|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология выполнения ручной дуговой сварки
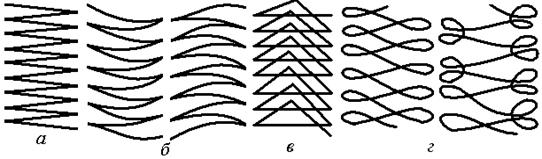
технологический процесс сварки можно разделить на четыре этапа: подготовка метала (заготовок) под сварку, выбор режимов сварки, собственно сварку и контроль качества сварки. Подготовка металла (заготовок) под сварку включает в себя: резку, правку, очистку и разметку материала; сборку заготовок под сварку. В единичном и мелкосерийном производстве листовые материалы или строительные профили разрезают термическими способами. Механическую резку осуществляют в серийном производстве или при подготовке заготовок прямоугольного профиля. Правку заготовок осуществляют в ручную, или на листоправильных прессах, или вальцах. Разметка заготовок необходима для переноса размеров деталей в натуральную величину с чертежа. Необходимо учитывать, что после сварки произойдет укорочение деталей. Поэтому при разметке необходимо предусматривать припуски из расчета 0, 1…0, 2 мм на погонный метр шва или 1…2 мм на каждый стык. При толщине стальных заготовок до 6 мм их можно сваривать без разделки кромок. При больших толщинах, выполняют одностороннюю или двухстороннюю разделку кромок. Разделку осуществляют путем скоса свариваемых кромок под углом 30о каждая. в корне шва оставляют притупление 1…3 мм. металл толщиной более 10 мм сваривают многослойным швом. Перед сваркой необходимо тщательно очистить основной и присадочный материалы от ржавчины, окалины, влаги, масел и других загрязнений. Сборку заготовок под сварку осуществляют с помощью универсальных зажимов или прихватов, или с помощью специальных сборочных приспособлений (в серийном производстве). Качество сборки проверяют шаблонами, а наличие зазоров – щупами. Зажигание дуги производится двумя способами: прикосновением электрода в точке или чирканьем конца электрода о поверхность металла. Первый способ чаще всего применяется при наложении швов в неудобных (стесненных) местах. В зависимости от пространственного положения шва толщины и материала заготовок выбирается направление сварки угол наклона электрода. Сварку ведут: горизонтальных швов - в четырех направлениях (слева направо, справа налево, к себе, от себя); вертикальных швов - в двух направлениях (сверху вниз и снизу вверх). Независимо от направления движения, электрод наклоняют таким образом, чтобы обеспечить проплавление основного металла на максимальную глубину (в нижнем положении угол наклона составляет 15…30о). При отсутствии поперечных колебательных движений торца ширина валика шва равна 0, 8…1, 5 диаметра электрода (ниточный шов). Ниточные швы применяются при сварке тонколистового материала или при наложении первого слоя в многослойных швах. Получение более широких швов (до четырех диаметров электрода) возможно за счет колебательных движений конца электрода. Колебательные движения по ломанной линии (рис. 2.22, а) не обеспечивают значительного прогрева свариваемых кромок.Они используются при сварке листовых материалов встык без скоса кромок в нижнем положении.
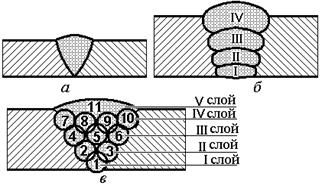
Колебательныедвижения полумесяцем (рис. 2.23, б) используются при сварке листовых материалов встык со скосом кромок в любом пространственном положении. Колебательные движения торца электрода сперекрытиемтраектории (рис. 2.23, в) обеспечивают хороший прогрев кромок. Они используются при сварке угловых и стыковых швов в любом пространственном положении. Колебательные движения торца электрода с петлеобразным перекрытием траектории (рис. 2.23, г) обеспечивают хороший прогрев кромок и корня шва. Эти движения используются при необходимости большого прогрева металла по краям шва (движение электрода немного замедляется в крайних положениях). Это помогает предотвратить прожог металла в центре шва, хорошо прогреть сварочную ванну, особенно при выполнении вертикальных швов. Порядок наложения швов зависит от длины шва. Короткие швы (длиной до 300 мм) варят непрерывным швом на проход. швы средней длины (от 300 до 1000 мм) варят от середины к краям. длинные швы (более 1000 мм) варят обратно – ступенчатым способом. В зависимости от метода заполнения различают следующие виды швов: однопроходный и однослойный (рис. 2.24, а), многослойный (рис. 2.24, б) и многослойный и многопроходный (рис. 2.24, в).
Однопроходная сварка экономична и производительна. Но, металл шва имеет пониженную пластичность (увеличенная зона перегрева и грубая столбчатая структура металла шва). При многопроходной или многослойной сварке каждый нижележащий слой претерпевает термическую обработку при наложении следующего слоя, что дает мелкозернистую структуру металла шва. Многослойные швы применяют при сварке стыковых соединений, многопроходные – при сварке угловых и тавровых соединений. При многослойной сварке, слои можно накладывать обратноступенчатым методом: последовательно (рис. 2.25, а); каскадом (рис. 2.25, б) или горкой (рис. 2.25, в). последние два способа применяются при сварке заготовок толщиной от 20 мм и более.
Если, заканчивая шов, сразу оборвать дугу, то на поверхности металла образуется кратер, который может привести к образованию трещины. При сварке низкоуглеродистых сталей, кратер заполняют электродным металлом, или выводят кратер на основной металл. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 276; Нарушение авторского права страницы