|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ГЛАВА2. ТЕХНОЛОГИЯ СВАРКИ БОРТОВОЙ СЕКЦИИ
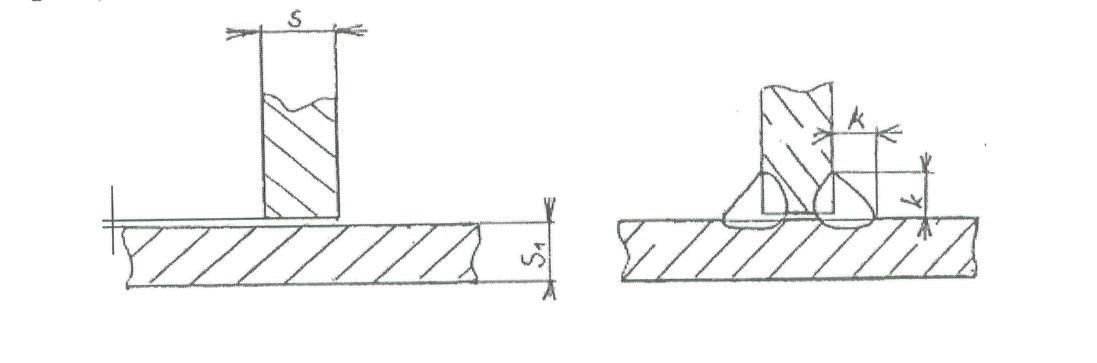
Расчет режимов сварки Шов № 1 ГОСТ 8713-79-С7-АФ 1)Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 = 10мм Рассчитать режимы при S=10мм b = 0+1, 0 мм 2)Величина сварочного тока, А IСВ = (80- 100) • h (1) h = (0, 6 + 07) • S h = 0, 6 • 10 = 6мм ICB = 90 • 6 = 560A 3)Диаметр электродной проволоки, мм Принимаем dnp = 2 мм 4) Скорость сварки, м/ч
5)Напряжение на дуге, В
Uд = 40 В 6)Площадь сечения шва, мм2
где
Шов № 2 ГОСТ 8713-79-ТЗ-Л5-АФ 1) Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 к = 5 мм S = 13 мм b = 0+1, 5 мм 2) Площадь сечения шва, мм
3) Диаметр электродной проволоки, мм Принимаем dnp =3 мм 4) Величина сварочного тока, А
где j =55 А/мм при dпp = Змм
5)Скорость сварки, м/ч;
где у - удельный вес стали, у = 7, 8 г/м3
6)Напряжение на дуге, В Uд = 30 В Шов № 3 ГОСТ 14771-76-ТЗ-А5-УП. 1) Конструктивные элементы подготовки кромок и размеры шва, приведены на рисунке.
S = S1 S = 13 мм к = 5 мм b = 0+1, 5 мм 2)Диаметр электродной проволоки, м
3)Вылет электродной пров
4)Величина сварочного тока, А
где j – допустимая плотность тока, принимаем
5)Плотность сечения шва, м по формуле (4)
6)Скорость сварки, м/ч;
7) Напряжение на дуге, В
2.2. Последовательность сборки и сварки бортовой секции
Рис.7 1, 2, 3, 4- последовательность сварки - направление сварки 1.Установить листы наружной обшивки на стенд и собрать на прихватках 2.Сборку сдать ОТК 3.Сварить их между собой автоматической сваркой под слоем флюса согласно схемы на рис.7 4.Зачистить швы и околошовные зоны 5.Сварку сдать ОТК 6.Перекантовать полотнище настила второго дна и заварить швы в той же последовательности 7.Разметить листы под установку рёбер жёсткости 8.Разметку сдать ОТК 9.Установить рёбра жёсткости по разметке на прихватках 10.Сборку сдать ОТК 11.Приварить рёбра жёсткости к наружной обшивке 12.Зачистить швы и околошовные зоны 13.Сварку сдать ОТК 14.Установить поперечный набор и прихватить 15.Сборку сдать ОТК 16.Приварить поперечный набор полуавтоматической сваркой в среде углекислого газа от середины к краям обратноступенчатым способом 17.Зачистить швы и околошовные зоны 18.Сварку сдать ОТК
Мероприятия по уменьшению сварочных Напряжений и деформаций 1)Жесткое закрепление деталей перед сваркой. 2)Правильно подобрать и соблюдать режимы сварки. 3)Сварку коротких швов длиной до 250мм вести от кромки к кромке. 4)Сварку швов длиной 250-1000мм вести от середины к краям. 5)Сварку длинных швов длиной более 1000мм вести от середины к краям с использованием обратноступенчатого способа сварки. 6)Применять преимущественно узловую сборку и сварку. 7)В труднодоступных местах использовать ручную дуговую сварку 8)Соблюдать последовательность наложения швов. 2.3. Контроль качества при изготовлении бортовой секции 2.3.1. Отдел технического контроля совместно с отделом главного сварщика завода должны вести учет качества сварных швов, устанавливать причины, вызывающие появление дефектов в швах и разрабатывать мероприятия по устранению этих дефектов. |
Последнее изменение этой страницы: 2019-06-08; Просмотров: 372; Нарушение авторского права страницы

 (2)
(2)
 (3)
(3) - коэффициент наплавки, г/Ач;
- коэффициент наплавки, г/Ач; 
 (4)
(4) 

 (6)
(6)