|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формовочные и стержневые смесиСтр 1 из 3Следующая ⇒
В литейном производстве наиболее распространено получение отливок в разовых формах, изготовленных из песчано-глинистых и других смесей. Разовая форма пригодна для получения только одной отливки. При выемке (выбивке) готовой детали форму разрушают. Формовочные и стержневые смеси должны обладать определенными механическими, технологическими и теплофизическими свойствами, основными из которых являются: прочность, поверхностная прочность, пластичность, податливость, непригораемость, газопроницаемость и др. Прочность – способность смеси обеспечивать сохранность формы (стержня) без разрушения при её изготовлении и использовании. Формы не должны разрушаться от толчков при сборке и транспортировке, выдерживать давление заливаемого металла. Поверхностная прочность (осыпаемость) – сопротивление истирающему воздействию струи металла. Если она недостаточна, то происходит отделение частиц формовочной смеси, которые попадают в отливку. Пластичность – способность смеси воспринимать очертания модели (стержневого ящика) и сохранять полученную форму. Податливость – способность смеси сокращаться в объёме под действием усадки металла. При недостаточной податливости в отливке возникают напряжения, которые могут привести к образованию трещин. Непригораемость – способность смеси выдерживать высокую температуру заливаемого сплава без оплавления и химического с ним взаимодействия. Плёнки пригара ухудшают качество поверхности и затрудняют последующую обработку. При оплавлении смеси резко снижается её газопроницаемость. Газопроницаемость – способность пропускать газы через стенки формы вследствие пористости. В расплавленном металле всегда содержатся растворённые газы, выделяющиеся при его охлаждении и затвердевании. Большое количество водяных паров и газов выделяется также из самих формовочных материалов при их нагревании. При недостаточной газопроницаемости в теле отливки могут образоваться газовые пузыри – раковины. Для приготовления формовочных и стержневых смесей используют как природные, так и искусственные материалы. Песок – основной исходный материал смесей. Наиболее часто применяют кварцевый песок, в основном состоящий из кремнезема, обладающего высокой прочностью, твёрдостью, огнеупорностью (tпл = 1713С). Мелкозернистые пески используют для мелкого литья, что обеспечивает получение гладкой поверхности отливок. Для крупных отливок применяют крупнозернистые пески, обеспечивающие более высокую газопроницаемость формовочной смеси. Реже для формовочных смесей применяют цирконовый песок (tпл = 2000 С), хромит (хромистый железняк t пл. = 1850 С) и некоторые другие материалы. Они превосходят кварцевый песок по термохимической устойчивости, теплопроводности, но они более дорогие; их используют в особо ответственных случаях, например, для получения крупных стальных отливок с чистой поверхностью. Глина – второй основной исходный материал в формовочных смесях. Она является связующим веществом, обеспечивающим их прочность и пластичность. На практике наиболее широко используют каолинитовые или бентонитовые глины. При наличии влаги на поверхности глинистых частиц образуются гидратные оболочки из молекул воды, которые обеспечивают сцепление частиц и вместе с тем лёгкое скольжение между ними. Чем больше глина удерживает на поверхности воды, тем выше её связующая способность, а также и пластичность формовочной смеси. При нагревании (сушке) по мере удаления влаги прочность смеси возрастает. Кроме глины в качестве связующих веществ в формовочные, а особенно стержневые смеси, вводят жидкое стекло, синтетические смолы, декстрин, сульфитно-спиртовую барду и др. Их водят в состав смеси в количестве 1…3%, но они значительно сокращают продолжительность затвердевания. Для улучшения свойств песчано-глинистых смесей в них вводят добавки. В качестве противопригарных материалов для стального литья используют пылевидный кварц (маршалит), хромистый железняк; для чугунного и цветного литья каменноугольную пыль, мазут. С целью увеличения податливости и газопроницаемости литейных форм в смеси добавляют древесные опилки. По характеру использования формовочные смеси подразделяются на облицовочные, наполнительные и единые, а по состоянию литейной формы при её изготовлении и перед заливкой – на сырые и сухие. Состав формовочной смеси выбирается в зависимости от литейного сплава с учётом его температуры плавления и усадки, а также массы, размеров и конфигурации отливки. Для предотвращения пригара и улучшения чистоты поверхности отливок формы и стержни покрывают тонким слоем противопригарных материалов. Для сырых форм применяют припылы. В формах для чугунных отливок используют порошкообразную смесь оксида магния, древесного угля и бентонита, порошкообразный графит. В формах для стальных отливок применяют порошкообразную смесь оксида магния и огнеупорной глины, пылевидный кварц, циркон и другие материалы. Для сухих форм применяют противопригарные краски, водные суспензии этих материалов с добавками связующих.
Литниковые системы
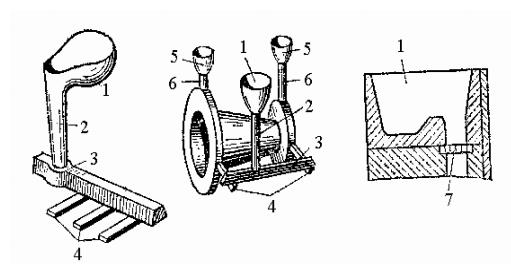
Литейную форму заливают металлом через литниковую систему, под которой понимают совокупность каналов и резервуаров, по которым расплав поступает из ковша в полость формы. Литниковая система должна обеспечивать непрерывное поступление металла в форму, питание отливки для компенсации усадки, предотвращать разрушение формы, попадание шлака и воздуха со струёй расплава. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатели (рис.1). Чаша уменьшает размывающее действие струи расплава, задерживает всплывающий шлак. Для лучшего задержания шлаковых включений в литниковые чаши или другие элементы литниковой системы иногда устанавливают фильтры (например, керамические сетки либо фильтры из специальной стеклоткани). Стояк представляет собой вертикальный конический, обычно суживающийся к низу канал круглого сечения, по которому металл из литниковой чаши или воронки попадает в шлакоуловитель.
Рисунок 1– Элементы литниковой системы: 1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатели; 5, 6 – чаша и стояк выпоров (прибылей); 7 – фильтр из специальной стеклоткани
Шлакоуловитель служит для задержания попавших в металл шлака и других включений и представляет собой горизонтальный канал, обычно трапециевидного сечения, располагающийся в верхней полуформе. Питатели представляют собой каналы прямоугольного или трапециевидного сечения, которые примыкают к нижней части шлакоуловителя и предназначаются для подвода металла непосредственно в полость формы. Их располагают в нижней полуформе на некотором расстоянии от стояка и концов шлакоуловителя, так как в противном случае в них, а следовательно, и в полость формы, может попасть шлак. Для лучшего задержания шлака в литниковой системе выдерживается следующее соотношение размера сечения стояка, шлакоуловителя и питателей: Fст > Fшл > Fпит. Над самым высоким местом полости формы, на стороне, противоположной месту подвода в неё металла, делают выпоры – каналы для выхода из формы воздуха и газов и всплывающих неметаллических включений. Они содействуют нормальной усадке застывающего сплава и позволяют контролировать полноту заполнения формы металлом. При изготовлении отливок из стали у наиболее массивных частей делают прибыли – наполненные жидким металлом полости, предназначенные для предупреждения образования в отливках усадочных раковин и рыхлот. Они должны всё время пополнять затвердевающую отливку жидким металлом и сами затвердевают последними. В зависимости от формы, размера отливки, состава и свойств литейного сплава применяются верхняя, нижняя (сифонная) и ярусная литниковые системы. Верхняя система наиболее прост, её применяю для мелких деталей небольшой высоты. С увеличением высоты происходит размывание формы струёй металла, разбрызгивание и окисление его, увеличивается количество неметаллических включений в теле отливки. Нижнюю систему применяют для средних и толстостенных отливок значительной высоты. Она обеспечивает спокойное заполнение формы металлом, но она более сложна. Ярусная система обеспечивает последовательное питание отливки снизу вверх, и её применяют для крупных отливок. Недостатки ярусной системы – сложность в изготовлении и значительный расход металла на литники.
3. Задание на выполнение
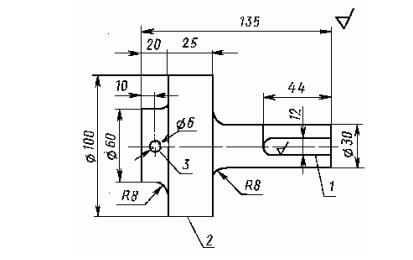
Для заданного чертежа детали выполнить следующее: а) выбрать плоскость разъёма модели и формы с указанием положения отливки в форме – В (верх) и Н (низ); б) выполнить эскиз отливки с обозначением размеров припусков, уклонов, усадки металла и стержней; в) выполнить эскиз модели с указанием габаритных размеров; г) начертить эскиз стержневого ящика без указания размеров; д) привести эскиз собранной литейной формы в разрезе с указанием её элементов; е) дать краткое описание последовательных операций по изготовлению литейной формы и отливки. Основой для разработки технологического процесса изготовления отливки является чертёж детали. На чертеж детали в соответствии с ГОСТ 3.1125-88 наносят технологические указания, необходимые для изготовления модельного комплекта, формы и стержня, и получают чертёж отливки с модельно-литейными указаниями. На рис. 2 в качестве примера приведены эскизы стальной (а) и чугунной (б) деталей. Поверхности деталей, подвергающиеся механической обработке, условно обозначаются знаком. Остальные поверхности механической обработке не подлежат, на что указывает знак .
Рисунок 2- Эскизы деталей: 1. Плоскость разъёма модели и формы (1), ее показывают отрезком, над которым указывается буквенное обозначение разъёма РМ. Направление разъёма показывается сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъёма. Положение отливки в форме при заливке обозначается буквами В (верх) и Н (низ). Буквы проставляются у стрелок, показывающих направление разъёма. При выборе плоскости разъёма наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты – газовые раковины и шлаковые включения. Плоскость разъёма выбирают с учётом удобства формовки и извлечения модели из формы. Кроме того желательно, чтобы отливка или, по крайне мере, её базовые поверхности для механической обработки были расположены в одной полуформе а) стальной; б) чугунной
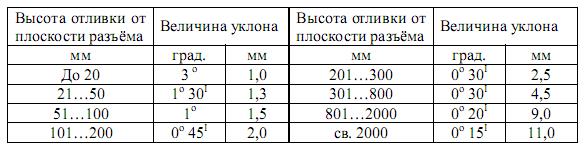
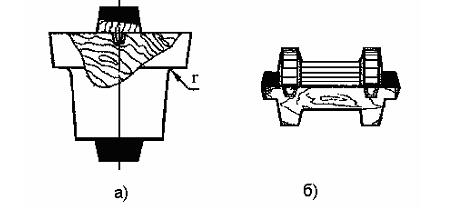
Рисунок 3- Эскизы отливок: а) стальной б) чугунной; 1 – разъём модели; 2 – припуск на механическую обработку; 3 – стержень; 4 – формовочные уклоны; 5 – необрабатываемые отверстия 2. Припуски на механическую обработку (2), их обозначают сплошными тонкими линиями у поверхностей, где указан знак обработки (допускается выполнять линию припуска красным карандашом). Величины припусков определены ГОСТ 26645-85 и при единичном производстве выбираются по III классу точности в зависимости от способа литья, материала отливки, положения обрабатываемой поверхности при заливке (верх, низ, бок), наибольшего габаритного и номинального размера отливки (табл. 1, 2).
Таблица 1-Припуски на механическую обработку отливок из серого чугуна по III классу точности в мм (ГОСТ 26645-85)
Под номинальным размером отливки подразумевается расстояние между двумя противоположными обрабатываемыми поверхностями или расстояние от установочной базовой поверхности до обрабатываемой. Таблица 2-Припуски на механическую обработку фасонных отливок из стали по III классу точности в мм (ГОСТ 26645-85)
3. Отверстия, впадины, выемки, не выполняемые при литье, зачёркивают сплошными тонкими линиями (5), которые допускается выполнять красным карандашом. 4. Контуры стержня со стержневыми знаками (3) изображаются сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуются только у контура. Размеры знаков стержней и зазоры между знаками стержней и модели принимаются по ГОСТ 3606-92. 5. Формовочные уклоны (4) на вертикальных стенках обозначаются тонкими линиями и выбираются в зависимости от высоты отливки, от плоскости разъёма (табл. 3). Помимо этих обозначений указывается процент усадки сплава, из которого изготовляют отливку, наносятся литниковая система, прибыли, выпоры, которые на рассматриваемом эскизе для простоты не указаны. На рис. 3, б приведён эскиз чугунной отливки с модельно литейными указаниями. Для этой отливки используется горизонтальный стержень, имеющий цилиндрические стержневые знаки в отличие от вертикального стержня, у которого стержневые знаки конусные.
Таблица 3 -Формовочные уклоны на отливках по ГОСТ 3212-92
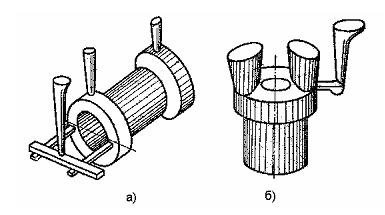
6. По эскизам отливок выполняются эскизы моделей (рис. 4). Модели имеют стержневые знаки (они закрашены чёрным цветом), формовочные уклоны для вертикального стержня и радиусы закруглений в местах перехода стенок (r). Размеры моделей выполняют с учётом размеров детали, припусков на механическую обработку, формовочных уклонов и усадки сплава, которую выбирают по таб. 3 7. Для изготовления стержней служат стержневые ящики – разъёмные либо неразъёмные. На рис. 5 приведены эскизы стержневых ящиков для вертикального (а) и горизонтального (б) стержня. 8. Эскизы собранных литейных форм для чугунной (а) и стальной (б) отливок даны на рис. 6. В форме для чугунного литья имеются шлакоуловитель и выпоры, а в форме для стального литья шлакоуловитель отсутствует, а для компенсации большой усадки стали и предупреждения усадочных раковин предусмотрены прибыли. 9. На рис. 7 приведены эскизы готовых чугунной (а) и стальной (б) отливок с литниковой системой.
Рисунок 4.- Эскизы моделей
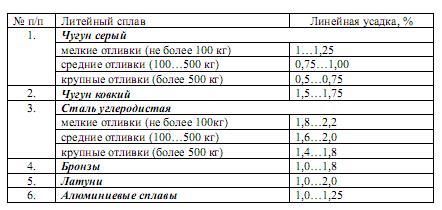
Таблица 4 -Линейная усадка литейных сплавов
Рисунок 5- Эскизы стержневых ящиков: а – для вертикального стержня; б – для горизонтального стержня
Рисунок 6- Эскизы собранных литейных форм: 1 – полость формы; 2 – стержень; 3 – нижняя опока; 4 – верхняя опока; 5 – выпор; 6 – чаша; 7 – стояк; 8 – шлакоуловитель; 9 – питатели; 10 – формовочная смесь
Рисунок 7- Эскизы готовых отливок с литниковой системой: а – отливка из чугуна; б – отливка из стали Изготовление литейной формы
Ручную формовку в опоках по разъёмной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности: 1 Изготовление нижней полуформы. Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъёма на подмодельную доску и устанавливают опоку. Поверхность модели и доски посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20…30 мм, уплотняют её руками вокруг всей модели. Затем заполняют остальной объём опоки наполнительной смесью и уплотняют её трамбовкой сначала у стенок опоки, а затем в средней части. Излишек смеси срезают линейкой. В формовочной смеси на расстоянии 40…50 мм друг от друга и на 10…15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку покрывают второй подмодельной доской и переворачивают на 180°. 2 Изготовление верхней полуформы. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъёма формы посыпают тонким слоем сухого кварцевого песка для того, чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют её формовочными смесями так же, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу. Извлечение моделей. 3 Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 180° разъёмом вверх. В плоскости разъёма нижней полуформы гладилкой прорезают питатели. Из полуформ после лёгкого раскачивания удаляют половины моделей и модель шлакоуловителя. Устраняют возможные дефекты формы, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора. Поверхность полуформ припыливают молотым древесным углём или графитом. 4 Сборка литейной формы. В нижнюю полуформу, если требуется, устанавливают стержень и накрывают её верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнюю полуформу устанавливают груз, для предотвращения ухода жидкого металла через разъём формы во время заливки. Производится заливка металла в форму до тех пор, пока он, поднимаясь снизу, не заполнит до верха выпоры.
4. Варианты задания
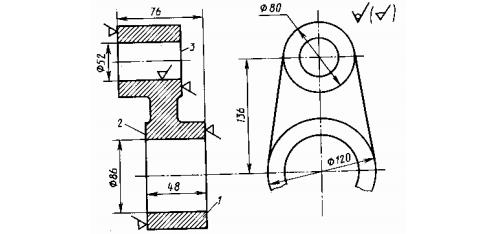
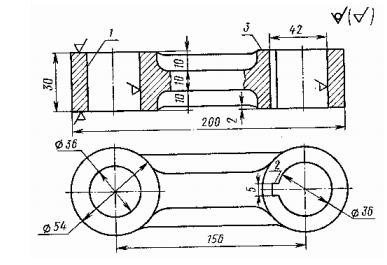
Вариант 1- Серьга. Сталь 30Л
Вариант 2- Фланец. Чугун СЧ 10
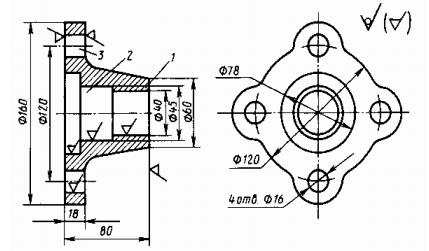
Вариант 3- Ступица. Сталь 40Х
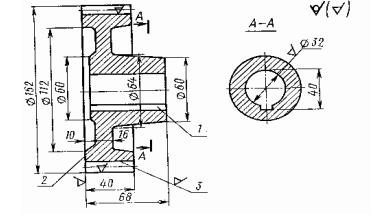
Вариант 4- Шестерня. Сталь 40
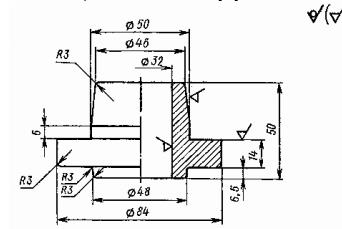
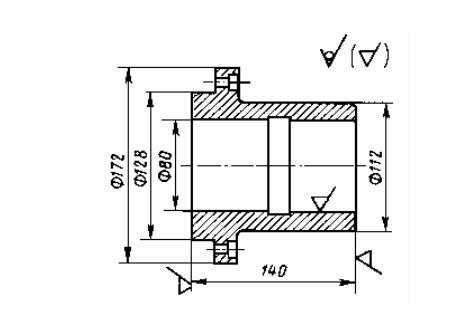
Вариант 5- Втулка. Сталь 25Л
Вариант 6- Крышка. Чугун СЧ 20
Вариант 7- Шестерня. Сталь 45
Вариант 8- Серьга. Чугун КЧ 36-6
Вариант 9- Колесо. Сталь 50
Вариант 10- Корпус. Сталь 40Л
Вариант 11- Переходник. Чугун СЧ 10
Вариант 12- Втулка. Сталь 30
Вариант 13-Стакан. Сталь 40ХН
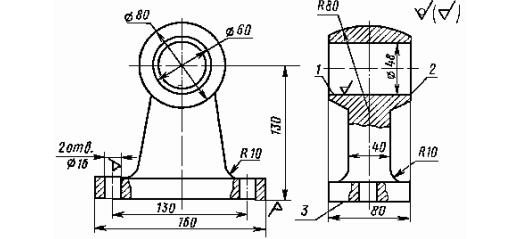
Вариант 14- Опора. Чугун СЧ 25
Вариант 15- Корпус. Чугун СЧ 20
Вариант 16- Фланец. Сталь 30Л
Вариант 17- Штуцер. Сталь 20
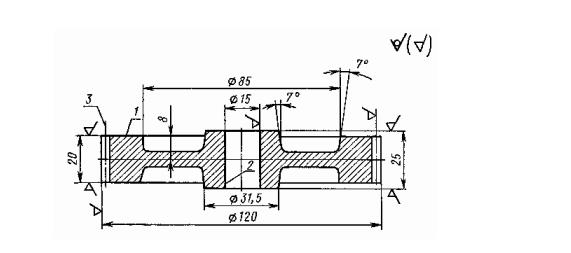
Вариант 18- Вал промежуточный. Сталь 45
5. Контрольные вопросы
1. В чём состоит сущность литейного производства? 2. Что такое модель и из каких материалов она изготавливается? 3. Чем модель отличается от отливки? 4. Какую часть детали отражает модель и стержень? 5. Как изготавливаются отверстия в отливах? 6. Из каких материалов изготавливаются формовочные и стержневые смеси и какие требования предъявляются к ним? 7. Для чего назначаются формовочные уклоны? 8. В чём заключается назначение стержневых знаков? 9. Для чего предназначается литниковая система и из каких элементов она состоит? 10. Что такое усадка металла и как она учитывается при изготовлении литейной формы? 11. Что такое литейная форма и какие элементы образуют её? 12. В какой последовательности осуществляется разработка эскиза отливки? 13. Какова последовательность изготовления литейной формы? 6. Список учебно-методической и дополнительной литературы 1 Г.П.Фетисов, Ф.А.Гарифуллин. Материаловедение и технология металлов – М.: Издательство Оникс, 2007–624с. 2 Марочник сталей и сплавов / Под ред. В.Г. Сорокина и др. - М.: Машиностроение, 1989. 4 Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов. 6-е изд., исп. и доп. /. А.М. Дальский, Т.М. Барсукова, А.Ф. Вязов и др. – М.: Машиностроение, 2005 – 592. 5 Конструкционные материалы: справочник / Под об. ред. Б.Н. Арзамасова. – М.Машиностроение, 1990.
Лабораторная работа №4
1. Название : «Строение сварных швов. Их дефекты »
Заполняется только для дисциплин в соответствии с ФГОС ВПО Целью выполнения лабораторной работы является достижение следующих результатов образования (РО): знания: на уровне представлений: анализировать причины отказов и неисправностей, брака и ошибок на уровне воспроизведения: … (перечислить) на уровне понимания: проводить анализ структурных схем систем автоматического управления и регулирования умения: теоретические: контролировать правильность оформления производственной документации, а также обеспечения рабочих мест инструментом и оборудованием практические: эффективно использовать методы и средства контроля и диагностирования технического состояния объекта испытания навыки: рассчитывать показатели эффективности процессов испытания Перечисленные РО являются основой для формирования следующих компетенций: (в соответствии с ФГОС ВПО и требованиями к результатам освоения основной образовательной программы (ООП)) общекультурных ОК-… (наименование) ОК-… (наименование) профессиональных ПК-14 (Способность решения проблем эффективного использования материалов, оборудования, соответствующих алгоритмов и программ расчета параметров процессов испытания)
ПК-17 (Способность развивать творческую инициативу, рационализаторскую и изобретательскую деятельность, внедрять достижения отечественной и зарубежной науки и техники, внедрять эффективные инженерные решения в практику, в том числе составлять математические модели объектов профессиональной 2. Теория и методические указания
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2379; Нарушение авторского права страницы
 в правом углу эскиза. При разработке эскиза отливки с модельно-литейными указаниями на эскиз детали условно наносят (рис. 3):
в правом углу эскиза. При разработке эскиза отливки с модельно-литейными указаниями на эскиз детали условно наносят (рис. 3):