
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Превращения в металлах при нагревании и охлаждении.
Нагревание. Первое превращение при нагревании стали происходит при температуре около 727°С (см. рисунок 2.10, линия РSК ) – это превращение феррито-цементитной смеси (перлит) в аустенит – твердый раствор внедрения углерода в γ -железо. Температура превращения перлит – аустенит ( П–А ) (первая критическая точка) обозначается Ас1, ( рисунок 2.11 ). При этой температуре, вследствие аллотропического превращения α -железа в γ -железо, образуется более равновесная, чем перлит, фаза аустенита. В ней растворяется весь находившийся в перлите углерод. Таким образом, при нагревании стали до температуры, соответствующей точке Ас1, после определенной выдержки сталь приобретает равновесный двухфазный состав: Ф + П → А + Ф, (доэвтектоидная сталь) или П + Ц → А + Ц (заэвтектоидная сталь)
При дальнейшем повышении температуры поддержание равновесия между образовавшимися фазами обеспечивается диффузионными изменениями их химического состава. Так, в доэвтектоидных сталях составы феррита и аустенита изменяются соответственно по линиям РG и SG (т. е. в них фактически происходит растворение феррита в аустените). В заэвтектоидных сталях равновесие между аустенитом и цементитом с ростом температуры поддерживается за счет растворения цементита в аустените, Рисунок 2.11 Часть диаграммы Fe-C приводящего к обогащению аустенита углеродом (вплоть до 2, 14% С в точке Е ) и уменьшению количества цементита. На линиях SG и SE находятся критические температуры, при которых сталь приобретает равновесную однофазную структуру аустенита. Точки, лежащие на линии SG, принято обозначать Ас3, а на линии SE – Аст. Превращение перлита в аустенит – кристаллизационный процесс, который протекает в результате образования зародышей аустенита и последующего их роста. При дальнейшем нагревании доэвтектоидных сталей, начиная с температур, соответствующих Ас3 + (30 – 50)°С, наблюдается заметный рост зерна аустенита, приводящий к снижению прочности термически обработанной стали. В заэвтектоидных сталях это неблагоприятное явление происходит, начиная с температур, соответствующих Ас1 + (30 – 50)°С.
Охлаждение. В соответствии с режимом термической обработки после нагревания и выдерж-ки стали при заданной (зависящей от содержания углерода) температуре следует процесс охлаждения аустенита. По достижении определенной температуры (точки на линии SG ) аустенит доэвтектоидной стали начнет распадаться ( А → Ф + А ), и сталь снова будет состоять из двух фаз ( Ф + А ). Данный процесс протекает равновесно, если их химический состав изменяется соответственно по линиям РG и SG. Достигаемая при охлаждении критическая температура, соответствующая началу выпадения феррита из аустенита, зависит от содержания в стали углерода. Когда температура достигнет изотермы РSК, равновесный фазовый состав стали будет представлен ферритом и аустенитом, содержащими соответственно 0, 02 и 0, 8 %С. При температуре ниже 727°С аустенит превращается в перлит. Таким образом, при медленном охлаждении, получается исходный структурно-фазовый состав доэвтектоидной стали: Ф + П. Аустенит заэвтектоидной стали после медленного охлаждения превращается в исходную смесь перлита и цементита ( П + Ц ). При этом, начиная с температур, соответствующих линии SЕ, из него будет выделяться избыточный углерод в виде вторичного цементита, а при температуре 727°С сталь приобретает исходную равновесную заэвтектоидную структуру: П + Ц. Сплав с такой равновесной структурой имеет низкие прочностные свойства. Это обусловлено тем, что при достаточно медленном охлаждении в доэвтектоидной стали формируются довольно крупные зерна избыточного феррита. Если же сталь быстро переохладить из аустенитного состояния до температуры Аr1 (то же, что температура Ас1 при нагревании, т.е. 727°С ), то аустенит будет претерпевать превращение. Так, эвтектоидная сталь будет представлена образованием тонкой механической смеси феррита и цементита, т. е. фазы, очень отличающейся по концентрации углерода. При температурах, близких к Аr1, пластинки из феррита и цементита растут, среднее значение толщины Δ двух смежных пластинок (феррита и цементита) достигнет 0, 6 – 1, 0мкм. Такую структуру называют пластинчатым перлитом. При переохлаждении в 100 – 120°С пластинки феррита и цементита увеличатся лишь до толщины в 0, 25 – 0, 30мкм. Такую структуру называют сорбитом. Если переохлаждение достигнет 180 – 200°С, рост пластинок остановится в самом начале и составит 0, 1–Δ –0, 15мкм. Такую структуру называют трооститом. Таким образом, структуры диффузионной перекристаллизации аустенита – перлит, сорбит и троостит – являются пластинчатыми ферритно-цементитными структурами и различаются лишь по степени дисперсности пластинок. Механические свойства пластинчатых структур эвтектоидного типа:
Пластинчатость уменьшается при переходе от перлита к трооститу. При большем переохлаждении аустенита (до 240°С и ниже) происходит его бездиффузионный распад, при котором атомы железа из решетки γ перестраиваются в решетку α , а углерод не успевает выделиться и образовать частички цементита. Он остается растворенным в решетке α, образуя пересыщенный твердый раствор углерода в α -железе, который называют мартенситом. Характерной особенностью мартенсита является его высокая твердость. С увеличением в нем содержания углерода она возрастает. Так, в стали с содержанием углерода 0, 6–0, 7%, твердость мартенсита в 6 раз больше твердости феррита. В то же время большой удельный объем мартенсита является причиной возникновения при закалке больших внутренних напряжений, которые вызывают деформацию изделия и даже трещины. Режим термической обработки должен выбираться и с учетом возможности управления прочностью путем регулирования размера зерен – структурных составляющих стали.
Отжиг. Отжиг – термическая обработка, которая заключается в нагревании до определенной температуры, выдерживании при этой температуре и последующем медленном охлаждении. Отжиг применяют для получения в металлах равновесной структуры, улучшения обрабатываемости, повышения пластичности, уменьшения остаточных напряжений. Отжиг бывает первого и второго рода. Отжиг первогорода – это отжиг, при котором не происходит структурных изменений, связанных с фазовыми превращениями. Такая термообработка устраняет частично (или полностью) всякого рода неоднородности и неравновесности, которые образовались в металле при предшествующих операциях (механической обработке, обработке давлением, литье, сварке). Отжиг первого рода в свою очередь делится на гомогенизацию, рекристаллизационный отжиг и отжиг для снятия внутренних напряжений. Гомогенизация – отжиг, направленный на уменьшение химической неоднород-ности металлов, получающейся в результате рекристаллизации. В отличие от чистых металлов, все сплавы после кристаллизации имеют неравновесную структуру, т. е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка. Химическая неоднородность обусловлена различной температурой плавления компонентов сплава. Чем меньше эта разница, тем более заметна химическая неоднородность. Устранить её полностью невозможно, можно только уменьшить. Для этого применяют высокотемпературный отжиг с продолжительными выдержками (от 2 до 48 часов). При высокой температуре подвижность атомов в кристаллической решетке большая, и через некоторое время вследствие процессов диффузии происходит постепенное выравнивание химического состава вещества. Однако выравнивание химического состава происходит в пределах одного зерна, т. е. устраняется в основном дендритная ликвация. Для того чтобы устранить зональную ликвацию (химическую неоднородность в объеме слитка), необходимо выдерживать слитки при данной температуре в течение нескольких лет, что практически невозможно. В процессе гомогенизации происходит постепенное растворение неравновесных фаз, которые могут образовываться в результате кристаллизации с большой скоростью. При медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации. Рекристализационный отжиг. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки. Образование ячеистой структуры происходит с изменением формы зерен: они сплющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, а пластичность снижается. Дальнейшая деформация такого металла невозможна, так как происходит его разрушение. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, который заключается в нагревании металла до температур выше начала кристаллизации, его выдержке с последующим медленным охлаждением. Температура нагревания зависит от состава сплава. Для чистых металлов температура начала рекристаллизации tр = 0, 4Tпл, где Тпл – температура плавления; для обычных сплавов tр = 0, 6Тпл; для сложных термопрочных сплавов tр= 0, 8Тпл. Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0, 5 до 2 ч. В процессе рекристаллизационного отжига происходит образование зародышей новых зерен и последующий их рост. Постепенно старые деформированные зерна исчезают. Число дефектов в кристаллической решетке уменьшается, металл возвращается в исходное состояние, т. е. становится более пластичным. Отжиг для снятия внутренних напряжений. В металле в результате различной обработки могут возникать внутренние напряжения. Это могут быть термические напряжения, возникшие в результате неравномерного нагревания, разной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания, или структурные напряжения, появившиеся в результате структурных превращений, которые происходят внутри детали в разных местах с разной скоростью. Внутренние напряжения в металле могут быть значительными и, накладываясь на рабочие напряжения, могут превысить предел прочности, что приведет деталь к разрушению. Устранить внутренние напряжения можно с помощью отжига при температуре ниже температуры рекристаллизации: tотж= 0, 2—0, 3ТПЛ. Продолжительность такого отжига составляет несколько часов. Отжиг второго рода — термическая обработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения; заключается в нагревании вещества до температуры выше точек Ас3 или Ас1, выдержке и последующем охлаждении. В результате добиваются почти равновесного структурного состояния. В доэвтектоидных сталях – это феррит и перлит, в эвтектоидных – перлит, в заэвтектоидных – перлит и вторичный цементит. После отжига сплав имеет мелкозернистое строение, отличается низкой прочностью и твердостью при достаточном уровне пластичности. В промышленности отжиг второго рода часто использует как подготовительную и окончательную обработку. Отжиг второго рода позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т. е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным, неполным и изотермическим. Полный отжиг сопровождается полной перекристаллизацией. Основные цели такого отжига – устранение пороков структуры, возникших при предыдущей обработке (литье, горячей деформации или сварке), смягчение стали перед обработкой резанием и уменьшение напряжений, для придания стали определенных свойств. Полный отжиг заключается в нагревании доэвтектоидной стали до температуры на 30–50°С выше температуры Ас3 (чрезмерное превышение температуры приводит к росту зерна аустенита, что вызывает ухудшение свойств стали), выдержке для полного прогревания и завершения фазовых превращений в объеме металла и последующем медленном охлаждении. При полном отжиге происходит полная фазовая перекристаллизация стали. При нагревании выше точки Ас3 образуется аустенит, характеризующийся мелким зерном, который при охлаждении дает мелкозернистую структуру, обеспечивающую высокую вязкость, пластичность. Доэвтектоидная сталь после полного отжига состоит из избыточного феррита и перлита. Неполный отжиг доэвтектоидной стали – нагревание до температуры выше Ас1, но ниже Ас3. При такой температуре происходит частичная перекристаллизация стали, т. е. лишь переход перлита в аустенит. Избыточный феррит частично превращается в аустенит, и значительная часть его не подвергается перерекри- сталлизации. Поэтому неполный отжиг не устраняет пороки стали, связанные с нежелательными размерами и формой избыточного феррита. Для доэвтектоидной стали неполный отжиг применяется в том случае, если отсутствует перегрев и ферритная полосчатость и требуется только снижение твердости и смягчение перед обработкой резанием. Изотермический отжиг – термическая обработка, при которой после нагревания до температуры выше Ас3 на 50–70°С сталь ускоренно охлаждают до температуры изотермической выдержки, которая находится ниже точки Ас1, на 100–150°С; затем выполняют ускоренное охлаждение на воздухе. Чем ближе температура изотермической выдержки к точке Ас1, тем больше межпластинчатое расстояние в перлите и, следовательно, мягче сталь, но больше продолжительность превращения. А так как основная цель изотермического отжига – смягчение стали, то выбирают такую температуру, при которой получается требуемое смягчение за небольшой промежуток времени. Преимущества изотермического отжига: · сокращается время обработки по сравнению с обычным отжигом; · получается более однородная структура; · улучшается обрабатываемость резанием и повышается чистота поверхности детали. Изотермическому отжигу подвергаются штамповки, заготовки инструментов и других изделий небольших размеров.
Нормализация. Нормализация заключается в нагревании до температуры на 30 – 50°С выше линии GSЕ, непродолжительной выдержке для прогревания и завершения фазовых превращений и охлаждении на воздухе с целью получения мелкого зерна и равномерного распределения структурных составляющих. Нормализация – более экономичная операция термической обработки по сравнению с полным отжигом, так как скорость охлаждения выше. Нормализацию чаще всего применяют как промежуточную операцию для устранения пороков строения и общего улучшения структуры перед закалкой, а также для смягчения стали перед обработкой резанием. Таким образом, цели ее близки к целям отжига. Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке. Прочность стали после нормализации получается более высокой, чем прочность после отжига, так как ускоренное охлаждение на воздухе, по сравнению с охлаждением в печи, приводит к распаду аустенита при более низких температурах. Очень часто нормализация служит для общего измельчения структуры перед закалкой. Нормализацию широко применяют для улучшения свойств стальных отливок вместо закалки и отпуска. Она вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при фасонном литье и горячей деформации: прокате, штамповке или ковке
Закалка и отпуск стали. Закалка– термическая обработка, направленная на получение в сплаве максимально неравновесной структуры и, соответственно, аномальных свойств. Любая закалка включает в себя нагревание до заданной температуры, выдержку и последующее быстрое охлаждение. Отпуск – термическая операция, заключающаяся в нагревании закаленного сплава ниже температуры превращения для получения более устойчивого структурного состояния сплава. Цель закалки и отпуска – повышение твердости и прочности металла. Для доэвтектоидной стали проводится полная закалка, при которой нагревание осуществляется выше Ас3. Недогрев до температуры Ас3 приводит к сохранению в структуре кристаллитов доэвтектоидного феррита, что при некотором уменьшении прочности повышает пластичность закаленной стали. Неполной закалке подвергают заэвтектоидные стали, причем их нагревают выше температуры Ас1. Затем и при полной закалке, и при неполной следует выдержка, а далее – охлаждение со скоростью, превышающей критическую, с целью получения преимущественно структуры мартенсита. Неполную закалку доэвтектоидных сталей используют при термообработке только листовой низколегированной низкоуглеродистой стали для получения ферритной структуры с небольшими включениями мартенсита ( 20–30% ), что обеспечивает хорошую штампуемость стали. Для заэвтектоидных сталей неполную закалку применяют из-за того, что неполное растворение цементита упрочняет сталь. Структура такой стали содержит цементит и мартенсит, а цементит тверже мартенсита. Закаливаемость – повышение твердости стали при закалке. Твердость опреде-ляется содержанием в стали углерода. Чем больше в образующемся мартенсите углерода, тем он тверже. Закалочные (охлаждающие) среды выбирают таким образом, чтобы обеспечить скорость охлаждения выше критической, т. е. предотвратить распад аустенита на ферритно-цементитную смесь. Скорость охлаждения должна быть такой, чтобы получить заданную структуру стали. Таким образом, закалка до той или иной структуры зависит от скорости охлаждения, которая в свою очередь определяется видом и температурой охлаждающей среды Для углеродистых сталей, имеющих высокую критическую скорость охлаждения, применяют воду и различные водные растворы. Для легированных сталей, имеющих небольшую критическую скорость охлаждения, – масло и воздух. Различают три последовательные стадии охлаждения в жидкой среде: · пленочное кипение, когда между охлаждающей средой и охлаждаемой деталью возникает паровая рубашка, через которую осуществляется теплопередача; · пузырьковое кипение, когда паровая рубашка разрушается и закалочная среда вступает в непосредственный контакт с нагретой деталью. На этой стадии скорость охлаждения максимальная; · конвективный теплоотвод, когда охлаждение происходит ниже температуры кипения закалочной среды вследствие конвекции. На этой стадии скорость охлаждения минимальна. Увеличения или уменьшения скорости охлаждения можно добиться изменением химического состава закалочной среды (водного раствора) или заменой среды, регулируя теплопроводность и увеличивая или уменьшая температурный интервал пузырькового кипения. Характеристика некоторых закалочных сред приведена в таблице 2.1
Таблица 2.1 – Характеристика охлаждающих сред
Критическая скорость охлаждения определяет такое свойство стали, как прокаливаемост ь, т. е. толщину закаленного слоя с мартенситной или троостито-мартенситной структурой. Прокаливаемость тем выше, чем меньше критическая скорость закалки, т. е. чем выше устойчивость переохлажденного аустенита. Меньшую критическую скорость имеют легированные стали. В результате неравномерности охлаждения при закалке возникают термические напряжения, которые могут вызвать коробление и трещины в заготовке. Уменьшить эти напряжения можно, регулируя скорость охлаждения. Для этого подбирают одну или две охлаждающие среды.
Существуют следующие виды закалки:
Непрерывной называют закалку с непрерывным охлаждением в одной среде. Закалку стали с охлаждением в двух средах называют прерывистой. Ее используют для получения структуры мартенсита и уменьшения остаточных напряжений. Сначала выполняют закалку в среде с большей, а затем — с меньшей охлаждающей способностью. В зависимости от того, какую часть детали подвергают закалке, она может быть объемной или поверхностной. Объемной называют закалку, при которой происходят нагрев и превращения по всему объему материала. При поверхностной закалке нагревание (превращение) происходит в поверхностном слое материала. После такой закалки заготовки имеют твердый поверхностный слой и вязкую сердцевину, в результате чего заготовки почти свободны от внутренних напряжений и не имеют трещин. Ступенчатой называют закалку стали с охлаждением в среде с температурой несколько выше температуры начала мартенситного превращения, выдержкой без превращения аустенита для выравнивания температуры по всему сечению детали и последующим охлаждением для получения структуры мартенсита и уменьшения остаточных напряжений. Изотермической (бейнитной) называют закалку стали с охлаждением в среде с температурой выше начала мартенситного превращения, изотермической выдержкой до полного или неполного превращения аустенита и последующим охлаждением для получения тонкопластинчатой структуры бейнита или бейнита с мартенситом. Структура бейнита по твердости близка к мартенситу, но более вязкая. Закалка с самоотпуском — закалка стали с охлаждением только поверхности или части изделия и отпуском вследствие остаточной внутренней теплоты для получения мартенсита отпуска или структуры продуктов распада мартенсита. Закалка с обработкой холодом — закалка стали с продолжением охлаждения до температуры ниже О°С для дополнительного превращения аустенита в мартенсит. Увеличение количества мартенсита приводит к следующему: · повышает твердость; · увеличивает объем; · превышает магнитные характеристики; · стабилизирует размеры. Нередко для обработки холодом деталь погружают в жидкий азот (температура кипения минус 196°С ). Обработку холодом производят для углеродистых и легированных сталей для получения максимальной твердости. В промышленности нашел широкое распространение такой высокопроиз-водительный способ закалки, как закалка токами высокой частоты. В заготовке создается электрическое поле, причем у поверхности детали его плотность наибольшая. Поверхностный слой быстро нагревается, и его сразу же подвергают охлаждению водой. Изменяя силу тока и время выдержки, можно регулировать толщину нагреваемого участка от долей до нескольких миллиметров. Отпуск является конечной операцией термической обработки, которую выполняют после закалки для уменьшения внутренних напряжений и получения более устойчивой структуры материала. Он основан на распаде мартенсита и остаточного аустенита. Для этого заготовку нагревают до температуры ниже критической. В зависимости от температуры можно получить структуру мартенсита, троостита или сорбита. Чем выше температура отпуска, тем полнее снимаются напряжения в деталях. Скорость охлаждения также влияет на уровень остаточных напряжений — ее уменьшение ведет к снижению остаточных напряжений. Для охлаждения после отпуска используют воду, масло или охлажденный воздух. Отпуск стали бывает трех видов: высокий, средний и низкий. Высоким называют отпуск стали в интервале температур 500—680°С для получения (в зависимости от состава стали) структуры сорбита отпуска (смягчающий отпуск) или мартенсита отпуска, характеризующегося вторичным твердением (упрочняющий отпуск). Сочетание операций закалки и высокого отпуска называют улучшением стали. Улучшению подвергают среднеуглеродистые конструкционные стали, к которым предъявляют высокие требования по прочности, вязкости и пластичности. Средний отпуск — отпуск стали в интервале температур 250—500°С для получения дисперсных продуктов распада мартенсита и уменьшения остаточных напряжений. Данный отпуск применяют при изготовлении пружин, рессор, штампов. Он обеспечивает высокие пределы упругости и выносливости. Низкий отпуск — отпуск стали при температуре ниже 250°С для получения мартенсита отпуска и уменьшения остаточных напряжений. При этом отпуске изменяется решетка мартенсита в результате выделения карбида железа. Твердость стали при этом не снижается, а внутренние напряжения уменьшаются, повышаются ударная вязкость и пластичность. При низком отпуске заготовки выдерживают в течение определенного времени в масляных или соляных ваннах. Низкотемпературному отпуску подвергают режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также детали после поверхностной закалки или химико-термической обработки. С понижением температуры отпуска твердость и прочность повышаются, а пластичность снижается.
2.4.6 Старение. При быстром охлаждении деталей, нагретых до высоких температур (при закалке или после кристаллизации и горячей пластической деформации), металлы и сплавы полностью или частично сохраняют атомную структуру, характерную для высокотемпературного состояния. Термическое старение протекает в результате изменения растворимости углерода в α -железе в зависимости от температуры. В процессе вылеживания (естественного старения) выделяется углерод в виде третичного цементита (цементита, выделяющегося из феррита) — так называемое дисперсионное твердение. При этом повышается твердость (до 50% ) и прочность, а пластичность и ударная вязкость снижаются. Старение при повышенных температурах (искусственное старение) значительно сокращает продолжительность процесса.
Контрольные вопросы: 1. Что такое – термическая обработка – и для чего её применяют? 2. Перечислите виды термической обработки. 3. Какие основные виды превращений происходят в сталях при нагревании-охлаждении? 4. Что такое отжиг первого и второго рода, в чем разница меду ними? 5. Для чего проводят нормализацию? 6. Какие изменения происходят в стали при закалке, какие виды закалки вам известны? 7. Назовите некоторые типы охлаждающих сред и их основные параметры. 8. Какие виды отпуска вам известны, назовите их. 9. Что представляет из себя процесс старения?
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 4745; Нарушение авторского права страницы
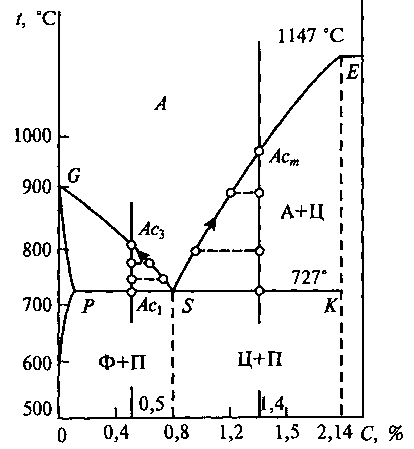 При этом в феррите содержится около 0, 02 %С (точка Р ), в аустените – 0, 8 %С (точка S ), в цементите – 6, 67 %С.
При этом в феррите содержится около 0, 02 %С (точка Р ), в аустените – 0, 8 %С (точка S ), в цементите – 6, 67 %С.