|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначение и основные виды сверл.
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
Рис. 2 Основные части спирального сверла
Наибольшее применение при обработке отверстий имеют спиральные сверла. Спиральное сверло состоит из рабочей части, хвостовика, шейки, лапки или поводка. На боковой поверхности рабочей части выполнены две винтовые (спиральные) канавки, образующие режущие кромки и создающие пространство для выхода стружки. Хвостовик служит для закрепления, а лапка — для выбивания сверла. Лапка, кроме того, не позволяет сверлу проворачиваться. На шейках или на цилиндрических хвостовиках сверл штампуют, как правило, данные о размере и материале рабочей части.
Рис. 3 Физика сверления отверстий
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса: · скорость вращения режущего инструмента; · скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть: · ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей; · станочным, осуществляемым на специализированном сверлильном оборудовании.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия. Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся: · конструкционные стали; · цветные металлы и сплавы; · сплавы из полимерных материалов.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Рис. 4 Физика рассверливания отверстий Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
1. C пиральные или винтовые сверла. Спиральные сверла используются для обработки отверстий диаметром до 80 мм, обеспечивают точность, соответствующую 11…12 квалитету, и шероховатость Rz =40…160 мкм. Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления. Глубокие отверстия должны сохранять прямолинейность оси отверстия, соосность отверстия и наружной поверхности. Обработка их вызывает большие затруднения и требует применения специальных сверл и точных станков, на которых обрабатываемая деталь вращается, а сверло имеет только поступательное движение. Для глубокого сверления применяют обычные винтовые сверла двустороннего резания и специальные сверла одностороннего резания. Конструкция сверла должна обеспечить принудительную подачу охлаждающей жидкости к режущим кромкам, свободный отвод стужки, достаточную жесткость, хорошее базирование по стенкам отверстия. Обычные сверла двустороннего резания представляют собой удлиненные винтовые сверла с двумя канавками жяд внутреннего подвода охлаждающе жидкости. Каналы соединяются с центральным каналом в хвостовой части сверла, через который поступает жидкость под высоким давлением. Жидкость вместе со стружкой отводится по винтовым канавкам сверла.
Рис. 5 Спиральное сверло с СОЖ
С помощью спиральных сверл (рис. 5.1) получают отверстия диаметром до 80 мм. Цилиндрический хвостовик обычно бывает у сверл диаметром до 12 мм, он служит для закрепления в сверлильном патроне. Конический хвостовик (конус Морзе) заканчивается лапкой, служащей для извлечения инструмента из шпинделя. Между хвостовиком и рабочей частью у сверл диаметром более 12 мм есть шейка, на которой наносится маркировка инструмента. Рабочая часть сверла имеет две спиральные канавки и заканчивается заборным конусом – режущей частью. В пересечении винтовых канавок с конусом (передней и главной задней поверхностей) образуются две главные режущие кромки, выполняющие основную работу резания (рис. 5.2). Главные режущие кромки при сопряжении друг с другом образуют поперечное лезвие – перемычку (вспомогательная режущая кромка). Перемычка располагается относительно главных режущих кромок под углом ψ = 50 – 55º и режет металл с затруднением. В связи с этим отверстия диаметром более 30 мм просверливаются в два приема. Сначала сверлится отверстие диаметром, немного превышающим длину перемычки сверла, а затем отверстие рассверливается до необходимого диаметра.
Рис. 5.1. Конструкция спирального сверла
Рис. 5.2. Элементы и углы спирального сверла: 1 – главные режущие кромки; 2– спиральная канавка (передняя поверхность); 3 – главная задняя поверхность; 4 – перемычка (поперечное режущее лезвие); 5 – вспомогательные режущие кромки; 6 – ленточка
Для уменьшения трения направляющей части сверла о стенки просверливаемого отверстия ее диаметр имеет переменное сечение, уменьшающееся к хвостовику. В этих же целях наружная поверхность направляющей части сверла профрезерована, и оставлены две выступающие ленточки, расположенные вдоль винтовых канавок. Кромки 5 ленточек защищают цилиндрическую поверхность просверливаемого отверстия, поэтому их считают вспомогательными режущими кромками. Таким образом, у спирального сверла имеется пять режущих кромок – две главные и три вспомогательные. Две главные режущие кромки образуют угол при вершине (угол в плане) 2φ. Для сверления мягких материалов 2φ = 80 – 90º, для твердых и хрупких 2φ = 130 – 140º. Стандартные сверла рассчитаны на сверление конструкционных сталей и имеют угол 2φ = 116 – 118º. Угол наклона винтовой канавки ω определяет положение передней поверхности сверла, а следовательно, и передний угол резания. Передний угол γ измеряют в главной секущей плоскости Ι Ι -Ι Ι, перпендикулярной главной режущей кромке (см. рис. 2). В разных точках режущего лезвия передний угол различен: наибольший – у наружной поверхности сверла (γ = ω ), наименьший – у перемычки. Задний угол α измеряется в плоскости Ι -Ι, параллельной оси сверла. У наружной поверхности сверла α = 8 – 12º, у оси α = 20 – 25º. Угол наклона винтовой канавки измеряется по наружному диаметру и обычно составляет 18 – 30º. С увеличением угла ω уменьшается прочность сверла, поэтому у сверл малого диаметра ω меньше, чем у сверл большого диаметра. Сверлением получаются отверстия малой точности – 10 – 12 квалитетов и с шероховатостью поверхности Ra = 12, 5 – 25 мкм. Спиральные сверла – инструмент не жесткий, поэтому при сверлении в сплошном материале из-за неоднородности последнего или из-за неправильной заточки инструмента часто происходит увод оси отверстия – его отклонение от перпендикуляра к поверхности. Затачиваются спиральные сверла по задней поверхности. 2. Перовые или плоские сверла просты по конструкции, но из-за плохих условий отвода стружки и тяжелых условий резания их применяют в основном для обрабокти отверстий глубиной L ≤ D. Режущая часть выполнена в виде пластины. • Обладают повышенной жесткостью. • Применяются для обработки поковок, ступенчатых и фасонных отверстий (б) и отверстий малых диаметров (меньше 1…1, 5 мм).
• Достоинства: - повышенная жесткость. - простота
• Недостатки: - большие отрицательные передние углы, требующие подточки по передней поверхности, но она снижает прочность сверла; - плохое направление сверла в отверстии; - малое число возможных переточек
Рис.6 Перовое сверло а) По дереву б) По стеклу, керамике
3. Шнековые сверла применяют при обрабокте отверстий (D=3..30 мм) длиной более 10D без периодического вывода инструмента из заготовки. Они имеют большие углы наклона винтовых канавок, что облегчает отвод стружки из зоны резания. Канавкиимеют треуглольный профиль. Для повышения жесткости шнековые сверла имеют утолщенную сердцевину, равную (0, 3..0, 35) D.
Рис. 7 Конструкция шнекового сверла
4. Эжекторные сверла. В основе эжекторного сверла лежит сверлильная головка с твердосплавными ножами, навинченная на сверлильную трубу. Внутри наружного стебля находится внутренний стебель. Они служат для разграничения потоков СОЖ. Жидкость под давлением 2…3 МПа насосом подается в полость между наружным и внутренним стеблем к режущей части сверла. Основное количество СОЖ (около 70%) нагнетается через отверстия к режущей части сверла, что обеспечивает смазку и охлаждение опорной втулки и ножей. Остальная жидкость через щели во внутреннем стебле попадает в центральную полость. В результате перепада давления создается разряжение внутри корпуса сверла. Основной поток жидкости со стружкой из зоны резания как бы засасывается жидкостью в центральной части и движется с большей скоростью. Сверло обеспечивает точность обработки по 9…11 квалитетам и шероховатость поверхности Ra = 2, 5…0, 63 мкм.
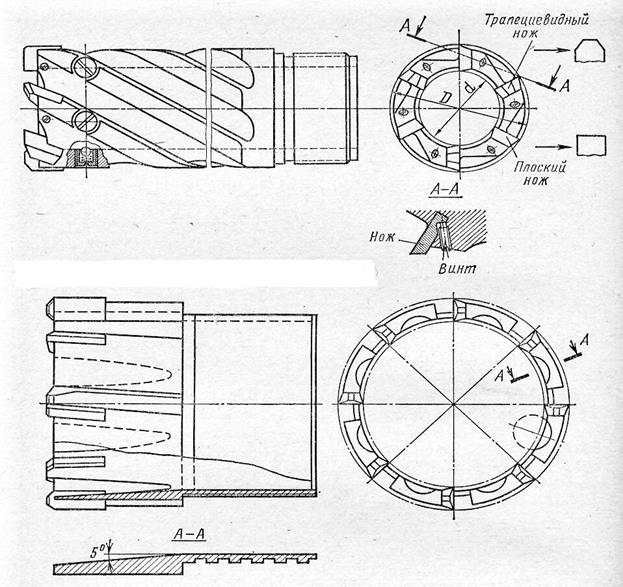
Рис. 8 Эжекторное сверло 5. Сверло для кольцевого сверления. Применяется для обрабокти свковзных отверстий большого диаметра, а алмазные кльцевые сверла – для обработки отверстий в твердых неметаллических материалах ( сквозные и глухие). Сверло представляет собой трубу, на одном конце которой располагаются режущие элементы. Зубья режущей части имеют различную заточку для того, чтобы обеспечить разделение стружки по ширине. Трапецевидный зуб срезает среднюю часть, плоский нож срезает боковые части. СОЖ подается под давлением по наружной поверхности трубы и отводится со стружкой через внутреннюю ее полость. Направление сверла и гидравлическое уплотнение обеспечивает втулка.
Рис. 9 Сверло для кольцевого сверления
6. Центровочное сверло применяется для обработки центровых отверстий диаметром от 1 до 10 мм, ГОСТ 14952-75, с углом конкуса 60о (а) и углом конуса 60о и 120о (б). Комбинированное центровочное сверло с предохранительным конусом имеет дополнительный конус с углом 120о для предотвращения центрового отверстия от случайных повреждений.
Рис. 9 а) Комбинированное центровочное сверло б) Комбинированное центровочное сверло с предохранительным конусом Заточка сверла по металлу
Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.
Рис. 9.1 Типы затачиваемых сверл Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков: · увеличение времени сверления; · изменение размера образующейся стружки (в сторону уменьшения); · нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие); · появление характерного механического шума во время работы При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи. Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы. |
Последнее изменение этой страницы: 2020-02-17; Просмотров: 263; Нарушение авторского права страницы