|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Преимущества и недостатки ручной дуговой сварки
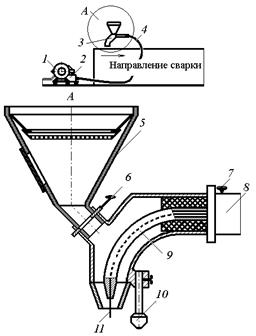
Преимущества РДС: - допускается сварка в труднодоступных местах; - сварка в любых положениях в пространстве (под углом, вертикальная); - сварки большого вида сталей, чугуна, цветных металлов, из-за широкого выбора разных марок электродов; - простота и дешевизна сварочного оборудования. Недостатки РДС: - качество соединений зависит от квалификации сварщика; - низкий КПД и производительность по сравнению с иными технологиями сварки; - вредные условия процесса сварки для окружающих; Для повышения производительности применяют определенные технологические приемы. - Применение электродов большего диаметра (6, 5–10, 0 мм), что позволяет увеличить ток, следовательно, производительность процесса. Однако, при этом сварщик быстрее утомляется, так как больший вес электрода, труднее получить провар корня шва. - Применение электродов с большим коэффициентом наплавки и, прежде всего, введение железного порошка в покрытие. - Сварка пучком электродов. Используют два и более электродов, которые перед сваркой прихватывают между собой. Дуга горит между изделием и тем электродом, который в данный момент находится ближе к изделию. Производительность повышается приблизительно на 30 %, лучше используется теплота дуги. - Сварка трехфазной дугой. Производительность в 2, 0–2, 5 раза выше, чем при сварке однофазной дугой, так как в этом случае имеем более мощную дугу. 2.2. Дуговая сварка под флюсом (12*) Дуговая сварка под флюсом (ДСФ) - дуговая сварка плавящимся электродом, при которой используются один или несколько сплошных или порошковых проволочных электродов, или ленточных электродов, а также гранулированный флюс, который подается и плавится, полностью закрывая дугу и зону сварки. К ДСФ относятся: сварка проволочным (122*, ленточным (122*) электродом, сварка несколькими электродами (123*), с добавлением металлического порошка (124*) и сварка порошковым проволочным электродом (125*). Описание процесса Схема ДСФ показана на рис. 2.26.
Флюс 1 подается в зону дуги 9 отдельно от голой электродной проволоки4. В зону сварки проволока подается при помощи подающих роликов 3(движение D1). Дуга горит между электродом и основным металлом в газовом пузыре 10, образованном парами и газами, выделяемыми в столбе дуги под слоем флюса толщиной 30–50 мм. Под воздействием теплоты, выделяемой дугой, плавятся кромки свариваемого металла, электродная проволока и часть флюса, примыкающего к зоне дуги, образуя ванну жидкого металла 11. Жидкий металл8 с конца электродной проволоки к свариваемым деталям переносится через дуговое пространство в виде отдельных мелких капель (мелкокапельный перенос электродного металла). По мере удаления дуги происходит кристаллизация сварочной ванны и формирование шва 6. Расплавленный флюс всплывает на поверхность сварочной ванны и при остывании образует шлаковую корку 5, легко отделяющуюся от шва. Роль флюса сводится к защите дуги и сварочной ванны от вредного воздействия окружающей среды, металлургическому воздействию на металл сварочной ванны, препятствию разбрызгивания жидкого металла и легированию металла шва. Сам флюс представляет собой неметаллический материал порошкообразных и зернистых компонентов сложного состава: SiO, MnO, Al2O3, CaO, MgO, FeO, TiO2, CaF2, BaCl2 и т. д. Сварочное оборудование Различают два вида сварочного оборудования для ДФС: полуавтоматическое (шланговый аппарат) и автоматическое (сварочный трактор, подвесной аппарат). В шланговом аппарате механизирована только подача сварочной проволоки, а остальные перемещения осуществляются вручную.Основные элементы шлангового сварочного полуавтомата показаны на рис. 2.27.
При помощи механизма подачи 2электродная проволока11 из кассеты 1, по шлангу 4, подается к держателю 3. Через изолированный мундштук 9 к сварочной проволоке подводится ток от источника питания. В бункер 5, засыпан флюс который через заслонку 6 подается в зону сварки.Включение механизма подачи и сварочного тока производится кнопкой 7 размещенной на диэлектрической рукоятке 8. для направления держателя по свариваемому стыку предусмотрен упор 10. Общий вид и основные элементы сварочного трактора показаны на рис. 2.28.
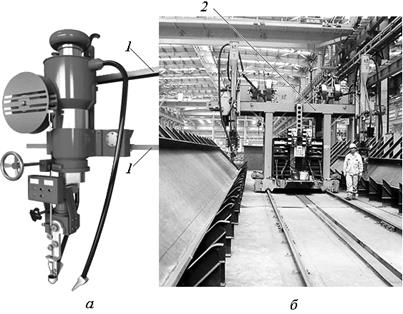
Базовый элемент трактора (в данном случае стойка 2) устанавливается на тележке 6. Движителем тележки являетсяодно из передних обрезиненных колес. На стойке размещены: бункер 1 (заполненный флюсом), кассета 3 со сварочной проволокой 7; система суппортов 5 и 9 механизм поворота 10 для настройки положения сварочной головки 8 относительно свариваемого изделия. Двух роликовый механизм подачи сварочной проволоки (один ролик с насечкой - приводной, второй ролик - направляющий) приводится во вращение двигателем 11 с помощью редуктора со сменными колесами, что позволяет регулировать скорость подачи проволоки. Пульт управления 4 служит не только для установки режимов сварки, но и для контроля работы сварочной головки. Подвесные сварочные аппараты принципиально не отличаются от сварочного трактора, за исключение установки последнего не на тележке, а на направляющих рельсах 1 (рис. 2.29, а) или на портале 2 (рис. 2.29, б). Сварочные материалы В качестве расходных материалов для ДСФ применяют сварочную проволоку и флюсы. Марка сварочной проволоки выбирается так же как и для РДС (раздел 2.7.2). Диаметр проволоки (табл. 2.8.) выбирается в зависимости от химического состава свариваемого материала.
Таблица 2.8. Рекомендации по выбору сварочной проволоки и флюса
Сварочный флюс необходим для: физической изоляции сварочной ванны от атмосферы воздуха; стабилизации дугового разряда; формирования поверхности сварочного шва и для получения заданного состава и свойств наплавленного металла. Различают плавленые и неплавленые (керамические)флюсы. Плавленый флюс (табл. 2.9) получают сплавлением его составляющих. Сплавленную массу после охлаждения подвергают дроблению на зерна требуемого размера. Преимуществом плавленых флюсов являются высокие технологические свойства (защита, формирование, отделимость шлаковой корки и др.) и малая стоимость. Таблица 2.9. Состав плавленых флюсов
Неплавленые флюсы (табл. 2.10) - механическая смесь порошкообразных материалов, замешанная на связующем (жидком стекле), прокаленная и гранулированная в зерна определенных размеров. В керамические флюсы можно вводить в порошкообразном виде в необходимых количествах любые твердые вещества: шлакообразующие (минералы, окислы и соли), легирующие и раскислители (металлы, в особенности ферросплавы), углеродистые вещества (уголь, графит, карборунд) для науглероживания наплавленного металла, карбонаты, органические вещества и т. д. Каждое зерно керамического флюса содержит все его составляющие части в заданных соотношениях Таблица 2.10. Состав керамических флюсов
По назначению, различают флюсы для сварки: низкоуглеродистых и низколегированных сталей; легированных и высоко легированных сталей; цветных металлов и их сплавов Флюсы для сварки низкоуглеродистых и низколегированных сталей предназначены для раскисления и легирования наплавленного металла марганцем и кремнием (плавленые высококремнистые марганцевые флюсы марок АН-348 А, АН-60, КВС -19). При высокой температуре легирование шва идет по реакции: MnO + Fe = FeO + Mn; SiO2+2Fe = 2FeO + Si.ОбразующаясяFeO уходит в шлак, где связывается в прочные соли: 2FeO + SiO2 =FeSiO4. Флюсы для сварки легированных и высоко легированных сталей должны обеспечивать минимальное окисление легирующих элементов в сварочном шве. Для этого применяют плавленые и керамические низкокремнистые, бескремнистые и фторидные флюсы (АН-20С, АН-20СМ, АН-26СП, К-2). Их шлаки имеют высокое содержание CaO, CaF2, Al2O3. легирование при использовании керамических флюсов осуществляется в результате прямого перехода легирующих элементов из шлака в сварочную ванну. Раскисление идет по реакциям: Si + 2FeO = SiO22.3+ 2Fe: Mn + FeO = MnO + Fe; TiO2 + FeO = FeOTiO2.титанат закиси железа образующийся по последней реакции, уходит в шлак. Флюсы для сварки алюминия и его сплавов должны быть легкоплавкими, химически нейтральными к жидкому металлу сварного шва, иметь малую плотность. В промышленности используются флюсы на основе фторидов и хлоридов щелочных металлов. Эти флюсы электропроводны и позволяют выполнять сварку по флюсу. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 391; Нарушение авторского права страницы