|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Складирование, расформировывала пакетов и перемещение пустых банок
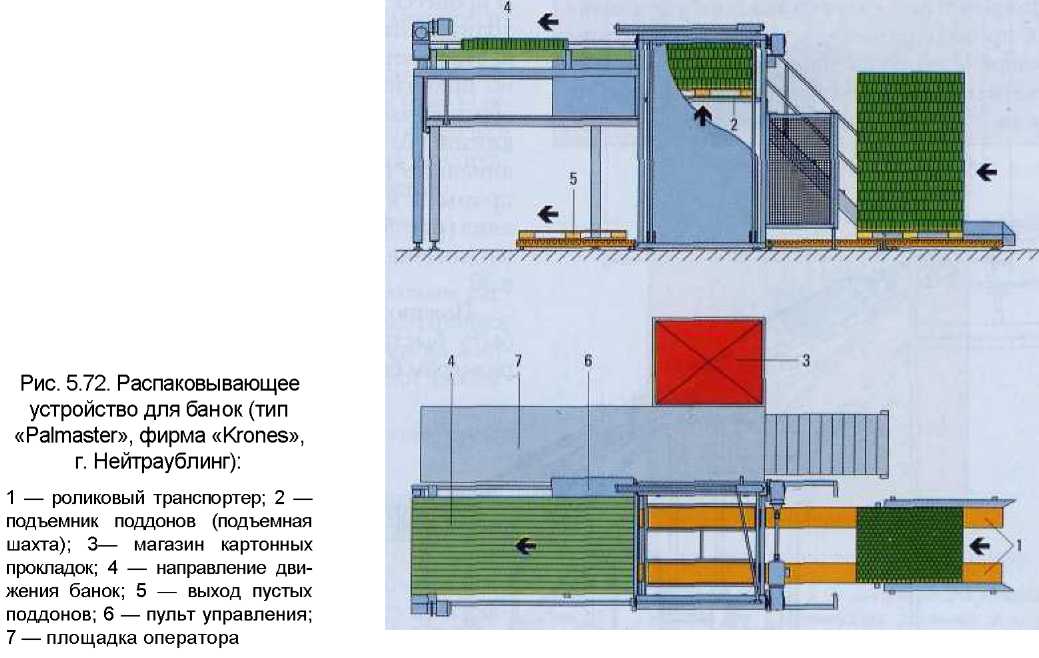
Банки поставляются на предприятия на поддонах (так называемые «tall-packs»). В каждом баночном поддоне («tall-pallette») находится от 15 до 23 рядов («этажей»), а каждый ряд располагается на тонкой прокладке из картона или пластика, на которой (в зависимости от размеров поддона) может быть установлено до 360 банок. Поддоны укреплены при помощи стальной профильной рамы, покрыты сверху и стянуты синтетической пленкой, так что сами поддоны можно также складывать штабелями. Выгрузка и загрузка автотранспорта производится обычно вилочными электро- и автопогрузчиками, а во многих странах - посредством автоматизированной системы приема стопок поддонов со спецтранспорта непосредственно на конвейер. Поскольку стенки у банок очень тонкие, то в порожнем состоянии они очень чувствительны к любым ударам и толчкам, которые могут банку деформировать. Такая деформация быстро передается соседним банкам и далее по всему ряду. Это означает, что с поддонами, на которых упакованы пустые банки, следует обращаться очень осторожно от приема до сталкивания рядов на конвейер: · вилочные автопогрузчики должны захватывать поддоны мягко, без толчков; · в качестве защиты от ударов могут быть использованы дистанционные планки; · при складировании в штабеля следует выдерживать положенное расстояние между штабелями; · перед подачей поддона в подъемник следует удалить все банки с видимыми повреждениями, так как они могут привести к сбоям в подаче банок; · не следует пытаться выправить вмятины на банках. Распаковывающее устройство (рис. 5.72) последовательно ряд за рядом поднимает поддоны, удаляет прокладку и сталкивает ряд банок на питающий стол. Упаковочные рамки укладываются на пустые поддоны, складываются стопками и удаляются.
Баночный стол-накопитель состоит из шарнирно-пластинчатых цепей, стальных или полимерных цепей. Передача должна происходить без рывков, поскольку банки не очень устойчивы и могут опрокинуться. Чем более плотным рядом банки сдвигаются с поддона, тем отит устойчивее. Широкий конвейер обязательно должен иметь по бокам ограждающие и направляющие планки. В конце баночного стола-накопителя происходит разъединение банок при помощи согласованных по скорости отдельных участков конвейера (см. рис. 5.71), при высокой производительности линии (свыше 1200 банок/мин) это разъединение может быть поддержано подачей сжатого воздуха. Для последующей длинной транспортировки разъединенных банок применяются преимущественно канатные конвейеры. Банки переворачиваются, подаются в ринзер, ополаскиваются и снова переворачиваются, после чего направляются к лазерному инспекционному устройству. Часто уже перед ополаскиванием на донышко банок наносится код (срок хранения). Поставка и обработка крышек является гораздо менее трудоемким процессом по сравнению с банками. При поступлении на предприятие крышки банок имеют несколько больший диаметр, чем после укупоривания - примерно на 8 мм. Крышки упаковывают в бумагу примерно по 600 шт./уп., поставка осуществляется на поддонах, каждый из которых может вместить до 246 000 крышек (типа 2.06). Отдельные упаковки фиксируются бумажной крафт-лентой. Инспектирование пустых банок Пустые банки из-за своих тонких стенок во время транспортировки, погрузки и выгрузки могут деформироваться, а повреждение верхнего края, например, может привести к сбою в процессе укупоривания. Повреждения банок приводят к остановке производственного процесса, изготовления и выпуска продукции, что может сказаться на имидже фирмы у потребителя. В связи спим перед розливом пустые банки следует проверять на: · правильное округлой фирмы; · наличие дефектов отбортовки в головной части банки; · наличие дефектов стенок и донышка банки; · дефекты внутренней лакировки; · наличие внутри банки инородных тел. Дефектные банки должны быть направлены в брак, поскольку они приводят к потерям качества продукции и дополнительным затратам. Проверка пустых банок осуществляется лазерным инспекционным устройством, установленным между питающим столом и мойкой. Инспекционное устройство состоит из фотоэлемента, камеры с пропускной способностью до 140 000 банок в час, и выталкивателя, отводящего дефектные банки. Применение лазерных инспекционных устройств распространено еще не на всех предприятиях (прежде всего по финансовым соображениям). Кондиционные банки поступают далее на ополаскивание принтере. Ополаскивание банок В процессе ополаскивания легких банок приходится отказываться от обычного захвата и переворачивания, поскольку захват неизбежно приводит к деформации чувствительной верхней части банки. Поскольку после сталкивания банок они подаются наверх, то разъединенные банки могут быть перевернуты и промыты в ходе их медленного скольжения вниз (рис. 5.73). В настоящее время ополаскиватели конструируются с наклоном примерно в 30°.
Поворотное устройство (реверсер) может быть быстро перенастроено соответственно размерам банки. После отекания капель банки переворачиваются во втором реверсере снова открытой верхней частью вверх и подаются на разливочный автомат. Наполнение банок При розливе в тонкостенные банки возникает ряд проблем: · если банку прижимать к наполнительному устройству с тем же давлением, что и бутылку, то банка неизбежно будет смята, так как она выдерживает гораздо меньшую продольную нагрузку; · если банку, как и бутылку, подвергнуть предварительному вакуумированию, то стенки ее под действием вакуума неизбежно вогнутся внутрь. В связи с этим решающим конструктивным решением для розлива в банки стало уменьшение продольной нагрузки путем введения камеры для выравнивания давления (рис. 5.74). Эта уравновешивающая камера служит для того, чтобы максимальная осевая нагрузка действовала на банку лишь в процессе наполнения, то есть там, где банка стабильна под действием внутреннего давления.
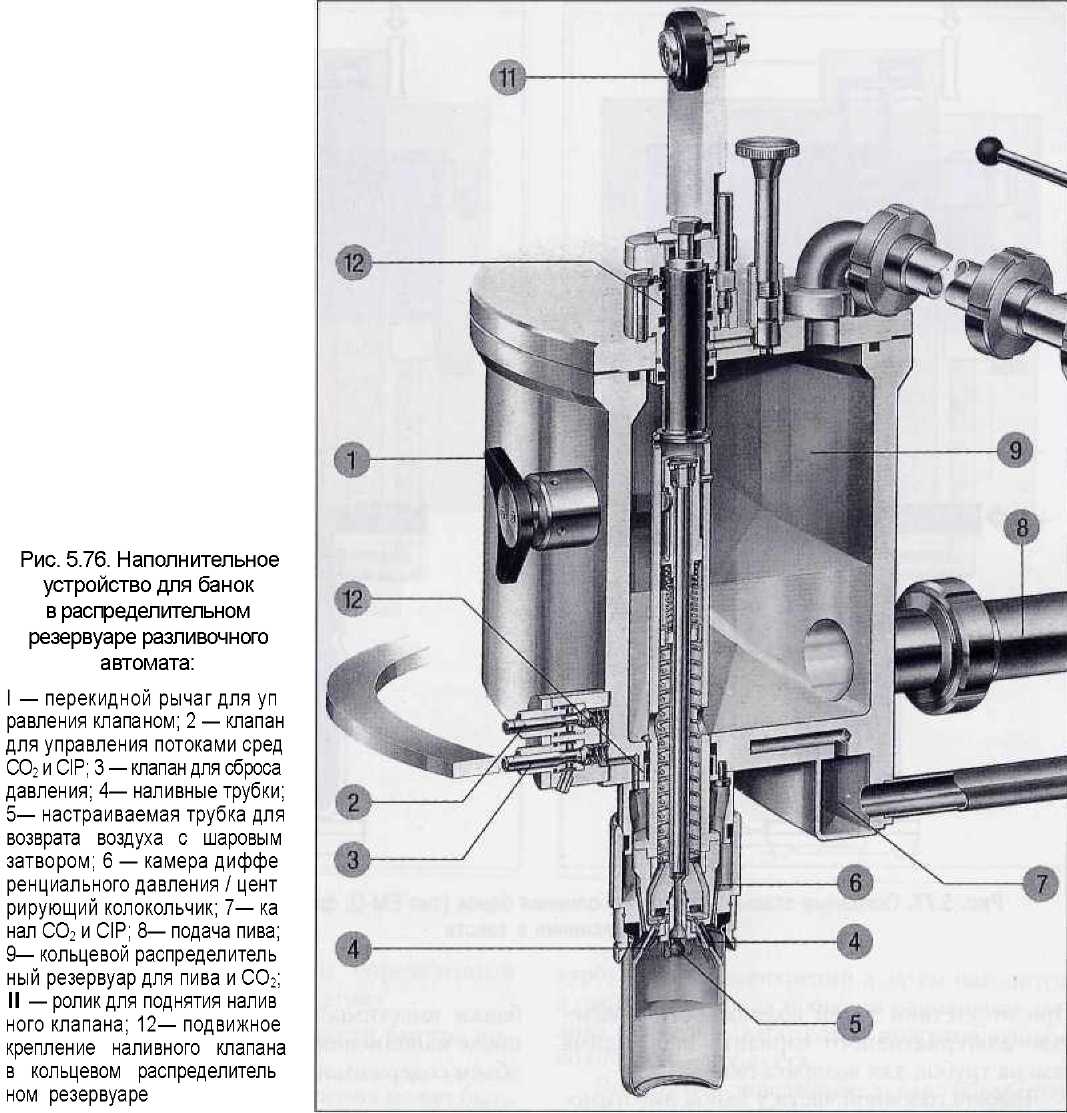
Наполнение банок сначала осуществляли через длинную трубку, а затем стали использовать и способ наполнения через множество коротких наливных трубок. На всех современных разливочных автоматах для банок разливаемый напиток направляется по стенкам банки в виде тонкой пленки жидкости. По способу дозирования различают две группы разливочных автоматов: · с наполнением по высоте (уровню); · с наполнением по объему. Как и при розливе в бутылки, больше распространены уровневые автоматы. Процесс наполнения банки заканчивается, когда жидкость достигнет нижнего края трубки для выхода газа. В объемных блоках розлива существуют две возможности: · к тому времени, когда заканчивается предыдущий процесс наполнения, желаемый объем жидкости собирается в отдельной дозировочной емкости, когда объем точно измерен, процесс наполнения осуществляется очень быстро, так как в конце его поток жидкости уже не нужно дросселировать; · точно измерить объем можно, например, ири помощи индукционного расходомера (IDM). Несмотря на то что основные этапы процесса наполнения аналогичны используемым при розливе в бутылки, а именно: · промывка СО2 (или паром) и создание противодавления CO2; · замедленное наполнение и ускоренное наполнение; · замедление скорости наполнения и установление точного уровня наполнения: · медленный сброс давления во избежание вспенивания, при розливе в банки существуют свои дополнительные особенности: · масса пустых банок очень мала, в связи с чем перемещать их следует очень спокойно и надежно, в силу большого радиального ускорения в крупных разливочных автоматах или из-за сильной тяга воздуха банки могут быть сброшены с их пути движения: · пустые банки для наполнения не поднимаются, вместо этого наполнительные устройства опускаются на них, устанавливая герметичное соединение между банкой и наполнительным патроном; · образование соединения «банка-наполнительный патрон» является очень ответственной операцией, поскольку банка из-за очень тонких стенок может быть сплющена (см. описание камеры для выравнивания давления). До недавнего времени наполнительные патроны баночных разливочных автоматов конструировались так, чтобы разливаемый напиток поступал в банку через 14-16 маленьких трубок под углом в 30-45° и стекал вниз по ее стенкам (рис. 5.75 и 5.76). Такие автоматы широко применяются и в настоящее время, однако у более современных автоматов налиток в банки поступает в виде тонкой пленки жидкости.
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1046; Нарушение авторского права страницы