
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
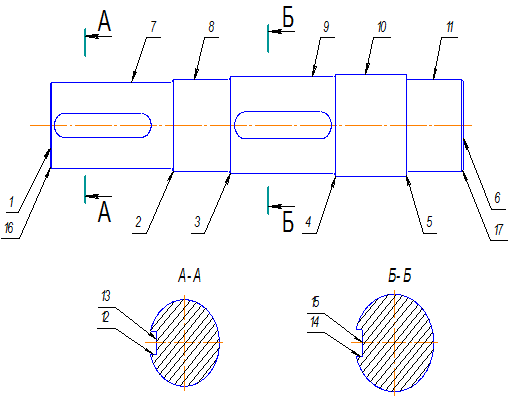
Классификация поверхностей детали
Рис. 1.1 Эскиз детали с нумерацией поверхностей
Таблица 1.1.
Деталь изготовлена из стали 45 по ГОСТ 1050-74 и обладает следующими характеристиками:
Химический состав:
Такая сталь обладает следующими механическими свойствами: - временное сопротивление при растяжении σ вр=598 МПа, - предел текучести σ т=363 МПа, - относительное удлинение δ =16 %, - ударная вязкость ан=49 Дж/м2, - среднее значение плотности: - дельная теплопроводность: 680 Вт/( - коэффициент линейного расширения α =11, 649*106 1/Сє. Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску. Исходя из служебного назначения детали при разработке техпроцесса особое внимание следует уделить выбору методов обработки исполнительной поверхности и конструкторских баз. Все поверхности вала должны быть механически обработанными, так как необработанные поверхности могут дать значительную неуравновешенность и стать причиной появления вибраций при его вращении. Технологичность конструкции детали
Показатель технологичности заготовки · Коэффициент обрабатываемости материала резанием Коб=1. · Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку. · Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье. · С учётом требований к поверхностям детали (точности, шероховатости), а также их тех. назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. · Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом. Показатели технологичности конструкции детали в целом · Материал не является дефицитным, стоимость приемлема. · Конфигурация детали простая. · Конструкционные элементы детали универсальны · Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости. · Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления. · Возможность обработки нескольких поверхностей с одного установа имеется: · Конструкция обеспечивает высокую жесткость детали. · Технические требования не предусматривают особых методов и средств контроля. Все недостающие допуски и требования были нанесены на рабочий чертеж. Деталь технологична и позволяет применить производительные методы обработки (точение, шлифование и др.).
Выбор типа производства и формы организации технологического процесса изготовления детали
Рассчитаем массу данной детали:
Q =
V =
По таблице 4.1. [7] при массе от 8 до 30 кг. И программе 500…5000 деталей в год (N = 2400 дет/год – проектная) тип производства серийное (крупносерийное). Для серийного производства рекомендуется групповая форма организации производства, когда запуск деталей осуществляется партиями. Объем партий, запуск деталей:
а – периодичность запуска деталей, при запуске раз в месяц равно 24; 254- число ходов. С учетом типа производства предполагается применение универсальных станков и станков с ЧПУ, режущих инструментов в основном сборных со сменными многогранными режущими пластинами, оснастку с механизированными силовыми приводами.
Выбор метода получения заготовки и её проектирование |
|||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 184; Нарушение авторского права страницы


 )
) ,
, 


