
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ служебного назначения деталиСтр 1 из 4Следующая ⇒
Курсовая работа по дисциплине «Технология машиностроения» «Разработка технологического процесса механической обработки детали»
Студент: Спицына Н.П. Группа: ЭУз-401 Преподаватель: Козлов А.А.
Тольятти 2007 Содержание
Введение 1. Анализ служебного назначения детали 1.1 Классификация поверхностей детали 2. Технологичность конструкции детали 3. Выбор типа производства и формы организации 4. Выбор метода получения заготовки и её проектирование 5. Выбор технологических баз 6. Выбор методов обработки поверхностей детали 7. Разработка технологического маршрута (плана) обработки детали 8. Разработка технологических операций Заключение Список используемой литературы Приложения Введение
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Валы такого типа входят в конструкции многих узлов станков, тракторов, редукторов и других машин. От качества их изготовления зависит надёжность и долговечность работы изделий и поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание. Целью данного проекта является снижение трудоёмкости изготовления ведомого вала путём разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства. Задачи проекта: 1. Описать служебное назначение вала и оценить технологичность его конструкции. 2. Выбрать тип производства форму организации технологического процесса. 3. Разработать конструкцию заготовки, обеспечивающую минимальный расход материала. 4. Разработать план изготовления вала ведомого. 5. Подробно проработать токарную и фрезерную операции. 6. Выполнить технологическую документацию и разработать графические материалы. Анализ служебного назначения детали
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Работает в условиях частого включения и выключения вращения и неравномерной нагрузки в начале цикла работы. Условия смазки и температурные условия – нормальные.
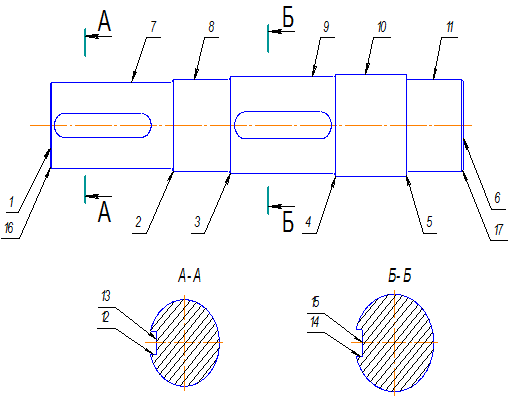
Классификация поверхностей детали
Рис. 1.1 Эскиз детали с нумерацией поверхностей
Таблица 1.1.
Деталь изготовлена из стали 45 по ГОСТ 1050-74 и обладает следующими характеристиками:
Химический состав:
Такая сталь обладает следующими механическими свойствами: - временное сопротивление при растяжении σ вр=598 МПа, - предел текучести σ т=363 МПа, - относительное удлинение δ =16 %, - ударная вязкость ан=49 Дж/м2, - среднее значение плотности: - дельная теплопроводность: 680 Вт/( - коэффициент линейного расширения α =11, 649*106 1/Сє. Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску. Исходя из служебного назначения детали при разработке техпроцесса особое внимание следует уделить выбору методов обработки исполнительной поверхности и конструкторских баз. Все поверхности вала должны быть механически обработанными, так как необработанные поверхности могут дать значительную неуравновешенность и стать причиной появления вибраций при его вращении. Выбор метода получения заготовки и её проектирование Выбор технологических баз
На первой токарной операции, при закреплении в кулачковом самоцентрирующем патроне, используем черновые (исходные) базы заготовки – пов. 6, 11. На последующих операциях деталь устанавливаем в поводковый патрон и зажимаем в центрах, используя пов. 7, 11, в зависимости от установа. После термической обработки выполняем центршлифовальную операцию, использую в качестве базы пов. 10. Данные схемы основаны на принципе единства и постоянства баз.
Выбор последовательности Последовательность переходов операции 10: 1. Установить, закрепить, снять заготовку. 2. Точить начерно пов. 7, 8, выдерживая размеры Ш82, 5, Ш87, 5мм. 3. Точить по контуру пов. 7, 8, 9, 10, выдерживая размеры Ш82-0, 35, Ш87-0, 35, 330±0, 285, Ш97-0, 35, 146±0, 2, Ш92-0, 35, 265±0, 26 мм. Последовательность переходов операции 20: 1. Установить, закрепить, снять заготовку. 2. Фрезеровать паз пов. 14, 15, выдерживая размеры 5±0, 02мм, 110±0, 05мм, 81-0, 2, 25+0, 033 мм. 3. Фрезеровать паз пов. 12, 13, выдерживая размеры 210±0, 05мм, 320±0, 07мм, 71-0, 2, 22+0, 033 мм.
Расчет режимов резания
Расчет режимов резания для всех технологических переходов выполнен по методике [2]. Операция 10: Переход 1 Глубина резания 4мм; Подача резца 0, 2 мм/об; Переход 2 Глубина резания 3мм; Подача резца 0, 2 мм/об; Операция 20: Переход 1 Глубина резания 9мм; Подача 0, 7 мм/об. Переход 2 Глубина резания 9мм; Подача 0, 7 мм/об. Скорость резания рассчитывается:
где
где
Расчет Операция 10 Переход 1 Переход 2
Для чернового перехода операции 10 проводим проверку по мощности станка:
где
Мощность резания рассчитывается:
Данные режимы можно реализовать на станке 1К62.
Аналогичным образом рассчитаны режимы резания при фрезеровании. Операция 20 Переход 1 Переход 2
8.5. Расчет норм времени
Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, определяемом по формуле:
где
где
Расчет составляющих штучного времени представлен в таблице 8.1, 8.2.
Таблица 8.1. Расчет норм времени на токарную операцию 10
Время технического обслуживания и отдыха 7% от Топ:
Штучное время:
Подготовительно-заключительное время: 10мин [2]. Штучно-калькуляционное время:
Таблица 8.2. Расчет норм времени на токарную операцию 20
Время технического обслуживания и отдыха 7% от Топ:
Штучное время:
Подготовительно-заключительное время: 7 мин [2]. Штучно-калькуляционное время:
Результаты разработки технологических операций занесем в операционные карты и на операционный эскиз. Заключение
Заключение проекта представлено в виде выводов: 1. Оценена актуальность проблемы, определены цель и задачи проекта. 2. Выполнена оценка служебного назначения вала ведомого, разработан его технологический чертеж, произведена оценка технологичности конструкции детали. 3. Определен тип производства и форма организации технологического процесса. 4. По экономическому критерию выбран метод получения заготовок и разработана ее конструкция по ГОСТ 7505-89. 5. Обоснованно выбраны методы обработки поверхностей детали и разработан прогрессивный технологический маршрут ее изготовления. 6. Подробно проработана токарная операция, сделаны расчеты режимов резания и норм времени, разработана технологическая документация. 7. В графической части проекта представлены чертеж детали и ее заготовки, план изготовления вала ведомого, чертеж наладки токарной операции. Список используемой литературы
1. Справочник технолога машиностроителя./ Под редакцией А.Г. Косиловой, Р. К. Мещерякова. – М.: Машиностроение, 1985.- Т.1, 2. 2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения: - 4-е изд., перераб. и доп.- Выш. школа, 1983, ил. 3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год. 4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992год. 5. Методические указания к проектированию заготовок. 6. Николаев С.В. Альбом образцов чертежей технологических наладок, МУ к курсовому проектированию, Тольятти, 2002, 12с. 7. Методические указания по разработке разделов курсового проекта по технологии машиностроения применительно к специальности 060800 «Экономика и управление предприятиями машиностроения». Курсовая работа по дисциплине «Технология машиностроения» «Разработка технологического процесса механической обработки детали»
Студент: Спицына Н.П. Группа: ЭУз-401 Преподаватель: Козлов А.А.
Тольятти 2007 Содержание
Введение 1. Анализ служебного назначения детали 1.1 Классификация поверхностей детали 2. Технологичность конструкции детали 3. Выбор типа производства и формы организации 4. Выбор метода получения заготовки и её проектирование 5. Выбор технологических баз 6. Выбор методов обработки поверхностей детали 7. Разработка технологического маршрута (плана) обработки детали 8. Разработка технологических операций Заключение Список используемой литературы Приложения Введение
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Валы такого типа входят в конструкции многих узлов станков, тракторов, редукторов и других машин. От качества их изготовления зависит надёжность и долговечность работы изделий и поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание. Целью данного проекта является снижение трудоёмкости изготовления ведомого вала путём разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства. Задачи проекта: 1. Описать служебное назначение вала и оценить технологичность его конструкции. 2. Выбрать тип производства форму организации технологического процесса. 3. Разработать конструкцию заготовки, обеспечивающую минимальный расход материала. 4. Разработать план изготовления вала ведомого. 5. Подробно проработать токарную и фрезерную операции. 6. Выполнить технологическую документацию и разработать графические материалы. Анализ служебного назначения детали
Вал ведомый предназначен для передачи крутящего момента с шестерни на колесо посредством шпонки. Работает в условиях частого включения и выключения вращения и неравномерной нагрузки в начале цикла работы. Условия смазки и температурные условия – нормальные.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 237; Нарушение авторского права страницы


 )
) (8.1)
(8.1) - коэффициент и показатели степени, зависящие от вида обработки;
- коэффициент и показатели степени, зависящие от вида обработки;  (8.2)
(8.2) - коэффициент, учитывающий влияние материала заготовки на скорость;
- коэффициент, учитывающий влияние материала заготовки на скорость;  - учитывающий состояние поверхности;
- учитывающий состояние поверхности;  - учитывающий материал инструмента.
- учитывающий материал инструмента. ;
;  =0, 8 (поковка)
=0, 8 (поковка) =0, 65 (Т15К10)
=0, 65 (Т15К10) =0, 46
=0, 46 =0, 44
=0, 44 (часовая стойкость)
(часовая стойкость)




 - учитывает прочностные свойства обрабатываемого материала;
- учитывает прочностные свойства обрабатываемого материала; 






 - подготовительно-заключительное время, мин;
- подготовительно-заключительное время, мин;  - размер партии для запуска;
- размер партии для запуска;  - штучное время обработки, мин;
- штучное время обработки, мин; 
 - основное время обработки, мин;
- основное время обработки, мин;  - вспомогательное время, мин;
- вспомогательное время, мин;  - время технического обслуживания станка, мин;
- время технического обслуживания станка, мин;  - время на отдых и личные надобности, мин.
- время на отдых и личные надобности, мин.







