях или по нормали к обшивке борта — бортовыми продольными балками и бортовыми стрингерами в зависимости от их назначения. Наружная обшивка представляет собой ряд поясьев, состоящих из отдельных листов, расположенных длинной кромкой вдоль корпуса судна. Габаритные размеры, мм: 22720 х 7500 х 1350 Верхний пояс бортовой обшивки называется ширстреком; пояс, идущий между днищем и бортом (по скуле), — скуловым. Выбор сварочных материалов Для сварки в среде СО2 выбрана сварочная проволока Св-08ГС поставляемая по ГОСТ 2246-70 и двуокись углерода высшего сорта по ГОСТ 8050-85. Для сварки швов наружной обшивки борта со стороны соприкасающейся с водой выбрана проволока Св-08ГСНТ. Химический состав проволок приведен в таблице 4. Физико-химические показатели углерода приведены в таблице 5. Табл.4 Химический состав проволоки.
Табл.5 Физико-химические показатели углерода.
Рис.1 Баллоны с углекислотой Для автоматической сварки под слоем флюса выбрана сварочная проволока Св-08А и Св-10ГН поставляемые по ГОСТ 2246-70 и флюс ОСЦ-45 поставляемый по ГОСТ 9087-81.
Рис. 2 Сварочная проволока Химический состав проволок приведен в таблице 6. Химический состав флюса приведен в таблице 7. Табл.6 Химический состав проволоки.
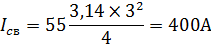
Расчет режимов сварки Шов № 1 ГОСТ 8713-79-С7-АФ 1)Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 = 10мм Рассчитать режимы при S=10мм b = 0+1, 0 мм 2)Величина сварочного тока, А IСВ = (80- 100) • h (1) h = (0, 6 + 07) • S h = 0, 6 • 10 = 6мм ICB = 90 • 6 = 560A 3)Диаметр электродной проволоки, мм Принимаем dnp = 2 мм 4) Скорость сварки, м/ч
5)Напряжение на дуге, В
Uд = 40 В 6)Площадь сечения шва, мм2
где
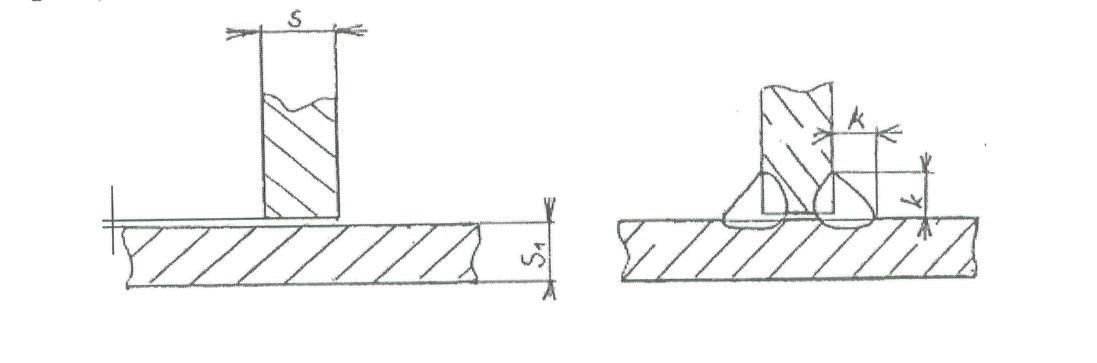
Шов № 2 ГОСТ 8713-79-ТЗ-Л5-АФ 1) Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 к = 5 мм S = 13 мм b = 0+1, 5 мм 2) Площадь сечения шва, мм
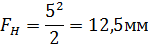
3) Диаметр электродной проволоки, мм Принимаем dnp =3 мм 4) Величина сварочного тока, А
где j =55 А/мм при dпp = Змм
5)Скорость сварки, м/ч;
где у - удельный вес стали, у = 7, 8 г/м3
6)Напряжение на дуге, В Uд = 30 В Шов № 3 ГОСТ 14771-76-ТЗ-А5-УП. 1) Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 S = 13 мм к = 5 мм b = 0+1, 5 мм 2)Диаметр электродной проволоки, м
3)Вылет электродной пров
4)Величина сварочного тока, А
где j – допустимая плотность тока, принимаем
5)Плотность сечения шва, м по формуле (4)
6)Скорость сварки, м/ч;
7) Напряжение на дуге, В
2.2. Последовательность сборки и сварки бортовой секции
Рис.7 1, 2, 3, 4- последовательность сварки - направление сварки 1.Установить листы наружной обшивки на стенд и собрать на прихватках 2.Сборку сдать ОТК 3.Сварить их между собой автоматической сваркой под слоем флюса согласно схемы на рис.7 4.Зачистить швы и околошовные зоны 5.Сварку сдать ОТК 6.Перекантовать полотнище настила второго дна и заварить швы в той же последовательности 7.Разметить листы под установку рёбер жёсткости 8.Разметку сдать ОТК 9.Установить рёбра жёсткости по разметке на прихватках 10.Сборку сдать ОТК 11.Приварить рёбра жёсткости к наружной обшивке 12.Зачистить швы и околошовные зоны 13.Сварку сдать ОТК 14.Установить поперечный набор и прихватить 15.Сборку сдать ОТК 16.Приварить поперечный набор полуавтоматической сваркой в среде углекислого газа от середины к краям обратноступенчатым способом 17.Зачистить швы и околошовные зоны 18.Сварку сдать ОТК
Напряжений и деформаций 1)Жесткое закрепление деталей перед сваркой. 2)Правильно подобрать и соблюдать режимы сварки. 3)Сварку коротких швов длиной до 250мм вести от кромки к кромке. 4)Сварку швов длиной 250-1000мм вести от середины к краям. 5)Сварку длинных швов длиной более 1000мм вести от середины к краям с использованием обратноступенчатого способа сварки. 6)Применять преимущественно узловую сборку и сварку. 7)В труднодоступных местах использовать ручную дуговую сварку 8)Соблюдать последовательность наложения швов. 2.3. Контроль качества при изготовлении бортовой секции 2.3.1. Отдел технического контроля совместно с отделом главного сварщика завода должны вести учет качества сварных швов, устанавливать причины, вызывающие появление дефектов в швах и разрабатывать мероприятия по устранению этих дефектов. Контроль готовой секции
Требования к персоналу, допускаемому к выполнению Сварочных работ 1) К выполнению сварки допускаются лица, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие квалификационную группу по электробезопасности не ниже II и имеющие соответствующие удостоверения. 2) Не допускаются женщины к сварке внутри замкнутых и труднодоступных пространств, к ручной дуговой сварке и сварке при верхолазных работах. СОДЕРЖАНИЕ ВВЕДЕНИЕ 4 ГЛАВА1. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ СВАРКИ БОРТОВОЙ СЕКЦИИ 7 1.1 Описание конструкции. 7 1.2 Выбор материала конструкции. 7 1.3 Выбор сварочных материалов. 7 1.4 Выбор и характеристика сварочного оборудования 11 1.5 Организация рабочего места 14 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-08; Просмотров: 661; Нарушение авторского права страницы



 (2)
(2)
 (3)
(3) - коэффициент наплавки, г/Ач;
- коэффициент наплавки, г/Ач; 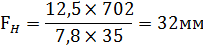
 (4)
(4) 

 (6)
(6)