|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются: · задняя или передняя поверхность; · перемычка; · установленные углы; · снятая фаска. В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки. Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Рис. 9.3 Особенности заточки различных видов сверл Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории: 1. НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла. 2. НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла; 3. ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки. 4. ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность. Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм. При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга). Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
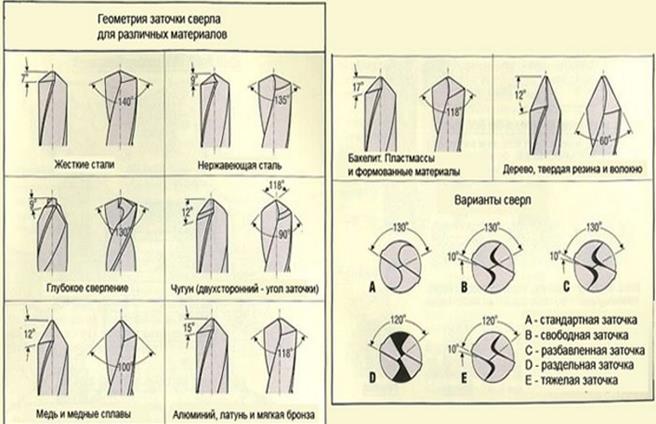
Рис. 9.4 Виды заточек Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования. Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке. Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками. Рекомендуемые углы заточки Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата. Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик: · твёрдостью (по выбранной шкале); · хрупкостью; · вязкостью (плотность). В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форме спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
Рис. 9.5 выход стружки при правильной и неправильной заточке сверла При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся: · Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси. · Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке; · Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки. Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия. Углы для разных материалов В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются: 1. Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов. 2. Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
Рис. 9.6 Таблица зависимости угла заточки от обрабатываемого материала.
3. Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок. 4. Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди. 5. Угол заточки сверла по дереву или пластмассы составляет 90-100°. 6. Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше. Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию Зенкерование. Назначение и разновидности. При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций: · приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями; · повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета; · обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1, 25.
Рис. 10 Зенкер
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Применяются следующие разновидности зенкеров: 1. по назначению (рис. 11) ( цилиндрические (а, б) – для получистовой обработки цилиндрических отверстий, зенковки (в) – для обработки конических отверстий, цековки (г) – для обработки плоских поверхностей, ступенчатые – для обработки цилиндрических отверстий нескольких диаметров и комбинированные (сверла-зенкеры, зенкеры – зенковки и др.));
Рис. 11 Разновидность зенкеров 2. По способу крепления (хвостовые D=12…35 мм (рис. 13) и насадные D=25…80 мм (рис. 12));
Рис. 12 Насадной зенкер 3. По конструкции (цельные, насадные, сборные – со вставными зубьями) Рабочую часть зенкеров изготавливают из быстрорежущих сталей и твердых сплавов. Цилиндрические зенкеры диаметром 10…40 мм наиболее широко распространены в промышленности. Цельный цилиндричекий зенкер состоит из режущей части, направляющей, шейки, хвостовика 4. В отличие от сверла зенкер имеет большое число зубьев и увеличенный диаметр сердцевины, благодаря чему повышается жесткость инструмента и обеспечивается лучшее направление его в отверстии. Насадные зенкеры цельные и сборные применяются для получистовой обработки отверстий больших диаметров (D=32…100 мм).
Рис. 13 Конструкция хвостового зенкера Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий. Зенкование и цекование При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.
Рис. 14 Физика зенкования и цекования
При выполнении зенкования также придерживаются определенных правил. · Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено. · Сверление и зенкование выполняются за одну установку детали на станке. · Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента. · В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0, 63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.
Рис. 15 Виды разверток
Рис. 15 развертки цилиндрические Развертывание отличается от зенкерования большим числом зубьем z (z≥ 6), сравнительно малой глубиной резания t и особой конструкцией инструмента – наличием цилиндрической калибрующей части, а также высокой точностью изготовления разверток. Поэтому развертывание обеспечивает высокую точность и высокое качество обработки. Развертки по форме обрабатываемых отверстий делятся на цилиндрические, конические и ступенчатые. Развертки, также как и зенкеры, по способу крепления делятся на хвостовые и насадные. Последние бывают цельные и сборные – со вставными зубьями. Развертка срезает слои очень малой толщины, поэтому она изнашивается в основном по задней поверхности. При развертывании применяется технологический критерий износа: такая величина износа hз, когда развертка перестает обеспечивать требуемый квалитет точности и качество поверхностного слоя. Для разных условий резания hз соответствует фаске по задней грани заборной части от 0, 3 до 0, 8 мм. Средний период стоикости разверток находится в пределах 20..90 мин. Для повышения виброустойчивости процесса, развертывания труднообрабатываемых материалов применяют развертки с неравномерным шагом и спиральным зубом.
Рис. 16 Развертки · Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам. · При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание. · Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую. · Машинное развертывание проводят сразу после сверления на станке – с одной установки детали. · Для контроля качества результата используют специальные калибры. МЕТЧИКИ Метчики применяют для нарезания внутренних резьб. Они представляют собой винт с прорезанными прямыми или спиральными канавками, образующими режущие лезвия, и состоят из рабочей и хвостовой части (рис. 9). Рабочая часть метчика имеет режущую и калибрующую части. Режущая часть производит основную работу по нарезке резьбы, а калибрующая зачищает ее. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Различают гаечные, машинные и ручные метчики.
Рис. 17. Конструкция метчика
Методы обработки заготовок Протяжкой и прошивкой Протягивание – процесс обработки материалов резанием на протяжных станках многолезвийным режущим инструментом – протяжкой. Протягивание обеспечивает получение наружных и внутренних фасонных поверхностей изделий высокого качества (7–8-го квалитета). Это высокопроизводительный метод. Его применение целесообразно при обработке больших партий деталей, т.е. в крупносерийном и массовом производстве (ввиду сложности изготовления и высокой стоимости протяжек). Формообразование осуществляется при поступательном движении протяжки 1 (главное движение) относительно неподвижной заготовки 2. Главное движение резания по направлению совпадает с осью инструмента.
Рис. 18. Схемы протяжки (а), внутренней прошивки (б), и принцип их работы (в) За величину подачи Sп, определяющую толщину срезаемого слоя отдельным зубом протяжки, принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев сz; Sп является одновременно и глубиной резания. Отличие прошивки заключается в том, что в протяжках сила резания приложена к передней части инструмента, а в прошивках – к задней, т.е. протяжку тянут за передний конец, а прошивку толкают. При обработке протяжками припуск снимается одновременно режущими лезвиями нескольких зубьев. Обработка, в том числе и сложных поверхностей, осуществляется за один рабочий ход инструмента. Различают профильное, генераторное и прогрессивно-групповое протягивание. При профильном протягивании все режущие зубья протяжки снимают припуск, но не участвуют в окончательном формировании поверхности. Окончательную форму, размеры и качество поверхности придает режущая кромка последнего зуба. При генераторном протягивании каждый режущий зуб протяжки, срезая припуск, одновременно участвует в построении заданной поверхности. При прогрессивно- групповом протягивании все зубья, распределенные по группам (2–3 зуба), снимают слой металла не сразу по всей ширине, а частями. Этот вид протягивания применяют при снятии относительно больших припусков.
Рис. 19. Схема протягивания: I – наружное; II – внутреннее; а – профильное; б – генераторное; в – прогрессивное
Рис. 20. Схемы плоских протяжек: а – обычные; б, в – прогрессивные
Внутреннее протягивание применяют для обработки различных отверстий, например квадратных, многогранных, шлицевых с различными профилями прямых и винтовых канавок, а также шпоночных и других фигурных пазов в отверстии детали.
Рис. 21. Виды отверстий, получаемых протягиванием: а – схемы; б – реальные детали
Рис. 22. Протяжки для внутреннего протягивания шлицевых отверстий: а – общие виды; б – фрагменты рабочих частей
Типичная схема горизонтально-протяжного станка для внутреннего протягивания показана на рис. 23. Станок состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6.
Рис. 23. Схема протяжного станка: 1 – станина; 2 – насосная станция; 3 – гидроцилиндр; 4 – каретка: 5 – опорный кронштейн; 6 – корыто
Протяжку хвостовой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока поршня гидроцилиндра 3 – главное движение резания. Заготовка при протягивании опирается торцом на опорную поверхность кронштейна 5. Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания заготовка падает в корыто 6, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (вспомогательный ход), и цикл обработки повторяется.
Протяжные станки отличаются простотой конструкции и эксплуатации. Внешний вид горизонтального и вертикального станков показан на рис. 24.
Рис. 24. Протяжные станки: а – горизонтальный; б – вертикальный
Диаметр протягиваемых отверстий находится в пределах 5–400 мм, длина – до 10 м. Припуск зависит от поперечного размера отверстия и для d = 10 мм составляет (порядок) 0, 6 мм, для d = 90 мм – ~1, 5 мм. Это обусловлено тем, что формообразование поверхности на протяжном станке осуществляется копированием формы режущих кромок зубьев инструмента. Скорости резания зависят от материала заготовки, требуемой точности, сложности нарезаемого профиля и т.д. и ориентировочно составляют 2–6 м/мин. Подача в основном зависит от обрабатываемого материала, конструкции протяжки и жесткости заготовки и составляет 0, 01–0, 2 мм/зуб.
Хонингование Хонингование – технологический процесс исправления погрешностей формы отверстий в виде отклонений от круглости, цилиндричности и т.п., обеспечения малых отклонений размеров и параметров шероховатости, а также создания микропрофиля в виде сетки на обработанной поверхности детали. Такой профиль (рис. 25) необходим для удержания смазочного материала при работе механизмов (например, двигателя внутреннего сгорания или гидравлических систем).
Рис. 25. Образцы деталей с внутренней цилиндрической поверхностью, обработанной хонингованием
Поверхность заготовки обрабатывают хонинговальными мелкозернистыми брусками, в которых абразивные зерна удерживаются связкой, или специальными инструментами, в которых зерна нанесены на металл. Бруски закрепляют в хонинговальной головке – хоне, являющейся режущим инструментом (рис. 26). Схема хонингования показана на рис. 27. Инструмент вращается (ω ) и одновременно возвратно-поступательно перемещается (V) вдоль оси обрабатываемого отверстия высотой h. Соотношение скоростей указанных движений составляет 1, 5–10 и определяет условия резания. Внешний вид станков показан на рис. 28.
Рис. 26. Внешний вид хонинговальной головки
Рис. 27. Схема хонингования: а – принципиальная схема; б – развертка внутренней цилиндрической поверхности заготовки и схема образования сетки
Рис. 28. Хонинговальные станки
Схема обработки по сравнению с внутренним шлифованием имеет преимущества: отсутствует упругий отжим инструмента, реже наблюдается вибрация, резание происходит более плавно. Крайние нижнее 1 и верхнее 2 положения абразивных брусков (см. рис. 27) устанавливаются так, что создается перебег. Он необходим для того, чтобы образующие отверстия получались прямолинейными при неравномерном износе брусков. Совершая вращательное движение, бруски при каждом двойном ходе начинают резание с новых положений 3 с учетом смещения t по углу, что исключает наложение траекторий абразивных зерен. Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Их изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Давление брусков должно контролироваться. Хонингование менее интенсивно уменьшает погрешности расположения оси отверстия (например, отклонения от прямолинейности), так как режущий инструмент самоустанавливается по отверстию. Хонингование проводят при обильном охлаждении зоны резания смазочно-охлаждающими жидкостями – керосином, смесью керосина (80–90%) и веретенного масла (10–20%) (29), водно-мыльными эмульсиями.
Рис. 29. Процесс хонингования |
Последнее изменение этой страницы: 2020-02-17; Просмотров: 335; Нарушение авторского права страницы