
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конструкции отдельных частей печиСтр 1 из 6Следующая ⇒
РАСЧЕТ МЕТОДИЧЕСКИХ ПЕЧЕЙ МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО КУРСОВОМУ ПРОЕКТИРОВАНИЮ Вологда, 2009 г. РАСЧЕТ ДВУХЗОННОЙ МЕТОДИЧЕСКОЙ ПЕЧИ Общие положения
Методические нагревательные печи (рис. 1) широко применяют в прокатных и кузнечных цехах для нагрева квадратных, прямоугольных, а иногда и круглых заготовок. Широкое применение методических печей обусловлено тем, что печи обеспечивают достаточно высокую производительность при невысоком удельном расходе топлива. По методу транспортировки металла методические печи относятся к проходным печам. Соприкасающиеся друг с другом заготовки заполняют весь под печи и продвигаются через печь при помощи толкателя. При загрузке в печь новой заготовки одна нагретая заготовка выдается из печи. Металл поступает в зону наиболее низких температур и, продвигаясь навстречу дымовым газам, температура которых монотонно повышается, постепенно (методически) нагревается. Первая (по ходу металла) зона с изменяющейся по длине температурой называется методической зоной. В ней металл постепенно подогревается до поступления в зону высоких температур (сварочную зону). Постепенный нагрев металла в методической зоне обеспечивает безопасный режим нагрева, когда металл находится в упругом состоянии. Находящиеся в состоянии теплообмена дымовые газы и металл движутся навстречу друг другу. Металл нагревается дымовыми газами, отходящими из зоны высоких температур. Общее падение температуры дымовых газов в методической зоне весьма значительно. Обычно в зоне высоких температур методических печей температура поддерживается на уровне 1300 – 1400 °С, в конце же методической зоны она находится в пределах 750 – 1000 °С. Вторая (по ходу металла) зона называется зоной высоких температур, или сварочной зоной. Назначение этой зоны – быстрый нагрев поверхности заготовок до конечной температуры. Температура металла в методических печах обычно составляет 1150 – 1250 °С. Для интенсивного нагрева поверхности металла до этих температур в сварочной зоне необходимо обеспечить температуру на 50 – 100 °С выше. В сварочной зоне до высоких температур нагревается только поверхность металла; температура середины металла в методических печах отстает от температуры поверхности. Однако при нагреве тонких заготовок нет необходимости делать выдержку для выравнивания температур по сечению, т.к. имеет место небольшой перепад температур. В методических печах возможен односторонний и двусторонний нагрев металла. Односторонний нагрев осуществляется в том случае, когда металл, продвигаясь по монолитному поду, нагревается только с одной стороны – сверху. Для ускорения нагрева металла в методических печах обычно предусматривают и нижний обогрев заготовки. Для этого на всю длину сварочной и методической зон оборудуют специальную камеру со своим собственным отоплением. При нижнем обогреве вдоль печи прокладывают специальные глиссажные (водоохлаждаемые) трубы (рис. 2), по которым перемещается металл. Глиссажные трубы выполняют только в методической и сварочной зонах (по две-три на каждый ряд заготовок). В местах соприкосновения заготовки с водоохлаждаемыми глиссажными трубами металл прогревается хуже, и на его поверхности образуются темные пятна.
Рис. 2. Конструкция глиссажных труб
Для ликвидации перепада температур по сечению и темных пятен в двухзонных печах с нижним обогревом некоторая часть сварочной зоны выполняется без нижнего обогрева с монолитным огнеупорным подом. Как монолитный под, так и под томильной зоны в трехзонных методических печах следует выполнять из такого огнеупорного материала, который не взаимодействует с окалиной и хорошо выдерживает истирающее действие продвигающегося металла. Высотой рабочего пространства считается расстояние от высшей точки свода до пода. В печах, оборудованных глиссажными трубами, полная высота печи делится на две части: верхнюю (расстояние от нижней части заготовок до свода) и нижнюю (расстояние от низа заготовок до пода). Длина рабочего пространства выбирается по производительности печи, а ширина – по размерам нагреваемых изделий. Обычно считается нормальным соотношение размеров, когда отношение длины к ширине равно 5: 6 (допускается 8: 10). Большое значение для работы методических печей имеет способ выдачи металла из печи. Различают торцевую и боковую выдачу металла. При торцевой выдаче необходим один толкатель, который выполняет роль также и выталкивателя. Для печей с боковой выдачей устанавливают не только толкатель, но и выталкиватель, поэтому такие печи при размещении требуют больших площадей. При торцевой выдаче через окно выдачи, расположенное ниже пода печи, происходит интенсивный подсос холодного воздуха. Явление подсоса усиливается инжектирующим действием горелок, расположенных в торце печи. Методические нагревательные печи по сравнению с камерными печами обеспечивают более высокий КПД и более высокий коэффициент использования топлива (КИТ) в рабочем пространстве, что объясняется наличием методической зоны. Методические печи могут быть двухзонными, трехзонными и многозонными (рис. 3). Трехзонные и многозонные печи применяются в тех случаях, когда в нагреваемых заготовках могут возникнуть значительные перепады температур по толщине (более 200 °С на 1 м толщины металла). Эти печи снабжены дополнительными (томильными) зонами, в которых и осуществляется выравнивание температур к моменту выдачи заготовок из печи.
Рис. 3. Температурный режим и профиль методических печей: а – двухзонная печь с монолитным подом; б – трехзонная печь с монолитным подом; в – то же, с нижним обогревом; г – многозонная печь с нижним обогревом.
Высота и профиль рабочего пространства должны определяться в соответствии с режимом нагрева и производительностью печи. Так, например, если нагрев двухступенчатый, то и профиль печи должен быть двухзоный; если нагрев трехступенчатый, то и профиль должен быть трехзонный. Если печь служит для нагрева крупных заготовок, то печь должна иметь наклонный под. Расчет горения топлива Пересчет состава топлива Пересчет массового состава жидкого и твердого топлива выполняется умножением процентного содержания компонентов на коэффициент пересчета из таблицы 1.
Табл. 1. Коэффициенты пересчета массового состава топлива
Для газового топлива перерасчет объемного состава газа с сухого на влажный (рабочий) производится по формуле
X – содержание компонента, % (об.). Для доменного и коксового газов влагосодержание принимают порядка 25 – 50 г/м3, для природного – 10 г/м3.
Табл. 2. Форма таблицы для расчета расхода воздуха и состава продуктов сгорания топлива
Табл. 2. (продолжение) Форма таблицы для расчета расхода воздуха и состава продуктов сгорания топлива
Табл. 3. Материальный баланс горения
Плотность продуктов сгорания: Низшая теплота сгорания Наиболее точной формулой для определения низшей теплоты сгорания твердого и жидкого топлива является формула Менделеева:
Для газообразного топлива:
т. е. определяется суммированием тепловых эффектов реакций горения. Температура горения топлива Эта часть расчета необходима для того, чтобы установить, обеспечивает ли данное топливо нужную температуру нагрева металла, и если не обеспечивает, то определить необходимую степень подогрева сред, участвующих в горении. Энтальпия продуктов сгорания определяется по формуле: iобщ = iх + Qф / Vг, кДж/м3, (4) где iх - химическая энтальпия продуктов сгорания,
Qф - физическое тепло, вносимое воздухом и топливом (газом), Qф = Qв + Qт = iв·Vв + iт·Vт, кДж/м3, (6) где iв - энтальпия воздуха, кДж/м3; iт - энтальпия топлива (газа), кДж/м3.
Далее задаются несколькими температурами горения и определяют для них энтальпию одного м3 продуктов сгорания (7) энтальпию газов находим, пользуясь приложением 4. По полученным значениям строят график зависимости энтальпии одного м3 продуктов сгорания от температуры и графически находят расчетную температуру горения по известной энтальпии iобщ.
Действительная температура газов в печи определяется из выражения:
где Если температура газов недостаточна для нагрева металла, расчет повторяют при более высокой исходной температуре воздуха и газа.
Пример. Для условий предыдущего примера рассчитать температуру горения. Химический недожог принять 3% Химическая энтальпия продуктов сгорания: iх = (1 – 0, 03) ·39891/13, 094 = 2955, кДж/м3. Из приложения 4 при 200 °С изобарная теплоемкость воздуха: ср = 1, 31 кДж/(м3·К), тогда iв = ср·t = 1, 31·200 = 262 кДж/м3. Qф = Qв = i·Vв = 262 - 12, 48 = 3270 кДж/м3; iобщ = 2955 + 3270/13, 09 = 3205 кДж/м3. Выбираем для расчета температуру продуктов сгорания 1800 °С. Используя приложение 4, получаем i = 1800 · (2, 391 – 2, 19 % + 1, 468 – 75, 34 % + 1, 554 – 3, 33 % + 1, 921 – 9, 09 % + 2, 391 – – 0, 04 %) /100 % = 2495 кДж/м3. Для 2200 °С - i = 3114 кДж/м3. Для 2300 °С - i = 3271 кДж/м3. Графически определяли, что iобщ= 3205 кДж/м3 соответствует расчетная температура tpaсч = 2258 °C. Действительная температура горения tдейст = 0, 7·2258 = 1581 °С.
Режим нагрева заготовок В данной курсовой работе расчет нагрева заготовок проводится в предположении: - симметричного температурного поля в заготовке в зонах с двусторонним обогревом (на участках I и II') - постоянной температуры газов в сварочной зоне (на участке II)
Рис. 4 Режим нагрева металла: I - методическая зона; II - сварочная зона: II' - участок с двусторонним обогревом,
Расчет нагрева металла Для облегчения расчета нагрева металла по приложению 8 для заданной марки стали строится зависимость теплосодержания i, (кДж/кг) и коэффициента теплопроводности λ, (Вт/м·°С) от температуры (рис. 5, 6). Среднемассовая конечная температура заготовки: где ∆ t3 = 50 °C - заданный конечный перепад температур в заготовке. Удельный тепловой поток к поверхности металла в конце нагрева:
где λ - коэффициент теплопроводности металла при температуре tм3, Вт/(м·К); S – геометрическая толщина металла, м.
Рис. 5. Зависимость теплосодержания углеродистой стали от температуры.
Рис. 6. Зависимость теплопроводности углеродистой стали от температуры.
Расчетная температура газов в сварочной зоне:
Коэффициент использования химической энергии топлива (КИТ) в сварочной зоне:
где
где
где qизл - удельный тепловой поток излучения из сварочной зоны в методическую равный 100 -150 кВт/м2; Fcв-мет - площадь поперечного сечения рабочего пространства на границе сварочной и методической зон, Fcв-мет = D·2·hмет, м2; (24) Мобщ - общая тепловая мощность печи, Мобщ= G·b/3600, кВт, (25) где b - удельный расход тепла (для предварительного расчета принимаем b = 2500 кДж/кг); G - производительность печи, кг/ч. Для обеспечения удовлетворительных технико-экономических показателей работы печи КИТ в сварочной зоне не должен быть меньше 0, 3 – 0, 35. Коэффициент использования химической энергии топлива в печи:
где Qyx - количество тепла, уносимого уходящими газами из печи, Qyx =Vг·iyx, кДж/кг (кДж/м3), (27) где iyx - энтальпия продуктов сгорания, соответствующая температуре tyx, кДж/м3. Изменение теплосодержания металла в печи: ∆ i = i3 – i0, кДж/кг, (28) где i0, i3 - теплосодержание металла, соответствующее начальной t0 и конечной tм3 температурам, кДж/кг. Изменение теплосодержания металла вместе с образовавшейся окалиной: ∆ i' = [(100 - δ ) - ∆ i + δ ·Сок· (tп3 - t0) ·m - 5650· δ ]/100 %, кДж/кг, (29) где δ - угар металла, δ = 2%; Cок - теплоемкость окалины, Сок = 1 кДж/(кг·К); Приращение теплосодержания металла в методической зоне ∆ iI = ∆ i'·( l -η китсв/η кит ), кДж/кг. (30) ∆ iII = i3 - ∆ iI, кДж/кг. (31) Нагрев металла в методической зоне (участок I) Для расчета нагрева металла в методической зоне определяются: удельный тепловой поток в начале зоны:
удельный тепловой поток в конце зоны:
где λ - теплопроводность металла, соответствующая температуре Уравнение для q1 решается методом последовательных приближений. В первом приближении находим q1', полагая, что член Тогда температура поверхности металла в конце зоны: tп1 = tм1 + q1·S/3·λ, °C. (34) Перепад температур по сечению металла в конце зоны: ∆ t1 = q1·S/2·λ, °C. (35) Температура оси металла в конце зоны: tc1 = tп1 - ∆ t1, °C. (36) Средний тепловой поток в методической зоне:
Время нагрева металла в методической зоне:
где ρ - плотность металла, кг/м3; ρ = 7800 кг/м3; kф - коэффициент формы (для пластины kф = 1).
Участок сварочной зоны с монолитным подом (участок II" ) Время нагрева металла на участке сварочной зоны с монолитным подом
где Чтобы определить параметры металла в начале участка, необходимо найти критерии Био и Фурье. Критерий Фурье:
физические константы принимаем при среднемассовой конечной температуре tм3: коэффициент температуропроводности:
где теплоемкость металла: c = i3/tм3, кДж/(кг·К); коэффициент теплопроводности λ берется из рис. 6; ρ -????
где α - коэффициент теплоотдачи в конце нагрева: α = qз/(tсв - tп3), Вт/м2·К. (40) С помощью приложения 9 по значениям критериев Bi и Fo определяется величина
Удельный тепловой поток в начале участка: q2 = 2·λ ·∆ t2/S, Вт/м2, (42) коэффициент теплопроводности λ берется при температуре tм3. Температура поверхности металла при переходе на монолитный под:
Среднемассовая температура металла: tм2 = tп2 - 2·∆ t2/3, °С. (44) Температура на оси заготовки: tc2 = tп2 - ∆ t2, °С. (45)
Расчет основных размеров Расчет основных размеров методической печи и уточнение ранее принятых размеров проводится после определения времени нагрева заготовок в печи. Емкость печи: E = G·τ, кг. (51) Длина активного пода: Lакт = Е/(2·S·l·ρ ·n), м. (52) Длина методической зоны: Lмет = Lакт - τ 1/τ , м. (53) Длина сварочной зоны с монолитным подом: Lсв" = 4 - 6 м. (54) Длина сварочной зоны с двухсторонним обогревом: Lсв = Lакт - (Lмет + Lсв" ), м. (55) Площадь активного пода: Fакт = Lакт·n·l, м2. (56) Площадь полезного пода: Fпол = Lакт·D, м2. (57) Напряженность активного пода: Накт = G/Fакт, кг/(м2·час). (58) Напряженность полезного пода: Нпол= G/Fпол, кг/(м2·час). (59) После определения основных размеров выбирается и вычерчивается в масштабе профиль рабочего пространства печи. Если печь имеет значительную длину, то сварочная зона может быть разбита на несколько подзон. Расстояние между опорными трубами составляет обычно 1000 - 1500 мм. Смотровые и рабочие окна располагаются симметрично с обеих сторон печи. Смотровые окна располагаются в методической зоне и на участке сварочной зоны с двухсторонним обогревом. Рабочие окна располагаются на участке сварочной зоны с монолитным подом. Размер окон Размеры торцевых окон посада и выдачи: Sпос= D·hок, м2, где hок - высота окна, зависящая от размера заготовок.
Тепловой баланс печи
Приход тепла 1. Тепло горения топлива:
где В – расход топлива, кг/с (м3/с). 2. Тепло, внесенное подогретым воздухом и топливом (газом):
3. Тепло, выделившееся при окислении железа:
Расход тепла 1. Полезное тепло на нагрев металла:
2. Потери тепла с уходящими газами:
3. Потери тепла теплопроводностью:
где
Fкл – площадь поверхности кладки, м2. Потери тепла теплопроводностью определяются как сумма потерь свода и стен сварочной и методической зон:
где
1, 2 – коэффициент, учитывающий повышение потерь тепла через швы кладки. Средняя температура внутренней поверхности кладки Сварочная зона Средняя температура поверхности металла в сварочной зоне:
Находим параметр Ф:
Безразмерные температуры:
Средняя температура внутренней поверхности кладки Методическая зона Средняя температура поверхности металла в методической зоне:
Средняя температура газов в методической зоне:
Находим параметр Ф:
Безразмерные температуры:
Средняя температура внутренней поверхности кладки Тепловые потери, например, через свод в сварочной зоне рассчитываются следующим образом. Температура на границе слоев огнеупора и изоляции:
Средняя температура слоя огнеупора (динаса):
Средняя температура слоя изоляции:
Коэффициент теплопроводности динаса:
Коэффициент теплопроводности изоляции (шамотный легковес):
Потери тепла теплопроводностью:
Температура на границе слоев огнеупора и изоляции:
не должна превышать максимально допустимого значения для материала изоляции. Правильность принятых средних температур слоев проверяется по формулам:
Для практических расчетов можно считать допустимым расхождение между принятым значением средних температур и подсчитанным по формулам в пределах 20 %. При больших расхождениях следует провести перерасчет, приняв в качестве исходных значений температур, подсчитанных по формулам. 4. Потери тепла через окна печи. Таблица 5. Тепловой баланс печи
Приравняв приходные и расходные статьи теплового баланса, определяют секундный расход топлива B, кг/с (м3/с):
Аэродинамический расчет Расчет дымового тракта Эскиз дымового тракта методической печи приведен на рис. 7. При расчете дымового тракта потери давления на преодоление сопротивления трения газов о стенки рабочего пространства печи не учитываются. Потери давления в борове Подсосом воздуха в борове пренебрегаем. Приведенная скорость дымовых газов ω бор остается равной 2, 5 м/с. Тогда сечение борова: Fбор= m ·B·Vг/ ω бор, м2. (104) Выбирая ширину борова больше ширины вертикальных каналов аверт < абор, определяем второй размер: bбор = Fбор / абор, м. (105) Эквивалентный диаметр борова: dэ = 4·Рбор/(2· (абор + bбоp)), м. (106) Принимаем длину борова lбор от вертикальных каналов до трубы 20 м, в том числе до рекуператора 10 м, lбор1 = lбор2 = 10 м. Падение температуры дымовых газов от вертикальных каналов до рекуператора составляет 20 оC на 1 м длины борова, тогда температура перед рекуператором равна tpeк1 = tyx - 2·lборl, оC. (107) Средняя температура на участке: tбор1 = 0, 5· (tyx + tpeк1), оC. (108) Температура дымовых газов на выходе из рекуператора tрек2 = 550 - 650. Падение температуры дымовых газов от рекуператора до дымовой трубы составляет 1 оC на 1 м длины борова, тогда температура перед трубой равна tтp1 = tpек2 – l·lбоp2, оC. (109) Средняя температура на участке: tбор2 = 0, 5· (tpeк2 + tтp1), оC. (110) Потери давления на преодоление трения:
Местные потери давления при двух поворотах на 90° на пути от вертикальных каналов до рекуператора:
Потери давления в рекуператоре ∆ Ррек складываются из потерь энергии на внезапное расширение при входе, потерь на внезапное сужение при выходе из рекуператора и потерь давления при поперечном омывании дымовыми газами пучка труб. Не выполняя расчета, принять: ∆ Ррек = 60 - 100 Па. Местные потери давления при повороте на 90° на входе в дымовую трубу:
Общие потери при движении продуктов горения из рабочего пространства печи к основанию дымовой трубы: ∑ ∆ P = ∆ Pтр верт + ∆ Pм верт + ∆ Pгеом верт + ∆ Pм бор 1 + ∆ Pтр бор + ∆ Pм бор 2 + ∆ Pрек. Расчет дымовой трубы Действительное разрежение, создаваемое трубой, должно быть на 30 – 50 % больше расчетной потери давления в тракте: ∆ Pразр = 1, 3 – 1, 5·∑ ∆ P. По приложению 12 приблизительно определяется высота трубы. Падение температуры газов составляет 1 – 1, 5 °С на 1 м трубы, зная высоту, находят температуру в устье трубы tтр2 и среднюю температуру газов в трубе: tтр = 0, 5· ( tтр 1 + tтр 2), оС (114) Приведенную скорость газов в устье дымовой трубы принимают ω тр 2 = 3, 0 – 4, 0 м/с. Тогда диаметр в устье: dтр 2 = (4·m·B·Vг/(π · ω тр 2))0, 5, м. (115) Из практических соображений dтр 2 принимается не менее 0, 8 м. Диаметр трубы у основания: dтр 1 = 1, 5· dтр 2. Средний диаметр трубы: dтр = 0, 5· ( dтр 1 + dтр 2). Приведенная скорость дымовых газов у основания трубы: ω тр 1 = (4·m·B·Vг/(π ·dтр 1))0, 5 , м/с (116) Высота дымовой трубы:
где Pmin - барометрическое давление, минимальное для данной местности, кПа (99 кПа);
ЛИТЕРАТУРА 1. Кривандин В. А., Егоров А. В. Тепловая работа и, конструкции печей черной металлургии. М., Металлургия, 1989. 2. Тайц Н. Ю., Розенгарт Ю. И. Методические нагревательные печи. М., Металлургиздат, 1964. Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 2853; Нарушение авторского права страницы

 Рис. 1. Двухзонная методическая печь
Рис. 1. Двухзонная методическая печь







 (1)
(1) – влагосодержание газа, г/м3;
– влагосодержание газа, г/м3;  =1
=1
 .
.  . (2)
. (2) (3)
(3)
 - недожог топлива, кДж/кг (кДж/м3); (5)
- недожог топлива, кДж/кг (кДж/м3); (5) (7)
(7) °С (8)
°С (8) - опытный пирометрический коэффициент (для методических печей – 0, 7 – 0, 75).
- опытный пирометрический коэффициент (для методических печей – 0, 7 – 0, 75). , температуру воздуха - 200 °С, пирометрический коэффициент - 0, 7.
, температуру воздуха - 200 °С, пирометрический коэффициент - 0, 7.
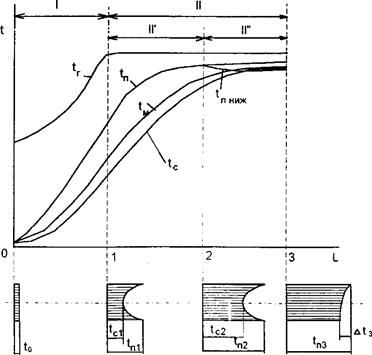
 - участок с монолитным подом, tг – температура газа; tп – температура поверхности; tc - температура середины; tм – массовая температура; tп.ниж – температура нижней поверхности.
- участок с монолитным подом, tг – температура газа; tп – температура поверхности; tc - температура середины; tм – массовая температура; tп.ниж – температура нижней поверхности. , °C, (18)
, °C, (18) Вт/м2. (19)
Вт/м2. (19)

 °C. (20)
°C. (20) (21)
(21) - количество тепла, уносимого уходящими газами из сварочной зоны,
- количество тепла, уносимого уходящими газами из сварочной зоны,  кДж/м3, (22)
кДж/м3, (22) - энтальпия продуктов сгорания, соответствующая температуре
- энтальпия продуктов сгорания, соответствующая температуре  , кДж/м3;
, кДж/м3;  - количество тепла, излучаемого из сварочной зоны в методическую,
- количество тепла, излучаемого из сварочной зоны в методическую,  , (26)
, (26) Вт/м2, (32)
Вт/м2, (32) Вт/м2, (33)
Вт/м2, (33) - средняя температура металла в конце методической зоны, соответствующая его теплосодержанию i1=i0 + ∆ iI, найденная по графику на рис. 5, К;
- средняя температура металла в конце методической зоны, соответствующая его теплосодержанию i1=i0 + ∆ iI, найденная по графику на рис. 5, К;  . Затем, подставив полученное значение q1', получаем уточненное q1". Окончательное значение q1 определяется после подстановки в уравнение q1".
. Затем, подставив полученное значение q1', получаем уточненное q1". Окончательное значение q1 определяется после подстановки в уравнение q1". , Вт/м2. (37)
, Вт/м2. (37) час, (38)
час, (38) час, (39)
час, (39) - длина монолитного пода (обычно 4 – 6 м).
- длина монолитного пода (обычно 4 – 6 м). ,
,  м2/час,
м2/час, 
 и вычисляется перепад температур в начале участка:
и вычисляется перепад температур в начале участка: 
 °С. (43)
°С. (43) кирпича, т. е.
кирпича, т. е.  мм. Расстояние между осями окон принимаются для рабочих окон 1000 - 1500 мм, для смотровых окон 1500 - 2500 мм.
мм. Расстояние между осями окон принимаются для рабочих окон 1000 - 1500 мм, для смотровых окон 1500 - 2500 мм. ,
,  , (60)
, (60) , кВт. (61)
, кВт. (61) , кВт. (62)
, кВт. (62) , кВт. (63)
, кВт. (63) , кВт. (64)
, кВт. (64) , кВт, (65)
, кВт, (65) - средняя температура внутренней поверхности кладки, °С;
- средняя температура внутренней поверхности кладки, °С;  - температура окружающего воздуха, °С;
- температура окружающего воздуха, °С;  и
и  - соответственно толщина огнеупорной кладки и изоляции, м;
- соответственно толщина огнеупорной кладки и изоляции, м;  и
и  - соответственно коэффициенты теплопроводности огнеупорной кладки и изоляции при средней температуре слоя,
- соответственно коэффициенты теплопроводности огнеупорной кладки и изоляции при средней температуре слоя,  (приложение 10);
(приложение 10);  - коэффициент конвективной теплоотдачи от стенки к окружающему воздуху (
- коэффициент конвективной теплоотдачи от стенки к окружающему воздуху ( 
 );
);  , кВт, (66)
, кВт, (66) и
и  - соответственно потери тепла теплопроводностью через стены и свод в методической зоне кВт;
- соответственно потери тепла теплопроводностью через стены и свод в методической зоне кВт;  и
и  - соответственно потери тепла теплопроводностью через стены и свод в сварочной зоне, кВт;
- соответственно потери тепла теплопроводностью через стены и свод в сварочной зоне, кВт;  , °С. (67)
, °С. (67) . (68)
. (68) ;
;  . (69)
. (69) , °С.
, °С. , °С. (70)
, °С. (70) , °С. (71)
, °С. (71) (72)
(72)
 (73)
(73) , °С.
, °С. , °С. (74)
, °С. (74) , °С. (75)
, °С. (75) , °С. (76)
, °С. (76) ,
,  .
. ,
,  ,
,  , °С (78)
, °С (78) , °С (79)
, °С (79) , °С (80)
, °С (80) . (87)
. (87) , Па. (111)
, Па. (111) , Па. (112)
, Па. (112) , Па. (113)
, Па. (113)