|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
При выполнении сверлильных операций следует придерживаться следующих основных правил: ⇐ ПредыдущаяСтр 8 из 8
1. До начала работы проверить исправное состояние станков, дрелей, сверл, не допуская работы на неисправном оборудовании или с неисправными инструментами. 2. Проверить правильность размеров сверл по диаметру и длине и правильность их заточки. 3. Правильно и надежно закрепить сверло в коническом отверстии шпинделя или в сверлильном патроне. Инструмент и отверстие шпинделя, а также хвостовик сверла перед его установкой тщательно протирают чистыми концами или тряпками. Сверло вставляется в патрон до отказа. Следить, чтобы ось сверла и патрона совпадали, не допуская биения сверла при его работе. Ось сверла должна быть перпендикулярна к поверхности обрабатываемого материала. 4. При разметке материала под сверление, помимо обычного керна, центр отверстия рекомендуется дополнительно накернить кернером с углом при вершине 90 - 120°. 5. Обрабатываемые детали следует правильно, прочно и надежно закрепить на столе станка и в приспособлении. Материал круглого сечения, прутки, валы установить на призмах с упором на столе; детали различной формы закрепить болтами, упорами, струбцинками или в машинных тисках; мелкие детали можно удерживать на столе с помощью ручных тисочков. Плохое и ненадежное крепление деталей при сверлении вызывает вибрацию и смещение детали, что может привести к браку, поломке сверла и к несчастному случаю. 6. В начале работы следует включить станок и без ударов подвести вращающееся сверло к обрабатываемой детали. В конце сверления сначала выключают подачу и выводят сверло из отверстия, после чего останавливают станок. 7. Сверление глубоких отверстий малых диаметров следует производить не в один, а в несколько приемов, пользуясь вначале коротким, более устойчивым сверлом, а далее последовательно - одним или несколькими сверлами нормальной длины. 8. При сверлении глубоких отверстий, при толщине материала свыше пяти диаметров, следует сверло время от времени на ходу станка вынимать из отверстия для удаления стружки. 9. Сверление отверстий больших диаметров (25 - 30 мм) производить в два прохода: предварительно сверлить сверлом диаметром 8 - 12 мм, после чего рассверливать отверстие до требуемого размера. Сверление в два прохода дает более точное отверстие и уменьшает износ сверл. 10. Предотвратить причины уклонения сверл в сторону и их возможные поломки. Причинами могут быть: а) неправильная заточка сверла (неодинаковая длина режущих кромок; наклон режущих кромок под разными углами к оси сверла; несовпадение середины перемычки с осью сверла); б) неправильное закрепление сверл в патроне или в конусной втулке; в) непрочное закрепление материала на столе станка или в тисках. 11. Предотвратить другие причины поломки сверл: а) неравномерная ручная подача; б) выход сверла из отверстия при большой величине подачи; в) встреча сверла с раковинами или твердыми включениями в просверливаемом металле; г) плотное забивание канавок стружками, особенно при глубоком сверлении. 12. Предусмотреть и предотвратить неправильное сверление и возникновение брака: а) при быстром затуплении режущих кромок сверла и образовании заусениц у выходного отверстия следует уменьшить скорость резания; б) при выкрашивании режущих кромок или затуплении перемычки сверла следует уменьшить величину подачи; в) при сверлении сквозных отверстий в конце сверления, при выходе сверла из металла, следует ослаблять на него нажим (уменьшить подачу).
Техника безопасности при сверлении: 1. Для предохранения рук и одежды работающих от попадания в открытые вращающиеся части станка и в его ременные и зубчатые передачи эти части станка должны иметь исправное защитное ограждение. 2. При работе на сверлильных станках, имеющих ременную передачу, запрещается перебрасывание ремней с одной ступени шкива на другую при работающем электродвигателе. 3. Запрещается производить установку и замену сверл во вращающийся шпиндель или в патрон дрели на ходу. 4. При сверлении на сверлильных станках детали следует прочно закреплять на столе станка - в машинных тисках, в приспособлениях или с помощью болтов, призм и струбцинок. При сверлении ручными дрелями детали закрепляют в столовых или ручных тисках. Удерживать детали при сверлении руками запрещается. 5. Не разрешается убирать со стола стружку руками, даже при надетых рукавицах. Убирать стружку можно только крючками или щетками. 6. При сверлении одежда должна быть плотно застегнута на все пуговицы, рукава завязаны короткими тесемками. Волосы всех работающих должны быть подобраны под кепки, береты или косынки во избежание попадания их на вращающиеся части дрелей или шпинделя станка. Невнимание к этому особенно часто является причиной тяжелых несчастных случаев. Надо настойчиво требовать от учащихся пользования комбинезонами с обязательным покрытием головы. Работы по сверлению на сверлильных станках вести под строгим наблюдением руководителя. 7. При сверлении электродрелями следует предварительно тщательно проверить изоляцию проводки и в процессе работы надевать резиновые перчатки и галоши или работу вести на резиновом коврике. Корпус электродрели должен иметь заземляющий провод. Во избежание короткого замыкания не разрешается вытаскивай? вилку из розетки за шнур. 8. При сверлении хрупких металлов (чугун, бронза) для защиты глаз необходимо пользоваться защитными очками.
Рассмотрим несколько примеров сверления отверстий на сверлильных станках.
Сверление по разметке. Перед началом работы на сверлильном станке подготовляют рабочее место. Инструмент должен быть установлен в шпинделе надежно и правильно, а изделие — неподвижно закреплено на столе станка. Нельзя допускать биения сверла, которое обычно происходит из-за неправильной его установки. Рукоятки (рычаги) управления скоростями станка переводят в положение, соответствующее выбранному режиму резания. Приступая к сверлению, нужно пустить станок и подвести сверло к изделию плавно, без ударов: оно установится вершиной точно в накерненном углублении. Сверление по разметке выполняют в два приема: сначала производят пробное сверление, а затем окончательное. При пробном сверлении надсверливают при ручной подаче небольшое углубление размером около диаметра отверстия, потом сверло поднимают, удаляют стружку и проверяют совпадение засверленного углубления с центром размеченной окружности. Если такое совпадение есть, можно продолжить сверление и довести его до конца. Если же надсверленное углубление отошло от центра, то его исправляют, для чего прорубают от центра в ту сторону углубления, куда нужно сместить сверло, две-три канавки. Сделав еще одно надсверливание и убедившись в его правильности, доводят сверление до конца. При сверлении необходимо быть очень внимательным. Надо изредка выводить сверло из отверстия и освобождать его канавки от стружки. Вводить обратно сверло в отверстие нужно осторожно, так как его легко сломать. Если производится сверление сквозного отверстия, то в момент выхода из него сверла надо выключить автоматическую подачу и перейти на ручную, ослабив нажим на сверло. При диаметрах свыше 30 мм отверстия сверлят в два приема: сначала сверлом меньшего диаметра, а затем сверлом в окончательный размер. Если требуется повышенная чистота поверхности отверстия, то рассверливание производят зенкером или, для еще большей чистоты, развертками, иногда в несколько переходов. · Сверление в чугунном бруске сквозного отверстия диаметром 20 мм. При выполнении этой работы следует придерживаться такой последовательности действий:
Рис. 1. Прорубание канавок при уводе надсверленного углубления в сторону
Рис. 2. Чертеж чугунного бруска
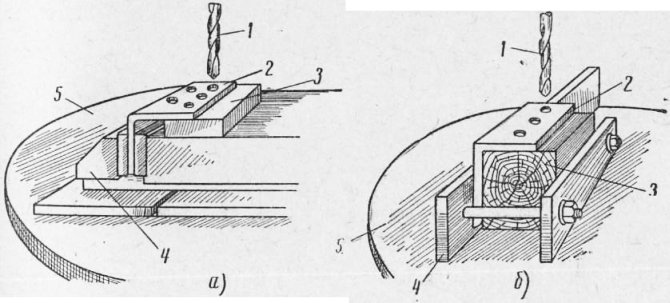
Рис. 3. Сверление отверстия в угольнике: а — с зажимом детали в тисках; б — с зажимом детали в приспособлении; 1 — сверло, 2 — угольник (обрабатываемая деталь), 3 — подкладка, 4 — тиски или приспособление, 5 — стол станка
· Сверление в угольнике сквозных отверстий диаметром 8 мм. Материал — мягкая сталь. Работу над каждым отверстием нужно выполнять так:
Рис. 4. Сверление несквозного отверстия: а—чертеж детали; б —установка детали для сверления; 1 — приспособление, 2 — прижимная планка, 3 — призмы · Сверление в валике несквозного отверстия. Центр отверстия размечен. Эту работу выполняют следующим образом:
Рис. 5. Примеры сверления по кондуктору
Рис. 6. Сверление в приспособлениях: а и б — типы кондукторов
Кондуктор накладывают на ту часть поверхности изделия, где нужно просверлить отверстия. Крепят кондуктор на изделии боковыми винтами или прижимами различных конструкций. Коробчатый кондуктор имеет форму коробки с откидной крышкой. Обрабатываемое изделие закладывают внутрь коробки и крепят крышкой. Для сверления сверло вводят в соответствующую направляющую втулку кондуктора и просверливают в изделии отверстие. Пользование кондуктором сокращает время на установку и выверку изделий; кроме того, отпадает надобность в разметке и пробном надсверливании.
Сверление глухих отверстий. Глухие отверстия сверлят на требуемую глубину, пользуясь упорным приспособлением, имеющимся на сверлильном станке, или же (если такого приспособления нет) упорной втулкой, закрепленной на сверле. Глубину сверления отмечают на сверле мелом или карандашом. В случаях пользования упором станка сверло, закрепленное в шпинделе, опускают на изделие, а упорный стержень устанавливают и закрепляют на высоте, соответствующей глубине отверстия. Когда сверло опустится на установленную глубину, упорный стержень, дойдя до ограничителя, остановится. В результате этого при ручной подаче сверло не сможет продвинуться дальше в металл, а при автоматической подаче движение сверла прекратится.
Сверление неполных отверстий. Для получения неполных отверстий (полуотверстий) закрепляют в тисках по две детали так, чтобы поверхности их, на которых должны быть просверлены неполные отверстия, совпали. Размечают на линии стыка закрепленных деталей центры отверстий и производят сверление обычным способом.
Рис. 7. Сверление несквозных отверстий по втулочному упору на сверле: 1 — быстродействующее зажимное приспособление, 2 — изделие, 3 — упорная втулка Сверление «пакетом». При сверлении тонких деталей для ускорения работы обычно собирают несколько штук деталей в «пакет», сжимают его струбцинами, зажимают в тисках и производят сверление собранных таким образом деталей одновременно.
Определение затрат рабочего времени, необходимого на выполнение производственного задания, сводится к установлению нормы времени. Своё назначение в производстве нормы времени могут выполнить лишь тогда, когда они установлены исходя из наиболее рационального использования средств труда и самого труда, всесторонне обоснованы с точки зрения психологии и физиологии человека, т. е. если они будут являться технически обоснованными нормами. Задание. Определить норму штучного времени на операцию обработки отверстия в детали (рис. 2, см. с. 14). Исходные данные. Деталь — планка; материал — сталь 40; σ в = 600 МПа; заготовка — поковка; масса заготовки 3 кг. Последовательность обработки: сверление отверстия Dос = 23 мм, зенкерование Dоз = 24, 8 мм и развёртывание Dор = 25H9. Станок вертикально-сверлильный 2H125. Инструмент: сверло
(Dс = 23 мм) из быстрорежущей стали Р6М5, 2ϕ = 118о, форма заточки Н; зенкер из стали Р6М5, D3 = 24, 8 мм, ϕ = 45о; развёртка, Dр = 25H9, ϕ = 5о. Работа с охлаждением. Установка детали в кондукторе с базированием по плоскости и зажимом эксцентриком. Инструмент установлен в револьверной головке, закреплённой на пиноли шпинделя станка. Производство среднесерийное. Решение 1. Расчёт основного времени. Переход 1 — сверление отверстия Dос = 23 мм. 1.1. Расчётные размеры обработки: D = 23 мм; l = 100 мм; h = 23 мм. Глубина резания t = h/2 = 23/2 = 11, 5 мм. Расчётная длина обработки L = l + l1. Величина врезания и перебега равна l = 10 мм. Следовательно, L = 100 + 10 = 110 мм. 1.2. По нормативам, а также паспортным данным станка определяются подача, скорость резания и частота вращения: So = 0, 04 мм/об., v = 18, 8 м/мин, nп = 250 мин-1. 1.3. Основное время
Переход 2 — зенкерование отверстия Dо3 = 24, 8 мм. 1.4. Расчётные размеры обработки: Dо3 = 24, 8 мм, l = 100 мм, h = 1, 8 мм. Глубина резания t = h/2 = 1, 8/2 = 0, 9 мм. Расчётная длина обработки L = l + l1. Врезание и перебег при t = 0, 9 мм равно = 3 мм Следовательно, L = l + l1 = 100 + 3 = 103 мм. 1.5. По нормативам, а также паспортным данным станка определяются подача, l скорость резания и частота вращения шпинделя станка: So= 0, 56 мм/об., v = 19, 5 м/мин, nп = 250 мин-1. 1.5. Основное время
Переход 3 — развёртывание отверстия Dор = 25Н9. 1.7. Расчётные размеры обработки: D = 25 мм; l = 100 мм; h = 0, 2 мм. Глубина резания t = h/2 = 0, 2/2 = 0, 1 мм. Расчётная длина обработки L = l + l1. Величина врезания и перебега равна l = 19 мм Следовательно, L = 100 + 19 = 119 мм. 1.8. По нормативам, а также паспортным данным станка определяются подача, скорость резания и частота вращения: So = 0, 8 мм/об., v = 4, 9 м/мин, nп = 63 мин-1. 1.9. Основное
1.10. Суммарное основное время на операцию to = to1 + to2 + to3 = 1, 57 + 0, 74 + 2, 35 = 4, 66 мин. 2. Определение вспомогательного времени на операцию. 2.1. Время на установку и снятие детали tв.уст = 0, 17 мин 2.2 Время, связанное с переходом при сверлении по кондуктору на станке второй группы с механической подачей, tв = 0, 08 мин так как все три перехода по затратам времени одинаковы, то tв. пер.1 = 0, 08 ⋅ 3 = 0, 24 мин. 2.3. Время на вспомогательные приёмы, не вошедшие в комплексы. Время на изменение частоты вращения ntв.пер.1 = 0, 07 мин частота вращения изменяется два раза, следовательно, tв.пер.2 = 0, 07 ⋅ 2 = 0, 14 мин. Время на изменение величины подачи tв = 0, 07 мин подача изменяется три раза, значит tв.пер.3 = 0, 07 ⋅ 3 = 0, 21 мин. Смена кондукторной втулки tв.пер.4 = 0, 06 мин,. Переходы 2 и 3 (зенкерование и развёртывание) производят без кондукторной втулки. Время на поворот револьверной головки с инструментами tв = 0, 06 мин, а на три поворота tв.пер.5 = 0, 06 ⋅ 3 = 0, 18 мин. Время на вывод сверла для удаления стружки tв.пер.6 = 0, 06 мин 2.4. Время на контроль отверстия калибром-пробкой после выполнения перехода “развёртывание” 25Н9 tв.изм = 0, 13 мин Вспомогательное время на операцию tв = tв.уст + ∑ tв.пер + tв.изм = = 0, 17 + 0, 24 + 0, 14 + 0, 21 + 0, 08 + 0, 18 + 0, 06 + 0, 13 = 1, 21 мин. 3. Оперативное время toп = to + tв = 4, 66 + 1, 21 = 5, 87 мин. 4. Время на обслуживание рабочего места составляет 4% от toп toб = toп ⋅ 0, 04 = 5, 87 ⋅ 0, 04 = 0, 23 мин. Норма штучного времени Tшт = toп + toб + toт.л = 5, 87 + 0, 23 + 0, 23 = 6, 33 мин.
Список использованной литературы · https: //helpiks.org/1-124260.html · http: //metallurgu.ru/books/item/f00/s00/z0000020/st016.shtml · https: //studme.org/36357/tovarovedenie/tehnologicheskie_metody_obrabotki_otverstiy · https: //stankiexpert.ru/tehnologii/sverlenie-otverstijj.html · Технология обработки конструкциооных материалов: · Учеб. для машиностр. спец. вузов. П.Г. Петруха, А.И. Марков, П.Д. Беспахотный, и др. Под ред. П.Г. Петрухи – М.: Высш. Шк., 1991, 512 с. · https: //tehnar.net.ua/otverstiya/ · http: //ripp.pro/news/52-kakie-tipy-otverstij-byvayut · https: //studme.org/36362/tovarovedenie/metody_obrabotki_zagotovok_protyazhkoy_proshivkoy · https: //stankiexpert.ru/tehnologii/ugol-zatochki-sverla-po-metallu.html · http: //nizrp.narod.ru/metod/kaftmim/13.pdf
|
Последнее изменение этой страницы: 2020-02-17; Просмотров: 297; Нарушение авторского права страницы